鋁擠壓材焊接裂紋形成機理與預防措施
2015-01-22 09:29:33程仁策
中國有色金屬 2015年18期
程仁策|文
本文針對鋁擠壓材焊接過程中出現的焊接裂紋,研究并總結了鋁擠壓材焊接裂紋形成機理,并結合生產經驗提出了鋁擠壓材的控制因素和焊接裂紋防止措施。
鋁擠壓材由于重量輕、導電性好、耐蝕性優異等特點廣泛應用于軌道交通、汽車行業、電力行業、航空航天等領域。但由于受擠壓機能力的限制,鋁擠壓材的最大寬度受到一定限制。因此用于制作車體、壓力容器、集裝箱、橋梁等方面的鋁擠壓材多采用機加工、焊接、鉚接等方式工裝,而焊接是應用最為廣泛的鋁擠壓材連接技術。但鋁合金由于具有導熱系數高、凝固收縮量大、易氧化、液態吸氫等特點,使其焊接難度同鋼材相比更大,出現裂紋等缺陷的幾率也相應提高。
南山工業鋁擠壓材在軌道交通車體、集裝箱、電力組合容器方面的應用較為廣泛,目前給多家大型企業供貨。在焊接應用中反饋個別擠壓材會出現裂紋問題,但鋁合金焊接裂紋的形成機理涉及焊接工藝、材料、焊接環境等多方面因素。作為焊接母材供應方,我們首先應明確導致焊接裂紋的母材原因并加強控制,同時了解焊接裂紋形成機理,便于同客戶共同分析解決問題。通過相關文獻資料和實際生產經驗,筆者總結了鋁擠壓材焊接裂紋形成機理,提出了針對焊接裂紋缺陷鋁擠壓材應重點控制的幾個方面,為有效降低焊接裂紋出現幾率提供了方向。
鋁合金焊接裂紋
焊接裂紋是指焊接完后在焊接接頭區域形成的裂紋,不同區域裂紋類型不同,焊縫區多為縱向裂紋、橫向裂紋、弧坑裂紋、顯微裂紋和焊根裂紋,熔合線附近多為顯微裂紋,熱影響區中多為焊趾裂紋、層狀裂紋。由于鋁合金塑性好,尤其是焊接后熱影響區附近會淬火軟化,因此焊接接頭出現冷裂紋幾率較小。鋁合金焊接基本為熱裂紋,即在固相線溫度上下一定范圍內形成的,最主要的為結晶裂紋和液化裂紋。
在鋁擠壓材焊接過程中,出現的典型裂紋如圖1所示。圖1a所示為6系擠壓管材和5系擠壓管材焊縫,在進行氣體打壓試驗后,出現微小氣孔漏氣。經分析基本確認為焊接工藝存在問題,補焊后漏氣問題解決。圖1b~d為6系擠壓鋁型材焊接后出現的焊接裂紋,經細致分析與探討,裂紋形成是因焊接工藝、型材斷面裝配公差不合理所致。
鋁合金焊接裂紋形成機理
裂紋的形成有兩個必備條件,一是有利于形成裂紋源的應力集中位置,二是要有足夠的應力促使應力集中位置形成裂紋源。對于鋁合金焊接,能滿足這兩個條件并形成裂紋的區域包括焊縫區、熔合區、熱影響區。對于焊縫區熱裂紋,可以認為是結晶裂紋,最為成熟的裂紋形成機理是Prokhorov理論:金屬在凝固過程中存在一個固、液相共存的脆性溫度區間,其上限溫度是晶體開始交織長合的溫度,下限溫度是固相溫度或稍低于固相線溫度。在此溫度區間內,金屬的延展性較差。當金屬在此溫度區間收縮變形量超過此時的延性值時,就會產生結晶裂紋。合金在脆性溫度區間內的變形量最為顯著,而在此溫度區間內延性值又很低,因此裂紋一般產生于該溫度區間。當焊縫金屬的結晶過程發展到一定程度后,晶粒間發生了“楔住”的現象,即產生了晶間固相連接,從而開始形成骨架,而在未產生固相連接的液相處,由于其抗變形阻力很小,故變形集中于液相面,而此時的液相數量已較少,不能靠液相流動來產生變形,故容易在這些液相面開裂,形成凝固裂紋。
對于熔合區和熱影響區內形成的熱裂紋,可認為是液化裂紋。由于母材晶界或晶內第二相析出位置富含低熔點共晶相,在焊接熱量影響下,溫度達到共晶相的熔融溫度,導致晶界或晶內第二相附近液化。而此時若有焊接約束、焊接應力或收縮應力影響,必將在液化部位形成裂紋源和微裂紋,若拉應力過大會在塑性整體下降的焊接接頭繼續擴展,形成宏觀裂紋。
鋁合金焊接裂紋防止措施
對于焊接裂紋的防止,必須綜合考慮母材材質和狀態、焊接工藝、焊接環境等因素。常見的控制方式如下:
(1)優化焊縫區合金成分:焊縫區屬于冶金結合狀態,而且在高熱量輸入條件下某些合金元素會燒損,因此必須通過焊接填充材料補充,但如果填充材料與母材成分匹配性差,也會降低焊縫區塑性。通常會將Ti、Zr、V、B等微量元素作為變質劑加入到填充材料中,以此來細化焊縫區晶粒,改善其塑性和韌性。同時還要降低Fe、Si、Na元素含量,消除其不利影響。
(2)合理設計焊接坡口形式、坡口角度、成形系數,避免焊接過程中引入較大焊接應力。
(3)焊前預處理:焊接前進行有效的預處理,包括焊縫附近母材的化學清洗和表面清洗;焊絲或焊條的干燥存放和焊前清洗;必要時進行預熱或熱處理來提高材料焊接性;合理布置墊板位置來控制傳熱速率。
(4)焊接次序:根據待焊材料材質和結構類型等因素合理安排焊接次序,否則將有可能導致前后兩道焊縫的應力集中。
(5)焊接工藝參數:焊接電流、焊接電壓、焊接速度不但影響焊接熔池內金屬結晶方式和速率,進而影響焊縫區組織結構和晶粒大小,而且也決定熔合區和熱影響區晶界是否會液化。所以,焊接工藝參數要通過不斷試驗和摸索,確定最佳值。
對于鋁型材加工企業,必須加強質量控制。可從以下幾點考慮:
(1)擠壓材缺陷
對于鋁合金擠壓材,常常會因鑄棒質量或擠壓工藝控制不當出現一系列缺陷,如擠壓裂紋、夾渣、氣孔、焊合不良、成層、縮尾、過燒。這六種缺陷如果出現在焊縫區附近,有可能導致微裂紋或宏觀裂紋的出現。因此對于焊接用擠壓材,必須保證擠壓材補焊以上缺陷。
(2)氫含量
擠壓材中氫含量要求一般為≤0.16ml/100gAl,用于焊接的擠壓材中的氫含量應控制在更低范圍內。這是由于如果氫含量過高,焊接融化時氫固溶到液態中,但凝固時又重新析出為氫氣,形成應力集中的微小氣孔,成為潛在的裂紋源形成點。
(3)晶粒度和脆性相
擠壓材中晶粒度越大或表面存在一定厚度的粗晶層,將大大提升低熔點共晶相的富集程度,增大焊接液化裂紋的出現幾率,而且會降低焊接接頭的力學性能,這一點已經被相關試驗證實。對易出現粗晶的6061、6082和2系合金,在擠壓生產過程中必須盡量減小型材晶粒度。
此外,由Al和Fe、Mn、Cr等元素形成的脆性相在鑄造時容易在晶界形成,如果未經有效均勻化熱處理,這些脆性相仍會在晶界呈長條狀分布,而且在擠壓過程中也無法得到改善。脆性相不但增加擠壓難度,還會弱化擠壓材晶界。
(4)力學性能
擠壓材力學性能主要通過合金狀態體現,通常對抗拉強度、屈服強度、斷后伸長率有要求。對于不同規格和形狀的擠壓材,考慮到擠壓生產難度、運輸要求或后續加工要求,對這三個指標要求會有所不同。比如我公司某客戶采購的管材要求高斷后伸長率,以滿足大變形冷加工后再焊接的要求。
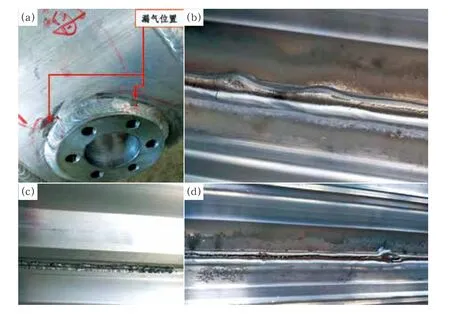
圖1 鋁擠壓材焊接時出現的典型焊接裂紋
結束語
鋁合金因其眾多獨特性,焊接難度本身大于鋼材焊接,鋁擠壓材焊接裂紋缺陷的形成更是涉及焊接工藝、焊絲質量、母材質量、焊接環境等多方面因素,任何一個環節出現問題都會導致裂紋的出現和產品的報廢。在全面深入了解焊接裂紋起因和防止措施前提下,焊接實施方必須要制定并實施合理的焊接工藝,挑選優質焊接填充材料;鋁擠壓材生產方必須嚴格控制影響焊接裂紋的各因素,保證擠壓材質量。而且雙方還要及時溝通工藝和材料用途變更,以免因控制措施更改不及時,造成不必要的經濟損失。中
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
