基于PLC控制的絲網印刷機的設計
2015-01-16 08:29:11山西中北大學機械與動力工程學院張懷義王福明
河北農機 2015年2期
1、山西中北大學機械與動力工程學院 張懷義 王福明
2、北京清大天達光電科技有限公司 范兆周 谷海雷
1 絲網印刷機的工作原理
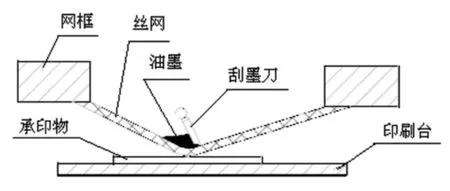
圖1 絲網印刷機工作原理
所謂的絲網印刷就是把帶有圖案或圖像的模版依附于絲網上,采用手工刻漆膜或者光化學制版的方法制作絲網印版進行印刷。
絲網印版、刮板、油墨、印刷臺以及承印物共同組成了絲網印刷的五大要素。絲網印刷機的工作原理如圖1所示:刮墨刀由傳動機構傳遞動力,讓其在運動中擠壓油墨和絲網印版,使絲網印版與承印物形成一條壓印線,由于絲網具有張力,會對刮墨刀產生回彈力,回彈力使絲網印版除壓印線外都不與承印物相接觸,油墨在擠壓力的作用下通過網孔漏印到承印物上。絲網在印刷過程中,一直處在變形和回彈之中。刮墨刀在完成單向印刷后與絲網印版一起脫離承印物,同時進行返程回墨,即完成一個印刷循環。
2 絲網印刷機的工藝分析
本文設計的絲網印刷機為觸摸屏生產線的配套設備,在與上游上片機和下游對位貼合機相接后,能夠完成觸摸屏生產中銀點的印刷。

圖2 工藝流程
絲網印刷機的工藝流程圖如圖2所示:玻璃通過上片機將其放置于UVW平臺上,并由平臺上的吸盤吸附后,經跑臺傳輸到指定位置,再通過Keyence視覺系統進行定位,再由印刷機構進行印刷,卸片后即完成一個工作循環。設備在運行過程中,只要能實現要求,可盡可能縮短每個動作實現的時間,從而提高效率。
3 系統硬件分析
本文設計的絲網印刷機采用三菱Q系列的PLC,因其具備配套齊全、功能完善、適用性強、可靠性高的特點,完全符合設備的要求[1]。根據設備的輸入、輸出點數以及需要留有10%的備用點,故選用了QX41和QX42兩個輸入模塊,一個QY42P輸出模塊。其中QX41的輸入點數是32點,QX42的輸入點數是64點,都是DC24V/4mA輸入,帶32點公共端。QY42P的輸出點數是64點,晶閘管輸出,帶32點公共端。此外,電源模塊選用Q61P-A2,輸入電壓范圍AC200~240V,輸出電壓DC5V,輸出電流6A[2]。
該系統采用高性能CPU,型號為Q02CPU,其控制方式為存儲程序的反復運算,輸入輸出控制方式為刷新方式,可承受的最大I/O點數為8192點,其自帶的RS-232接口通過編程電纜與觸摸屏相連,具備串行通信功能,所選用的QJ71C24-R2具有兩個RS-232接口通道,其中一個通道與測厚裝置相連,另一個通道與視覺系統相連。
由于絲網印刷機涉及到通過UVW平臺對觸摸屏的定位功能,所以還需選擇定位模塊,結合設備需要,選用了QD75P4、QD75P8和QD75D2三個定位模塊,其分別控制4個、7個和2個電機。該PLC的部分輸入點和輸出點的連線如圖3和圖4所示。

圖3 PLC部分輸入點連線圖

圖4 PLC部分輸出點連線圖
4 人機界面設計
圖5所示為絲網印刷機觸摸屏界面中的參數設置界面,其包括刮刀速度、回墨刀速度、刮刀架點動速度、印刷次數、玻璃厚度等參數。

圖5 參數設置界面
5 系統軟件設計
由運動過程分析可知,該系統是一個多工步的順序控制系統,通過模塊化程序結構實現控制,具有結構簡單、易于編程等優點。其包括初始化模塊、參數設置模塊、手動運行模塊、自動運行模塊、數值計算模塊、數據通信模塊和監視控制模塊[3]。因篇幅有限,此處并未給出梯形圖程序。自動運行程序流程圖如圖6所示。
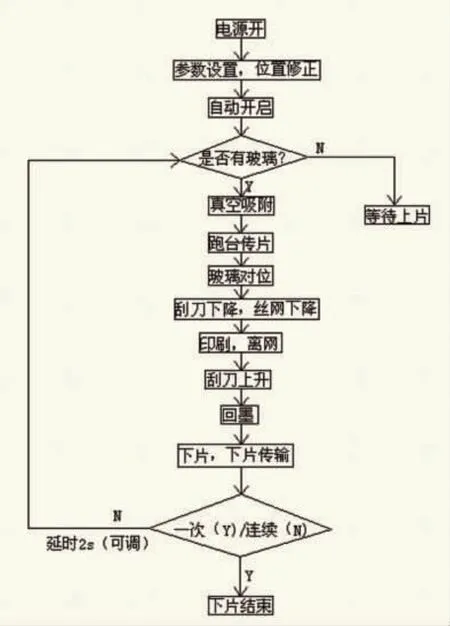
圖6 自動程序流程圖
6 結束語
本文采用三菱Q系列的PLC、伺服驅動器、變頻器和觸摸屏設計了絲網印刷機的控制系統,有力地提高了絲網印刷機的工作可靠性和安全性。其刮墨刀和回墨刀速度均可調,刮刀架點動速度可調,滿足了觸摸屏生產的絲印工藝要求,再通過人機界面的設置,使得實際操作更加直觀簡單,同時實現了絲網印刷機的在線檢測和控制,方便了系統的檢修和維護。該設備自投入生產以來,運行穩定,動作安全可靠[4]。
[1]熊新民.自動控制原理與系統[M].北京:電子工業出版社,2003.
[2]滿永奎.三菱Q系列PLC原理與應用設計[M].北京:機械工業出版社,2010.
[3]廖常初.PLC編程及應用[M].北京:機械工業出版社,2005.
[4]秦琴.基于PLC控制的玻璃清洗機的設計[J].機械工程與自動化,2009(4):169-170.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00