數(shù)控減振鏜桿設(shè)計與分析
2015-01-15 03:07:48蘆曉榮
現(xiàn)代機械 2015年1期
蘆曉榮
(張家港工貿(mào)職業(yè)高級中學,江蘇 張家港 215600)
0 引言
當代,金屬切削加工方法依然是機械制造行業(yè)的主導方法。切削加工技術(shù)非常廣泛地應用于各個行業(yè)、領(lǐng)域,并且對加工的要求越來越嚴格,特別是對零部件的加工精度的要求也越來越高。在許多情況下,為了滿足加工的要求,對刀具的各方面性能也提出了非常高的要求。切削過程中振動所產(chǎn)生的影響以及整個結(jié)構(gòu)的剛度,很大程度上決定了整個切削系統(tǒng)的穩(wěn)定性以及工件的加工精度,振動不僅僅會降低切削系統(tǒng)的加工效率,同時還會影響工件的表面質(zhì)量,影響到工件的加工精度。
在進行孔鏜削加工時,刀桿伸出過長,很容易發(fā)生振動同時伴隨著尖銳的噪音,無論是對加工者還是加工的零件都造成了很大的影響。刀具是任何數(shù)控類加工和切削類加工的重要組成部分,刀具的好壞直接影響了機床性能的發(fā)揮。而實際上想要最大限度的使用好機床,合理的發(fā)揮機床的各相關(guān)性能,加工系統(tǒng)的剛度是關(guān)鍵。而要使得系統(tǒng)有好的剛度,就必須要有有效的措施,使用減振刀桿不乏是一個比較好的方法。
1 振動影響
機械振動危害很大,無論是機械還是結(jié)構(gòu),其最終破壞或者失效都是由其直接引起的。在大多數(shù)的機械、工程結(jié)構(gòu)及儀表中都普遍存在。當然其對機械加工的影響也是非常普遍的。特別是對生產(chǎn)率和工件表面質(zhì)量的影響,它是一種普遍存在而又極其有害的物理現(xiàn)象。我們從以下幾種加工中出現(xiàn)的振動來分析其危害:1)振動產(chǎn)生后,導致刀具的加工質(zhì)量下降,直接影響到工件的表面光潔度,具體表現(xiàn)為工件表面有比較明顯的振紋;2)刀具受到額外的沖擊力作用,切削力不穩(wěn),刀具很快磨損甚至于直接崩刀,導致刀具無法使用;3)機床的主要工作部件因振動而松動或脫落,整個加工系統(tǒng)的剛度、精度下降,嚴重的時候?qū)o法使用機床,危險的甚至會危及操作者;4)由于振動,刀具在加工的過程中會發(fā)出尖銳的噪音,對操作者造成傷害。而很多時候為了減少振動提高加工質(zhì)量,操作者只好改變切削參數(shù),降低切削深度、切削速度或是進給量,這樣生產(chǎn)效率就降低了。因此,研究分析機械加工中振動產(chǎn)生的原因,并采取有效的措施來控制振動是非常有必要的。
2 減振鏜桿設(shè)計
2.1 鏜桿結(jié)構(gòu)
這里我們將選用設(shè)計的桿體基本參數(shù)是:長度為160 mm,直徑為20 mm,45#鋼的彈性模量為206 GPa,泊松比0.3,密度7 800 kg/m3。裝夾部分表面全約束,限制刀桿軸向運動。將減振器設(shè)置在刀桿的端部,由于減振塊放置在刀桿的內(nèi)部,受到刀桿內(nèi)部空腔尺寸的限制,故減振塊通常都選用質(zhì)量(密度)比較大的材料。減振鏜桿的基本結(jié)構(gòu)如圖1所示。
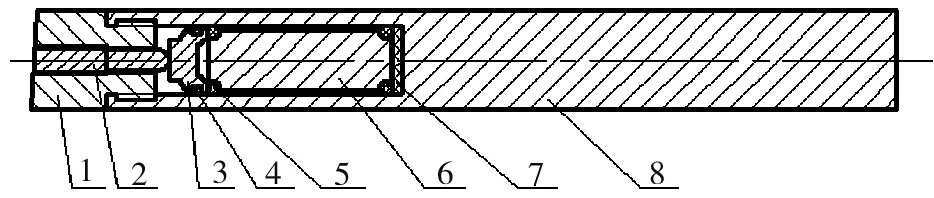
圖1 減振鏜桿的基本結(jié)構(gòu)
在圖1所示的減振鏜桿中,減振塊由兩個橡膠圈支撐,并在減振塊與空腔之間間隙中注入阻尼液。在刀桿端部設(shè)置一調(diào)整塊,可以通過刀頭的調(diào)節(jié)螺釘來進行細微的調(diào)整。一旦系統(tǒng)發(fā)生振動,減振裝置就會起到作用,刀桿的振動能量會被吸收或消耗,從而致使刀桿振動達到最小,來改善刀具的切削性能。這種結(jié)構(gòu)的鏜桿抗振能力更強,加工范圍廣。
2.2 鏜桿材料
刀具切削部分在很高的切削溫度下工作,連續(xù)經(jīng)受強烈的摩擦,并承受很大的切削力和沖擊,所以刀具的切削部分的材料必須具備下列基本性能:1)硬度,刀具切削部分材料的硬度必須高于被加工材料的硬度。常溫下,刀具硬度應在HRC60以上。2)耐磨性,刀具材料在切削過程中承受劇烈的摩擦,因此必須具有較好的耐磨性。這一性能一方面取決于它的硬度,另一方面取決于它的化學成分和顯微組織。3)強度和韌性,切削時刀具要能承受切削力與沖擊力。一般用抗彎強度和沖擊韌度值來反映材料強度和韌性的高低。4)耐熱性,刀具磨損的主要原因是熱效應,因此,耐熱性是衡量刀具材料切削性能的重要指標,它是指在高溫下保持材料硬度的性能,可用高溫硬度表示,也可用紅硬性(維持刀具材料切削性能的最高溫度限度)表示。耐熱性越好,材料允許的切削速度越高。5)工藝性,為了便于刀具的制造和推廣使用,要求刀具材料還應盡可能具有良好的工藝性與經(jīng)濟性。
鏜桿的材料多種多樣,國內(nèi)一般的刀桿材料有45#鋼,40Cr,40Cr調(diào)質(zhì),硬質(zhì)合金等幾種材料。由于45#為中碳鋼,調(diào)質(zhì)后硬度適中,綜合機械性能最好,因此本文選取45#作為刀桿的材料。
2.3 彈性元件的選擇
彈性元件的選擇在減振裝置中也是很重要的。當減振裝置發(fā)生作用時,彈性元件可以通過自身的細微變形從而起到緩沖振動和傳遞作用力的作用。綜合考慮本文減振鏜桿的結(jié)構(gòu)特點,選擇橡膠彈簧作為減振鏜桿的彈性元件。
2.4 減振質(zhì)量塊的設(shè)計
減振系統(tǒng)中起決定性作用的主要還是減振質(zhì)量塊材料,此處減振質(zhì)量塊的材料選擇密度為17×103kg/m3的合金。減振質(zhì)量塊體積的選取受到內(nèi)孔的限制,在設(shè)計中選用長為37 mm、直徑為12 mm的圓柱體。
3 減振鏜桿仿真分析
聯(lián)合ADAMS與ANSYS軟件對減振鏜桿的減振性能進行動力學仿真分析,對比普通鏜桿及減振鏜桿的性能,分析減振鏜桿的減振效果。
3.1 頻響特性分析

表1 減振鏜桿的頻響結(jié)果
從圖2仿真結(jié)果和表1來看,無減振器的普通鏜桿有一個峰值,由于鏜桿本身阻尼很小,所以峰值很大。有減振器鏜桿有兩個峰值,但最大峰值大大降低,這表明減振器的減振性能比較優(yōu)良。有減振器的鏜桿明顯比無減振器的普通鏜桿減振效果好。

圖2 兩種減振鏜桿的頻響曲線對比
3.2 時域特性分析
從圖3、4兩種鏜桿的時域特性和表2分析結(jié)果來看,雖然在初始時刻,兩種鏜桿的位移相同,但是隨著時間的增加,有減振器的鏜桿的幅值衰減速度明顯大于無減振器鏜桿,由于無減振鏜桿本身沒有阻尼(金屬本身阻尼很小,可忽略,),這樣在整個振動過程中沒有能量損失,因而鏜桿一直等幅振動,由于動力減振鏜桿的阻尼液具有很大的阻尼系數(shù),消耗很大的振動能量,因而有減振器鏜桿的振幅快速衰減。
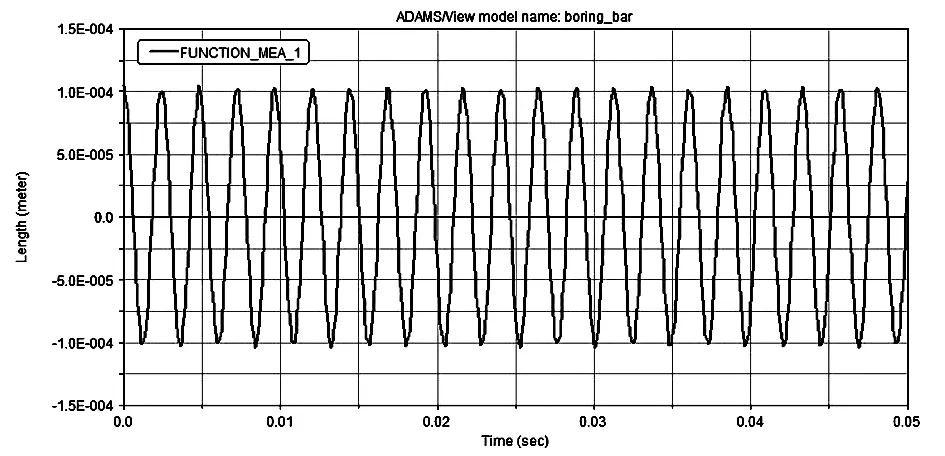
圖3 無減振器鏜桿的時域特性
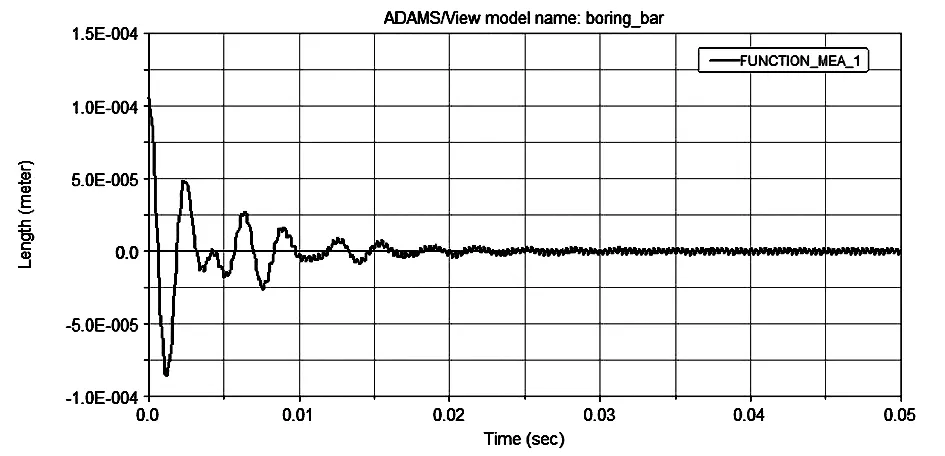
圖4 有減振器鏜桿的時域特性

表2 兩種鏜桿的時域分析結(jié)果
3.3 ANSYS環(huán)境下鏜桿的靜力分析
從圖5、6仿真結(jié)果來看,無減振器鏜桿的最大變形量為0.024 59 mm,有減振器鏜桿的最大變形量為0.020 94 mm,由于在整個頻域內(nèi),動力減振器會給鏜桿施加一個反向的慣性力,因而有減振器鏜桿的總變形要小,但是鏜桿的靜變形主要取決于鏜桿的靜剛度。所以鏜桿的靜變形相差不大。
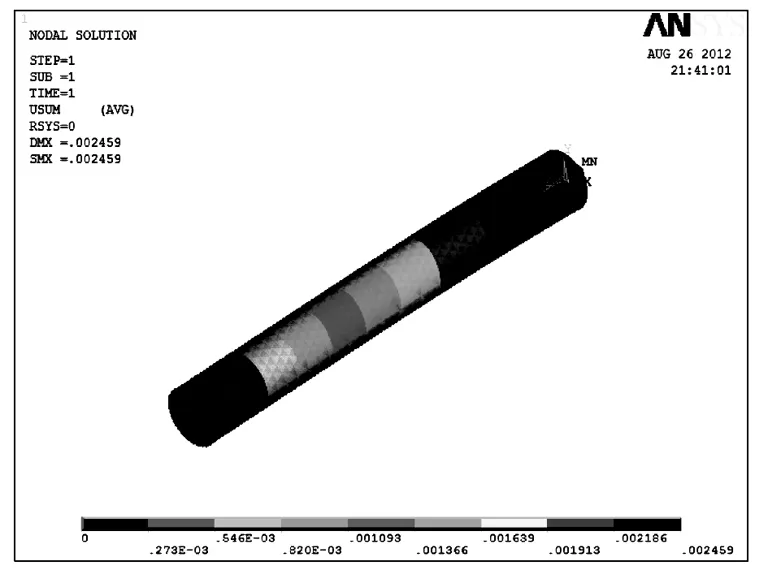
圖5 無減振器鏜桿的靜力分析

圖6 有減振器鏜桿的靜力分析
4 鏜桿切削加工質(zhì)量對比
對刀桿加工質(zhì)量影響比較大的切削力是徑向力和切向力。而在加工參數(shù)(切削速度、切削深度、進給量等)中,對切削力影響比較大的是切削深度和進給量。以下是不同的切削參數(shù)下工件表面質(zhì)量圖比對,如圖7~圖18所示。
加工條件:刀桿直徑為20 mm,懸伸長度為160 mm,加工材料為45#。
加工參數(shù):轉(zhuǎn)速1 500 rpm,孔徑φ 30 mm。
加工參數(shù)1:進給速度0.1 mm/r
切削深度分別是0.2 mm、1 mm、2 mm,工件表面質(zhì)量如圖7~圖12所示。

圖7 普通刀桿ap=0.2 mm

圖8 普通刀桿ap=1 mm

圖9 普通刀桿ap=2 mm
圖10 減振刀桿ap=0.2 mm
圖11 減振刀桿ap=1 mm
圖12 減振刀桿ap=2 mm
加工參數(shù)2:切削深度1 mm
進給速度分別是 0.1 mm/r、0.2 mm/r、0.3 mm/r,工件表面質(zhì)量如圖13~圖18所示。
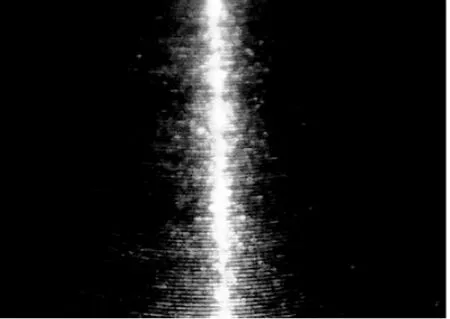
圖13 普通刀桿f=0.1 mm/r
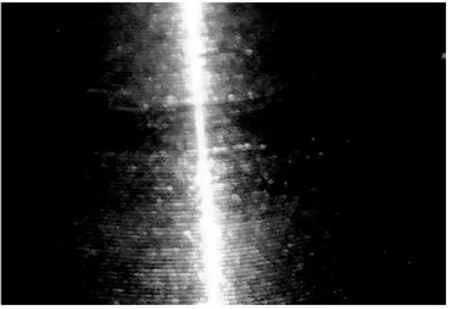
圖14 普通刀桿f=0.2 mm/r

圖15 普通刀桿f=0.3 mm/r
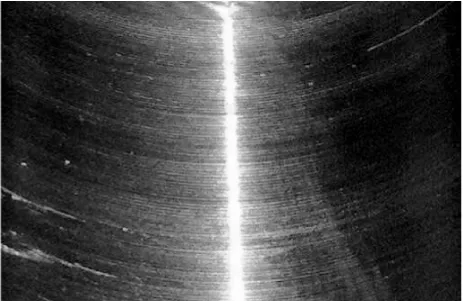
圖16 減振刀桿f=0.1 mm/r
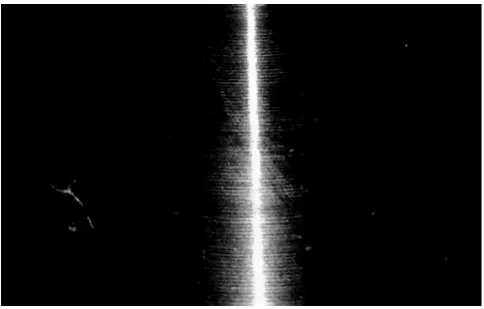
圖17 減振刀桿f=0.2 mm/r

圖18 減振刀桿f=0.3 mm/r
說明:
由圖可以發(fā)現(xiàn),在切削速度不變的情況下,改變切削系統(tǒng)的切削深度,普通刀桿加工的工件的表面質(zhì)量與減振刀桿加工的工件表面質(zhì)量有一定的差距,無論是加工紋路的細膩與光潔度都是減振鏜桿要好些。在切削速度不變的情況下,改變切削系統(tǒng)的進給量,又會發(fā)現(xiàn),在切削深度一樣的情況下,減振鏜桿的加工質(zhì)量要比普通鏜桿來的好。由以上加工試驗可知,本文所設(shè)計的減振鏜桿是起到了一定的減振作用,有一定的實用意義。
5 結(jié)論
本文在前人研究的基礎(chǔ)上,通過振動影響的分析,對減振鏜桿進行了初步的設(shè)計,通過軟件進行仿真分析并進行了實踐加工質(zhì)量的對比分析。在數(shù)控加工中,特別是鏜孔加工中,使用減振鏜桿的加工效率要高于普通鏜桿,并且孔加工的質(zhì)量也有所提高。
掌握鏜刀的工作特點,充分了解振動對鏜刀加工的影響,并采取合理及有效的措施來減小加工過程中的振動是非常必要的,這樣就可以大大提高鏜刀的工作效率,提高孔的表面質(zhì)量,為實際生產(chǎn)提供方便。
[1] 王先上.車床振動的自動控制.北京:機械工程學報,1986:38-47
[2] 張杰斌,張涌.減振原理在鏜桿上的應用.北京:機械工業(yè)出版社,2004.11
[3] 郭長城.應用減振器控制振動的兩個實例.北京:機械工業(yè)出版社,2005.10
[4] 王民,等.切削系統(tǒng)可變剛度結(jié)構(gòu)及其顫振控制方法的研究.北京:機械工程學報,2002
[5] 王世龍,王麗娜.提高鏜桿剛度的一種措施.吉林:吉林工學院學報,1999:62-64
[6] 陳曉霞.ANSYS7.0高級分析.北京:機械工業(yè)出版社,2004
[7] 高耀東,劉學杰.ANSYS機械工程應用精華50例(第3版).北京:電子工業(yè)出版社,2011:10-15
[8] 欒錫富.ADAMS柔性體建模方法的研究.佳木斯大學學報,2007.5:370-371
[9] 張永德,汪洋濤,王沫楠,姜金剛.基于ANSYS與ADAMS的柔性體聯(lián)合仿真.系統(tǒng)仿真學報,2008,9:4501-4504
[10] 候紅玲,趙永強,魏偉鋒.基于ADAMS和ANSYS的動力學仿真分析.現(xiàn)代機械,2005:62-63
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(shù)(2022年8期)2022-06-05 07:36:28
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
電子制作(2018年18期)2018-11-14 01:48:24
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
計算物理(2014年2期)2014-03-11 17:01:44