鋼材切割的最佳選材與優化排樣的研究
2015-01-15 03:07:46周茂軍馬沁怡孫傳佳
現代機械 2015年1期
韓 丹,周茂軍,馬沁怡,孫傳佳
(1.大連工業大學機械工程與自動化學院,遼寧 大連 116034;2.華錄智達科技有限公司,遼寧 大連 116023)
0 引言
隨著社會生產力的不斷提高,生產規模不斷擴大,原材料的消耗量也越來越大,而鋼材價格大幅上漲,已經導致企業生產成本大幅上升,利潤下降,一些企業甚至出現虧損。現在企業當務之急是在鋼材切割下料生產環節有效提高鋼材利用率,節省鋼材,降低產品的生產成本。本文闡述的鋼結構產品排樣系統構建了一個排樣效率高、計算速度快和排樣效果好的一種算法,可以提高鋼材的利用率,減少余料以及廢料的數量,大大提高了企業的競爭力。
1 最佳選材的分析及實現
1.1 最佳選材的分析
現階段的模具行業主要以中小企業為主,采用的是人工下料,即在設計完成后工人以個人的經驗挑選板材的形狀、大小及數量進行切割,非常耗費時間,而且由于人工挑選難以考慮周到,這就導致在選料時可能會選擇不是最適合產品尺寸的板材從而產生大量的廢料。另一方面,生產過程中每一次使用的板材都可能會出現邊角料、殘余料,缺乏有效的管理會導致原本可以在殘余料中下料的零件被安排到整板中下料,容易導致預料得不到合理的使用,最終被作為廢料處理掉,出現“大材小用”、“小材不用”的局面,造成材料浪費[1]。
針對上述所存在的問題,該系統開發了最佳匹配尺寸模塊,此模塊的主要目的是快速的找出最符合產品尺寸的板材并對下料建立長期規劃、嚴格控制下料板材使用,使得殘余料得到有效利用,避免產生不必要的廢料。該模塊包括以下幾部分:1)建立常用零件的信息庫,對經常使用的零件進行分類儲存。通過直接調用或者修改數據庫中零件的形狀可快速得到不同尺寸的下料件,大大提高了排樣前輸入零件的效率。
2)建立所儲存板材的信息庫,按照規格(厚、寬、長)的不同對板材進行統籌管理,當需要選取板材時,會依次按照產品的厚、寬、長進行排選,能快速選出最符合產品的板材。
3)建立殘余料信息庫,記錄板材切割后的剩余料,供下次下料優先選用。系統可提供殘余料信息供選用殘余料或報廢殘余料時參考,使殘余料得到充分利用。
1.2 最佳選材的實現
工人只需將所需的材料、工件數量以及尺寸輸入到相應的文本框中,系統會快速的根據工人輸入的數據在數據庫中找出庫存中所有符合條件的板材,并根據厚、寬、長的尺寸從小到大依次排列,選擇最佳尺寸板材后工人只需輸入刀序與刀數,系統會生成模擬切割頁面,為工人分析生成的工件與剩余的母料。圖1為輸入相應的刀序與刀數后生成的模擬切割頁面。

圖1 模擬切割頁面
實現代碼如下:

2 鋼材的優化排樣
2.1 問題描述
矩形優化排樣問題是指在矩形的板材上,要排放多種不同尺寸的矩形件,如何使這些矩形件既不相互重疊,又不超出板材邊界的條件下,使得材料的利用率達到最高。從數學計算復雜性理論看,優化排樣問題屬于具有較高計算復雜性的NP完全問題,至今還無法找到較好的解決辦法[2]。
2.2 數學模型
假設所要用的板材長為L、寬為W(L>W),并且板材的數量足夠排下所有要排的矩形件。所有要排的矩形件共有K種,第i種矩形件的數量為n1,長度為li,寬度為wi(1≤i≤k)。那么所有需要排樣的矩形件總數為:

優化排樣的目的是讓排樣使用的板材數量達到最少,來提高板材的利用率。排樣的約束條件為排樣的矩形件之間不能有重疊區域,并且矩形件不能有排出在板材之外的情況,滿足“一刀切”的工藝要求[4]。排樣的每一個矩形件可以橫向排放或者豎向排放,以從板材的最左下角開始排至板材的右上角結束為排樣方式。板材的最左下角坐標為(0,0)。一塊矩形件的位置可以由這個矩形件的左下角和右上角的坐標而定,設(x1i,y1i),(x2i,y2i)為第 i塊矩形件的左下角與右上角的坐標,那么排樣的過程就是一定的尋優規則,來確定每一個矩形件在板材左上角(x1i,y1i)和右下角(x2i,y2i)的坐標。矩形件的排樣有橫向和豎向兩種排樣方式,所以矩形件的倆個坐標之間存在如下兩種關系:
x2i=x1i+li、y2i=y1i-wi
或者 x2i=x1i+wi、y2i=y1i-li
i=1,...n,
第一個為橫向排樣,第二個為豎向排樣,如圖2。
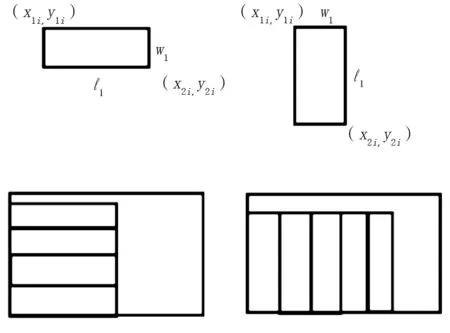
圖2 排樣方案
2.3 矩形件優化排樣的實現
利用投影的算法將三維圖中矩形件的八個定位點坐標轉換成在二維平面中的坐標,假設圖像繞X軸旋轉一個角度(angelx),再繞Z軸旋轉一個角度(angelz),計算出旋轉后X軸和Z軸本身的投影坐標以及Y軸在X軸和Z軸上的投影坐標[5],實現投影算法代碼如下:

系統是基于二維平面的同尺寸矩形件優化排樣算法,所以將三維實體鋼材、毛坯的三個方向尺寸利用排列組合原理進行分組進行切割比較,再取其中最優排樣方案,假設鋼材的寬為X、長為Y,毛坯的寬為W、長為L,進行組合切割,具體步驟及算法代碼如下:
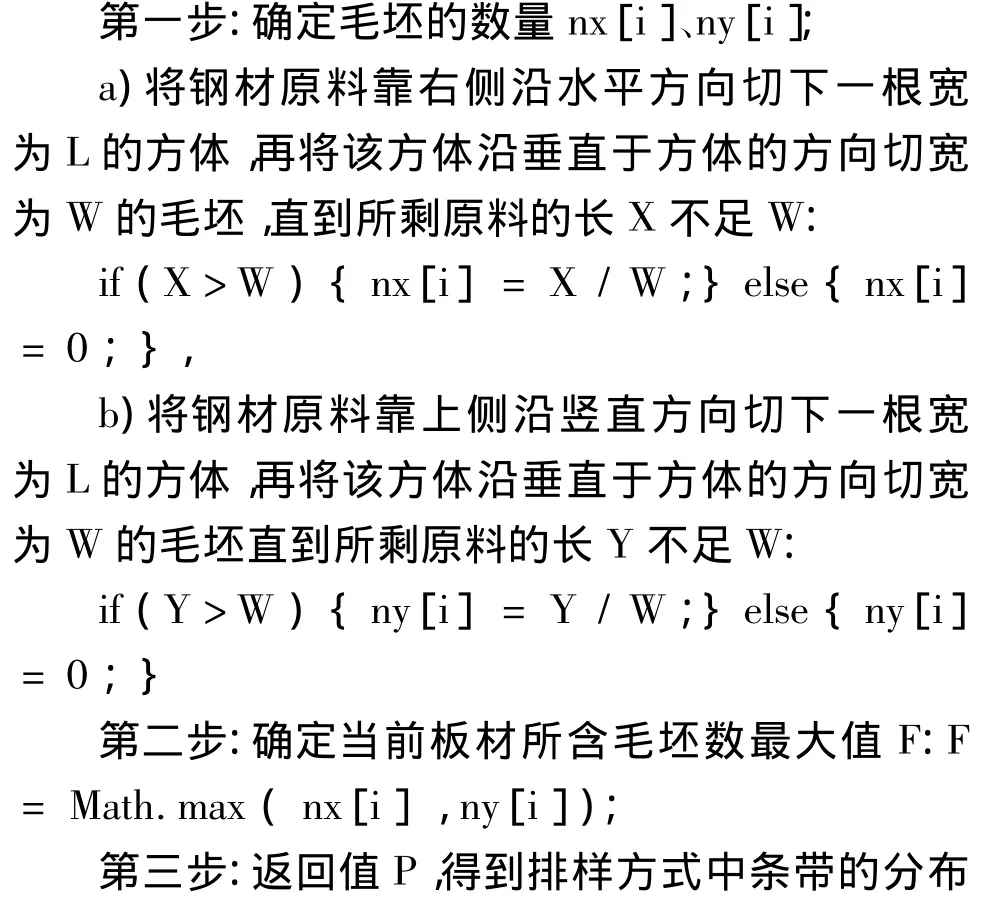
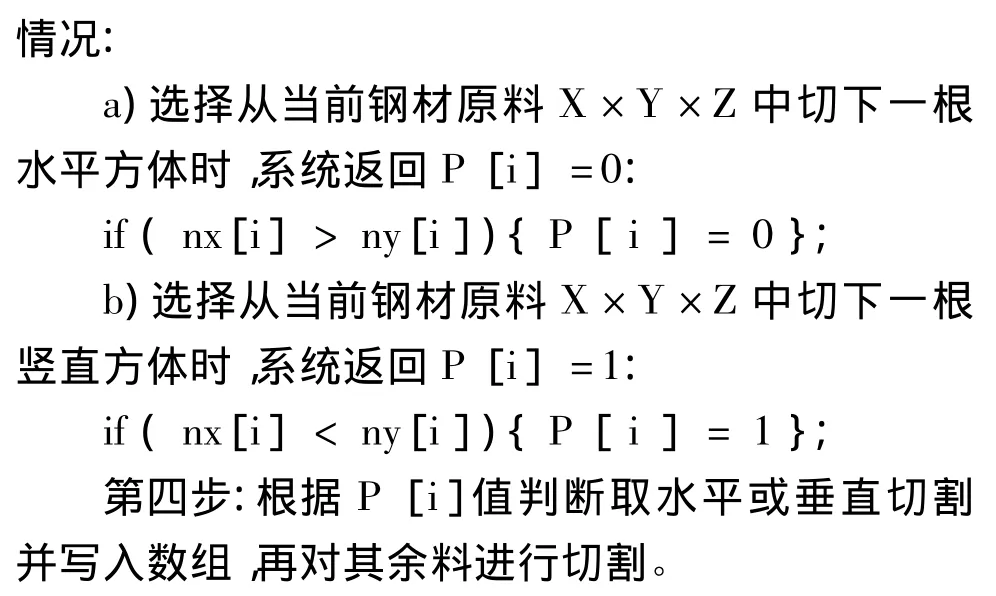
根據以上步驟對剩余原料循環切割將nx[i]與ny[i]比較會得到矩形件的最優排樣方式,根據返回來的P[i]繪制最優排樣圖。
3 結論
本系統是針對鋼材企業在實際生產中存在的問題而開發的,實現了快速找出最符合產品尺寸的板材,避免了“大材小用”、“小材不用”的局面,通過對余料的回庫再管理,使得殘余料得到有效利用,避免產生不必要的廢料。另一方面,通過投影法將鋼材的三維坐標轉化為二維坐標,利用同尺寸矩形動態排樣算法實現了智能優化排樣,保證了鋼材的最大利用率。
[1] 張圣,李繼.智能算法的板材下料優化排樣系統研究[J].機械與電子,2010(4):10-13
[2] 張立池,李健.優化排樣問題研究及其發展[J].制造業自動化,2010(5):95-97
[3] 趙曉東,米小珍.矩形件優化排樣算法的研究與實現[D].大連:大連交通大學,2008:1-64
[4] 陳仕軍,曹炬.一種“一刀切”式矩形件優化排樣混合算法[J].鍛壓技術,2009,34(4):143-147
[5] 周茂軍,曹幼紅,趙秀君,程雄.模具鋼材模擬切割系統的開發與實現[J].大連工業大學學報,2011,30(3):206-209
[6] 閻春平,宋天峰,劉飛.面向可加工性的復雜約束狀態下一維優化下料[J].計算機集成制造系統,2010,01:195-201
[7] 葛菲菲.基于多目標優化和多屬性決策的一維下料問題研究[D].合肥工業大學,2012
[8] 劉玉娟.數控裁板鋸的下料與鋸切過程可視化系統的研究[D].東北林業大學,2012
[9] 汪科.支持復雜應用狀態的一維優化下料系統研究及其應用[D].重慶大學,2012
[10] 覃斌.支持多任務集成下料的優化下料技術研究及應用[D].重慶大學,2012
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34