貫流風(fēng)葉超聲波焊接機的自動化*
2015-01-15 03:07:46陳源,丁斌
現(xiàn)代機械 2015年1期
陳 源,丁 斌
(1.華中科技大學(xué) 制造裝備工程中心,湖北 武漢 430074;2.廣東順威精密塑料股份有限公司,廣東 佛山 528305)
0 引言
隨著工業(yè)自動化的快速發(fā)展,早在20世紀(jì)末,焊接行業(yè)的自動化程度就很高了[1-3]。但超聲波塑料焊接,特別是在接口比較復(fù)雜的時候,其自動化的實現(xiàn)存在很大困難[4]。超聲波塑料焊接是將超聲波通過焊頭傳導(dǎo)至塑料焊接件上,使塑料焊接面因受超聲波作用而產(chǎn)生劇烈磨擦,磨擦熱使塑料接合面熔化而完成膠合。該技術(shù)具有焊接速度快,焊接強度高,密封性好,成本低廉,清潔無污染且不會損傷工件等優(yōu)點[5]。目前廣泛使用的超聲波塑料焊接機大部分都是半自動的,強烈地依賴操作人員,而操作人員不得不忍受焊接時的刺激噪聲。實現(xiàn)全自動的超聲波塑料焊接是提高生產(chǎn)效率,改善工人工作環(huán)境的關(guān)鍵手段。
本文針對貫流風(fēng)葉這種產(chǎn)品,全面介紹了使用全自動超聲波焊接機對其進行焊接的工序,分析了各個工序存在的難點以及相應(yīng)的解決方案,提供了一種可行的貫流風(fēng)葉超聲波焊接自動化解決方案。
1 焊接機焊接的產(chǎn)品
本文以一款九節(jié)的貫流風(fēng)葉產(chǎn)品為例來介紹全自動超聲波焊接機的焊接過程。這款九節(jié)的貫流風(fēng)葉產(chǎn)品由九節(jié)中節(jié)風(fēng)葉組成,每節(jié)中節(jié)風(fēng)葉包含35片葉片,另外包含兩端的端蓋,共由11個部件焊接十次而成。其中九節(jié)中節(jié)風(fēng)葉均相同,故整個風(fēng)葉產(chǎn)品由三種不同零件組成。
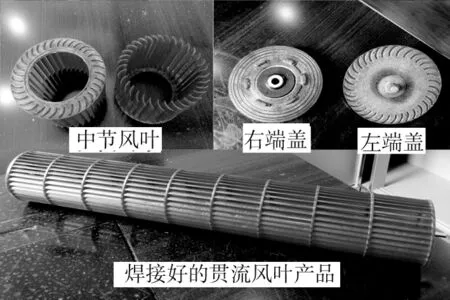
圖1 貫流風(fēng)葉產(chǎn)品及其零件
在焊接接面上,除了右端蓋與其左側(cè)的風(fēng)葉節(jié)之間為圓環(huán)面焊接,其它九處焊接均為沿圓形分布的35道弧形焊接口,如圖1所示。所以,整個風(fēng)葉焊接下來,對焊接過程中的位置精度、焊接力大小控制、焊接強度等都有較高的要求[6-8]。
2 全自動超聲波焊接的過程
全自動超聲波焊接機主要由一臺超聲波焊接機、上料機械手、四條料道及料道末端的定位系統(tǒng)構(gòu)成,如圖2所示。
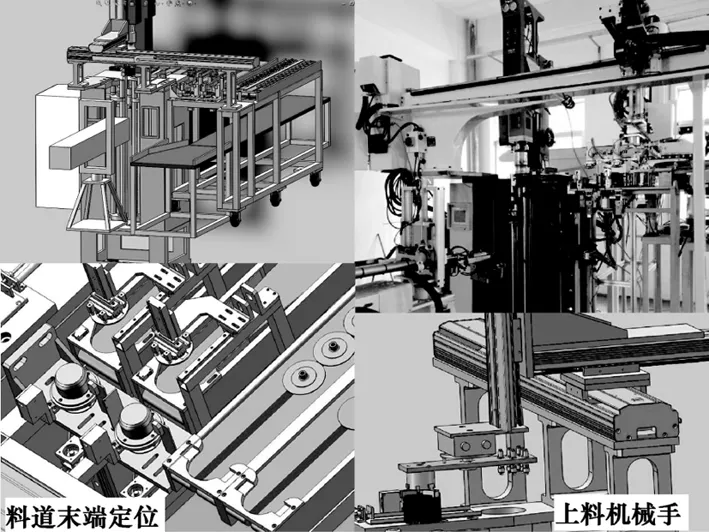
圖2 自動焊接機結(jié)構(gòu)示意圖
2.1 零件的自動上料
焊接機的上料部分由四條料道組成,其中兩條分別負(fù)責(zé)左右端蓋的上料,另外兩條則負(fù)責(zé)中節(jié)風(fēng)葉的上料。之所以要兩條料道負(fù)責(zé)中節(jié)風(fēng)葉的上料,原因是中節(jié)風(fēng)葉料道末端有徑向及周向的精確定位,這個定位需要一定時間,而貫流風(fēng)葉產(chǎn)品主要焊接零件為中節(jié)風(fēng)葉。為了保證中節(jié)風(fēng)葉的上料節(jié)奏能夠跟得上焊接節(jié)奏,所以提供了兩個料道進行中節(jié)風(fēng)葉的上料。
四個料道的上料方式均采用皮帶輪的形式,且每個料道最后都布置有一個零件的定位裝置。在需要進行焊接的三種零件中,中節(jié)風(fēng)葉和左端蓋是需要進行35道葉片焊接,故需要周向的角度定位,而右端蓋只需要進行軸心的定位。中節(jié)風(fēng)葉和左端蓋均通過在周向某個確定角度預(yù)設(shè)缺口來實現(xiàn)周向定位。
在料道上,左右端蓋均采用U型開口的定位板進行軸心的定位,隨著皮帶輪的輸送,當(dāng)端蓋會最終停在定位板預(yù)先設(shè)置的卡口位置,保證其軸心定位。然后,左端蓋會被帶有六個真空吸盤的三軸機械手吸附,并輸送到由四個內(nèi)活動桿構(gòu)成的豎直焊接道上。焊接道中的放左端蓋的工作臺具備旋轉(zhuǎn)自由度,加上配套的傳感器,就可以實現(xiàn)左端蓋的周向角度定位。
中節(jié)風(fēng)葉的定位則是通過與其配型的定位座來實現(xiàn)。在兩個中節(jié)風(fēng)葉輸送帶的末端,均布置有兩軸機械手。這個機械手將輸送帶終端的中節(jié)風(fēng)葉夾持到與其配套的中節(jié)定位座上。當(dāng)中節(jié)風(fēng)葉放置在中節(jié)定位座上時,其軸心位置就確定了。然后,通過定位座的旋轉(zhuǎn)以及布置在其外圍的傳感器,就可以將中節(jié)風(fēng)葉旋轉(zhuǎn)到確定的周向位置,實現(xiàn)其周向角度定位。
2.2 零件的焊接進料
零件的自動上料實現(xiàn)了大量零件有序的以確定的姿態(tài)布置到要求的位置上。而零件的焊接進料則是將所需的零件按焊接順序依次輸送到焊接位置上,是保證自動化焊接正常進行的重要工序。
首先,上料機械手的前端切換為真空吸盤,吸附傳送帶料道上已經(jīng)做好軸心定位的左端蓋,并將其放置在焊接道中的焊接座上,焊接座旋轉(zhuǎn),通過配套的傳感器對左端蓋的周向角度進行定位,將其旋轉(zhuǎn)到預(yù)設(shè)的角度。
而后,上料機械手的前端切換為夾持氣爪,夾持已經(jīng)在中節(jié)定位座上已經(jīng)做好軸心及周向角度定位的中節(jié)風(fēng)葉,將其放置在焊接道中。由于中節(jié)風(fēng)葉與左端蓋的位置已經(jīng)對應(yīng)好,通過焊接頭下壓中節(jié)風(fēng)葉即可將中節(jié)風(fēng)葉上的35片葉片的焊接端嵌入到左端蓋上對應(yīng)的35個焊槽中。當(dāng)中節(jié)風(fēng)葉和端蓋的焊接面達(dá)到結(jié)合壓力后,超聲波焊接部分即開始工作,通過換能器將電能轉(zhuǎn)換為超聲波頻段的振動,并傳遞到塑料焊接面上,形成局部高溫后融合在一起,實現(xiàn)焊接[9]。
上料機械手的夾持氣爪在兩個中節(jié)風(fēng)葉料道上輪流夾持已經(jīng)定位好的中節(jié)風(fēng)葉,直到完成九節(jié)中節(jié)風(fēng)葉的焊接。此后,上料機械手前端切換為真空吸盤,吸附傳送帶料道上做好軸心定位的右端蓋,將其放置在最上端的中節(jié)風(fēng)葉上。焊接頭完成右端蓋的焊接后,整個貫流風(fēng)葉產(chǎn)品的焊接就完成了。
最后,由四條不銹鋼桿形成的焊接道張開,下料機械手夾持已經(jīng)焊接好的貫流風(fēng)葉裝箱。同時,下一件貫流風(fēng)葉的焊接也開始進行。
3 實現(xiàn)全自動過程中的難點及解決方案
3.1 三種不同零件的自動上料
要實現(xiàn)自動化的大批量焊接作業(yè),首先就要保證大量零件的自動上料。這一步,要實現(xiàn)初始批量包裝的產(chǎn)品能夠按照既定的順利到達(dá)焊接道。
對于左右端蓋,由于其結(jié)構(gòu)呈片狀,且有上下面之分,故采用先用振動盤分好上下面后用皮帶送到既定位置的方式。中節(jié)風(fēng)葉的的上料則采用兩級皮帶的形式,第一級大皮帶有多行多列,可以直接將裝箱的中節(jié)風(fēng)葉一層層放置其上,第二級皮帶則為單列式,保證中節(jié)風(fēng)葉單件有序的到達(dá)料道末端。
在三種零件到達(dá)料道末端后,依據(jù)其可夾持面的不同特征,左右端蓋采用真空吸附上料,中節(jié)風(fēng)葉則采用夾持氣爪上料。而真空吸盤和夾持氣爪則集成在了上料機械手末端,并能實現(xiàn)隨時切換。
3.2 復(fù)雜焊接口之間的對接
每個中節(jié)風(fēng)葉上有35片葉片,同時在與葉片的對應(yīng)側(cè)上有35個深度約1 mm的弧形焊接槽,而焊接時要將葉片的焊接端插入到相應(yīng)的焊接槽里。由于葉片分布并不規(guī)整,要保證35片葉片全部準(zhǔn)確插入焊接槽,必須保證兩個焊接件的軸心位置和周向角度均對應(yīng)。這個工作現(xiàn)在一般都是由人工完成,實現(xiàn)其自動化是貫流風(fēng)葉從半自動焊接到全自動焊接的一個重大難點。
為了保證零件的軸心定位,就要保證左右端蓋及中節(jié)風(fēng)葉的外圓面的精度。這個通過對模具的控制來實現(xiàn)。而零件的周向角度定位,首先在零件的外圓面上預(yù)留一個1 mm×1 mm×1 mm的立方缺口,在對零件實現(xiàn)圓周上的角度定位時,通過激光傳感器來辨別這個缺口,從而保證零件的周向角度在預(yù)設(shè)位置上。
4 結(jié)論
通過本文對全自動超聲波焊接機焊接九節(jié)貫流風(fēng)葉的全過程描述,可以得出以下結(jié)論。
1)空調(diào)貫流風(fēng)葉的超聲波焊接是可以實現(xiàn)完全自動化的。同時,現(xiàn)在普遍使用的半自動人工上下料式超聲波焊接機均可以通過加入類似的自動化部件來實現(xiàn)從上料、焊接一直到下料的自動化,可以極大的改善工人的工作環(huán)境,減弱超聲波噪音對人耳的損害。
2)通過更改控制程序,本文描述的全自動超聲波焊接機還可以適應(yīng)其它不同規(guī)格的貫流風(fēng)葉的焊接工作,利于產(chǎn)品的更新?lián)Q代。
[1] 王彬.中國焊接生產(chǎn)機械化自動化技術(shù)發(fā)展回顧與展望[J].電焊機,2000(02)
[2] 佟欣.中國焊接自動化技術(shù)現(xiàn)狀與展望[J].現(xiàn)代制造,2002(18)
[3] 焊接自動化[J].現(xiàn)代制造,2004(11)
[4] 王彬.我國焊接自動化技術(shù)的現(xiàn)狀與發(fā)展趨勢[J].電焊機,2001(06)
[5] 陶永亮.塑料焊接加工幾種方法[J].塑料制造,2011,12:75-79
[6] 徐善明.超聲波塑料焊接新技術(shù)與新工藝[J].聲學(xué)與電子工程,1994,02:44-47
[7] 張宗波,王曉東,羅怡,鄭英松,張彥國,王立鼎.超聲波塑料焊接機理[J].焊接學(xué)報,2010,11:29-32+114
[8] 高陽,陳風(fēng)波,趙云峰.塑料超聲波焊接質(zhì)量影響因素的研究進展[J].宇航材料工藝,2006,06:9-13
[9] 張澤琦.超聲波塑料焊接應(yīng)用技術(shù)[J].中國塑料,1995,03:51-55