基于UG-NX軟件的某渦噴發動機壓氣機的設計和制造
2015-01-15 03:07:58石小紅李成友姜年朝周光明范利娟
現代機械 2015年2期
石小紅,宋 軍,李成友,姜年朝,,周光明,范利娟
(1總參六十所,江蘇 南京 210016;2南京航空航天大學,江蘇 南京 210016)
0 引言
壓氣機是航空渦噴發動機的重要組成部件,它的主要功用是提高流過它的空氣總壓[1,2]。壓氣機一般由導風輪和擴壓輪組合而成[3,4]。壓氣機在高溫條件下工作,承受很大的靜載荷和動載荷,導風輪和擴壓輪葉片必須保證很高的強度;為保證壓氣機在各葉輪通道內獲得相同的空氣流速、壓力和溫度,葉片的長度和角度必須達到很高的精確度;壓氣機各葉輪通道的氣流流動狀態的差異,不僅會降低壓氣機的效率,而且還會使葉片產生振動與折斷;為減小氣流摩擦損失,提高壓氣機的疲勞強度,壓氣機葉片表面必須光滑;壓氣機葉片結構復雜,不僅沿展向具有扭轉角,而且沿展長葉片半徑也是變化的,壓氣機葉片的造型是根據空氣動力規律設計的,并與葉片的強度和振動計算密切協調,而且葉片工作部分的形狀要便于加工。這些特點決定了壓氣機設計制造是渦噴發動機設計和制造的難點之一。
由于壓氣機葉片的空氣動力學性能要求很高,在產品設計之初就要考慮空氣動力特性。某渦噴發動機壓氣機設計流程:1)先根據空氣動力性要求設計出壓氣機初步結構,制作出油泥模型,在風洞中進行吹風實驗,然后根據實驗結果對模型進行反復修改,得到符合設計要求的壓氣機模型。2)運用逆向設計工程技術將油泥模型的外形精確地轉換為可分析和制造的電子模型。先利用三坐標測量儀測出模型表面點陣數據,然后利用逆向工程軟件(UG NX7.5)建立壓氣機的三維CAD幾何模型。用仿真軟件進行強度和動力學分析,利用UG NX7.5軟件的數控CAM加工模塊進行數控加工仿真和設計。
1 壓氣機的逆向設計
逆向工程處理壓氣機數據的流程遵循“點—曲線—曲面—實體”的原則。
1.1 壓氣機點數據測量
本文采用接觸式三坐標測量儀測繪出壓氣機油泥模型表面的數據。由于壓氣機零件形狀復雜,葉片扭曲度大,三坐標測頭在垂直方向掃描無法一次獲得全部數據,如按傳統的測繪方法則要破壞油泥模型,但破壞模型后就無法保留原始數據,所以采用測頭多次多角度擺角的方法(相當于五軸加工中心原理)測繪葉輪表面數據。
采用多角度多擺角的測繪方式,在測繪過程中發現如果用三坐標測頭與葉片的接觸點作為數據采集則存在測頭的半徑補償誤差,葉片扭曲度越大的地方,補償誤差就越大。為解決多角度測量的球半徑補償誤差,采用了直接用測頭球心點測繪葉片作為采集數據,在測繪時取消了測頭的球半徑補償,在CAD建模時考慮測頭半徑補償方法。
1.2 模型的建立
選擇的曲線類型為精確通過點陣,在生成曲線以前對點陣點進行預先處理,去除無序數據點,刪除無連接點和體外點。根據需要創建曲線,可以改變控制點的數目來調整曲線[5]。控制點增多則形狀吻合度好,控制點減少則曲線光順。通過點陣數據旋轉產生旋轉體抽取面的流道曲線并進行修改和光順處理,葉片曲線為精確通過點陣的3階樣條線。延伸曲線生成葉片與流道和包覆面的相交線。
根據壓氣機的產品特點,壓氣機的大小葉片,包覆面和流道曲面必須準確,但是在壓氣機的CAD數模建立后進入CAM數控加工設計時,曲面必須為光順曲面,否則在CAM計算和實際加工時,不利于刀軌的導向驅動和刀軸擺動。因此本文用點陣直接生成曲面,通過蒙皮、掃掠、四個邊界等方法生成曲面。由于壓氣機的葉片是一個帶傾角后彎式大扭角的復雜扭曲面,在建構曲面時曲面對象不是簡單地建造一張曲面,而是由多張曲面經過延伸,過渡,裁減等混合而成,因而要分塊構造。
把創建的曲面經過曲面縫合,陣列,布爾運算,倒角等實體造型功能后,最終生成壓氣機的實體CAD幾何模型,如圖1所示。
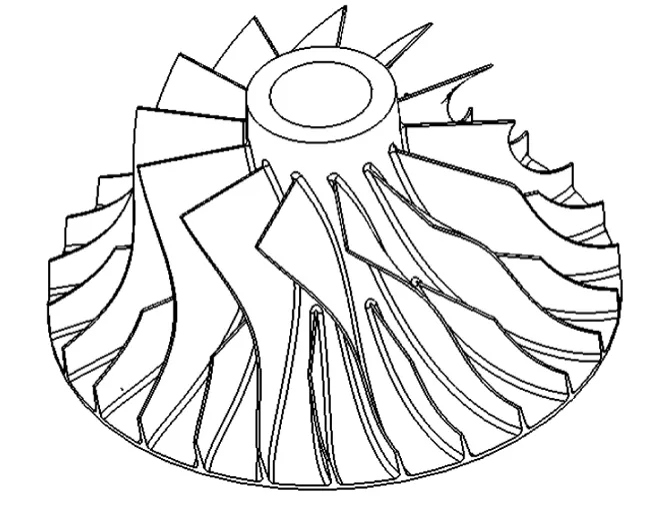
圖1 壓氣機三維實體幾何模型
1.3 強度校核和固有頻率計算
把建立實體模型導入ANSYS軟件中,生成有限元模型,在壓氣機與主軸連接的孔面上施加固定約束,整體施加轉速載荷和溫度載荷。計算結果如圖2所示,壓氣機最大應力約為284 MPa。

圖2 壓氣機應力分布
振動問題是旋轉機械設計需要考慮的動力學之一,壓氣機故障絕大多數是由于振動所引起[6,7]。本文利用靜強度計算的有限元模型,計算出從0到1.2倍轉速下的整體壓氣機的固有頻率。模態計算時模型約束為將軸孔處的軸向及徑向位移限制為零,只有旋轉自由度,模型載荷為繞軸的旋轉速度。前20階固有頻率如表1所示。
2 壓氣機的數控加工
由于整體壓氣機的幾何形狀比較復雜,流道狹窄,葉片為復雜型面的扭曲面和直紋曲面且扭曲程度大,因此加工時軌跡設計的約束比較多,極易發生干涉碰撞,生成無干涉刀位軌跡較困難。在設計壓氣機的數控加工軌跡時主要難點在于流道和葉片的加工,刀具空間、刀尖點位和刀軸方位的精確控制。

表1 壓氣機在0轉速和額定轉速(ω)下前20階固有頻率(Hz)
2.1 壓氣機數控加工的工藝規劃及準備
毛坯(鋁合金鍛壓件)—數控車床車削壓氣機包覆面基本形狀回轉體—流道粗加工—流道二次開粗—大小葉片精加工—流道精加工—虛擬機床切削仿真—后處理輸出NC程序—機床實際加工。
毛坯體:數控車床車削壓氣機基本形狀回轉體為五軸加工中心毛坯,如圖3所示。

圖3 加工毛坯體
定位裝夾方式為:毛坯由中間孔定位軸定位,上面用螺母壓緊,定位軸安裝于機床工作臺上。
刀具選擇:選擇的依據主要是根據壓氣機的幾何形狀和加工材料。在流道尺寸允許的情況下盡可能選擇大直徑的刀具。粗加工刀具一般采用圓鼻銑刀。精加工采用錐度球頭銑刀,由于壓氣機流道狹窄,錐度有利于提高小直徑刀具的剛性,但錐度的大小需根據相鄰葉片的流道空間和葉片的扭曲程度決定,一般在1.5°~5°之間。本次加工采用了SANDVIK coromant專銑鍛鋁的專用刀具,夾持刀柄采用HSK熱縮刀柄。刀具裝刀長度大于壓氣機進口葉片高度。
2.2 加工軌跡設計
第一步粗加工流道。粗加工采用3+2加工方法,即在機床A軸、C軸旋轉一定角度后,再用固定軸的加工方法加工。采用的是型腔銑削Cavity Mill,根據流道和葉片扭度劃分加工區域并確定每個區域的刀軸方向即A、C軸方向。刀軸方向見圖4,圖中坐標系Z軸方向為刀軸方向。粗加工切削工藝參數見表2。
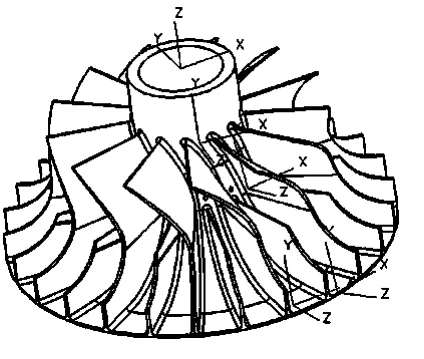
圖4 粗加工刀軸方向

表2 流道粗加工參數
第二步二次開粗(半精加工)流道。由于流道底部比較狹窄,前一把刀具無法完全進入底部,為保證精加工時葉片和流道余量均勻,采用參考刀具方式進行流道的二次開粗。工藝參數類似粗加工參數。
第三步葉片精加工。由于壓氣機為逆向設計,零件曲面為自由曲面,采用點銑法加工。使用可變輪廓銑Variable Contour加工方法,選擇整體壓氣機為加工幾何體,刀具導向驅動方式選用“曲面區域”Surface Area[8],選擇一葉片作為驅動幾何體,如果葉片的曲面質量不高,則可以作一輔助導向面作為驅動面。刀軸控制方式選用側刃驅動Swarf Drive,其中側傾斜角Swarf Tilt Angle設置為5°。側傾斜角的設置與刀具的錐度、葉片扭度和流道的寬度有關。如果驅動面和側傾斜角設置不合理,極易發生干涉或刀路無法生成。然后設置完整的切削參數、進退刀方式和主軸轉速及切削進給速率。切削工藝參數見表3。

表3 葉片精加工參數
第四步流道精加工。流道精加工采用可變輪廓銑Variable Contour加工方法根據壓氣機流道的特性,驅動方式選用流線驅動Streamline,選擇葉片流道根部流線為流曲線Flow Curve,輪轂上的參數線為交叉曲線Cross Curve。刀軸矢量采用插補Interpolate方式,這種方式可以通過在指定的點定義矢量方向來控制刀具的擺動角度,避免葉片加工過切。根據葉片扭度作出矢量控制線,添加或修改插補刀具數據點。在葉片扭曲度大時,定義的刀具矢量要足夠多使刀具在流道內能合理擺動,防止干涉,并使擺動變得光順。流道刀軸矢量控制方向見圖5(箭頭方向),切削參數見表4。

表4 流道精加工參數

圖5 流道刀軸矢量控制方向
2.3 刀路仿真及加工
對生成的刀路,應用UG NX的仿真模塊對刀軌進行仿真驗證[9],檢查干涉,過切等情況,并防止機床主軸在加工擺動時銑刀主軸與工作臺的碰撞,防止機床意外損壞。圖6為正在對程序進行切削仿真。

圖6 加工切削仿真
利用后處理器輸出五軸加工中心機床加工代碼傳輸到機床進行實際加工。
3 結論
采用逆向工程方法,根據UG-NX軟件的CAD模塊強大的點、線、面、實體造型功能設計出某小型渦噴發動機壓氣機;基于NX軟件的CAM模塊的固定軸(mill_contour)、多軸加工(mill_multi_axis)編程模塊,設計了該壓氣機加工軌跡和生成NC代碼文件,加工制造出該壓氣機。設計的壓氣機強度和動力學特性滿足設計要求,加工出的壓氣機葉片表面光滑,幾何尺寸精度保持較好,該壓氣機已經成功應用于某小型渦噴發動機。本文方法可以為其它復雜三維型面的零件的設計和制造提供借鑒。
[1] 彭澤琰.航空燃氣輪機原理[M].北京:國防工業出版社,2000
[2] 侯曉春.高性能航空燃氣輪機燃燒技術[M].北京:國防工業出版社,2002
[3] (蘇)г.C.斯庫巴切夫斯.航空燃氣渦輪發動機零件結構與設計[M].北京:國防工業出版社,1992
[4] 黃治國,單鵬,王延榮.微型渦噴發動機結構設計研究[J].北京:航空航天大學學報,2004,30(3):206-209
[5] UG自由形狀特征建模培訓教程[M].北京:清華大學出版社,2003
[6] 宋兆泓主編.航空燃氣渦輪發動機強度計算[M].北京:北京航空學院出版社,1988
[7] 楊建.基于ANSYS的離心壓氣機葉輪振動特性分析[D].大連理工大學,2011
[8] UG NX數控加工技術[M].北京:清華大學出版社,2006
[9] UG多軸銑制造過程培訓教程[M].北京:清華大學出版社,2002
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
現代裝飾(2020年7期)2020-07-27 01:27:42
數學物理學報(2020年2期)2020-06-02 11:29:24
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
