基于電磁超聲的金屬管道腐蝕檢測儀的研制
2015-01-11 07:07:46錢宏亮王艷斌閆重強郭振東
無損檢測 2015年6期
關鍵詞:檢測
錢宏亮,王艷斌,閆重強,郭振東,段 凱,李 濤
(中電科信息產業有限公司,鄭州 450047)
管道運輸是現代交通運輸的重要運輸手段,已在石化、冶煉、電力、食品和造紙業等領域大量使用。目前,無論是長距離的介質管道,還是工廠內部的短程介質管道,絕大部分是鋼制金屬管道,具有操作溫度高、工況復雜、管道分布密集、介質有腐蝕性等特點。鋼管在長期服役過程中,由于化學、物理或電化學作用造成金屬的破壞或者變質的腐蝕現象非常普遍。因此,使用先進的檢測和監控技術及設備,及早發現管道腐蝕失效,消除安全隱患,預防安全事故。
金屬管道的常見腐蝕形態有孔蝕、腐蝕破裂、脫層腐蝕、全面腐蝕、晶間腐蝕等。針對各種腐蝕形態,目前的檢測監測技術主要有超聲波測厚法、超聲導播技術、漏磁通法、渦流檢測技術、電阻法、線性極化法、電化學阻抗譜、場圖像技術、電化學噪聲技術等。每種檢測技術都有其固有的優缺點和適用范圍。比較而言,超聲檢測技術是通過檢測管道壁厚的變化或材料的不連續性來發現腐蝕缺陷的,具備檢測結果直觀,測量精度高,檢測速度快,可在管道內外檢測以及易于使用等優點,被廣泛應用到各行各業的在線和離線的管道腐蝕檢測設備中。但是,傳統的壓電超聲檢測技術,檢測時需要介質耦合,對檢測面的表面粗糙度(Ra)有較高的要求,且難以應用于高溫環境下的檢測和輸氣管道內部檢測。近年來,逐漸成熟的電磁超聲(EMA)檢測技術,從檢測原理上解決了上述問題,對于金屬材質管道或密封罐體,除了可以完成普通壓電超聲的檢測任務外,還可以實現壓電超聲難以完成的高溫檢測任務。
國外將電磁超聲技術應用于金屬管道腐蝕檢測的典型公司有烏克蘭SSE 公司,其EMA 設備的測厚精度為0.1mm,配備高溫電磁超聲探頭,可應用于600 ℃的高溫金屬管道測量;美國泛美公司是在常規超聲測厚儀的基礎上,配備電磁超聲探頭,實現高溫測量,測量精度為0.25 mm;德國Nordinkraft公司,其EMA設備的測厚分辨率為0.01 mm,可實現720 ℃的高溫金屬管道測量;美國Innerspec公司的Temate PowerBox H(PBH)是一款多功能的電磁超聲檢測儀,具備直入射測厚、探傷功能,斜入射探傷,表面波及導波檢測功能,其高溫電磁超聲探頭在配備冷卻裝置后,可長期檢測1 000℃的高溫管件。國內尚無類似PBH 這樣的多功能電磁超聲檢測儀和面向金屬管道腐蝕檢測的缺陷評估軟件。因此,研制基于電磁超聲的金屬管道腐蝕檢測儀,對于提高我國電磁超聲檢測設備的水平和滿足管道運輸行業的高溫檢測需求,具有重要的實用價值和社會意義。
1 金屬管道腐蝕的電磁超聲檢測方法
電磁超聲與傳統的壓電超聲同屬于超聲范疇,EMA激勵超聲波的原理是:將線圈置于導電金屬表面上,在線圈中加載高壓脈沖,激勵產生一個交變的電磁場,導致被測物體表面層內感應出渦流。如果同時在線圈上施加穩定磁場,就會與金屬內部渦流相互作用,產生洛倫茲力,被測物體的質點在力的作用下產生沿被測件輻射或沿表面傳播的超聲波。電磁超聲的接收是激發的逆過程,當被測物體表面有超聲投射時,質點發生位移,晶格在偏置磁場的作用下受力,產生交變電流,導致被測導體的表層出現交變的磁場,交變磁場漏出導電體,使配置在導電體表面上的檢測線圈產生感應電勢,其頻率與接收到的超聲波有相同的頻率,其幅值與反射波的能量相關。在電磁超聲檢測中,被測物體是電磁超聲傳感器的一部分,必須是電導體或磁導體。若被測物體是鐵磁性材料,除洛侖茲力外,還受到磁致伸縮力的作用。
電磁超聲探頭(EMAT)由磁鐵、發射接收線圈、試件三部分構成。與壓電探頭比較,使用EMAT 進行管道壁腐蝕檢測,有很多優點:①不需要耦合劑,適合高溫檢測及輸氣介質管道內的爬行檢測。②非接觸測量,檢測時受涂層、污染物,粗糙表面的影響很小。③發現自然缺陷的能力強,能檢測出鋼管表面存在的裂紋、孔洞等不易檢出的缺陷。④在鋼管中激發的超聲導波,傳播距離遠,在進行鋼管的縱向缺陷檢測時,探頭與工件無需旋轉。⑤測量厚度時,EMAT 采用橫波,縱向分辨力要比壓電探頭高出一倍。
EMAT 使用不同的線圈、磁場和激勵頻率,可產生各種類型的超聲波[1]。對于金屬管道的腐蝕檢測,主要采用體波測厚方法和表面波缺陷檢測方法。
儀器設計的體波測厚使用EMAT,使永磁體產生垂直靜態偏置磁場,線圈為螺旋結構,頻率為2.5 MHz,可在金屬管壁內激發垂直入射的橫波。檢測時,通過檢測超聲波在管壁中傳播時間(T),計算出管壁厚度(H),比較厚度的變化,即可判斷管道的腐蝕情況,如圖1所示。
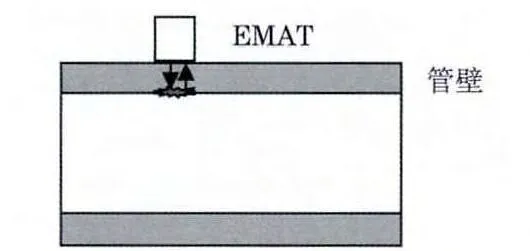
圖1 電磁超聲探頭檢測管壁腐蝕模擬圖
表面波探傷EMAT 使用永磁體產生垂直靜態偏置磁場,線圈為曲折結構,頻率為1.5 MHz,可檢測金屬管壁內外表面及亞表面的腐蝕缺陷。當管壁沒有不連續性時,EMAT 發射的表面波,繞管壁一周,只有一個回波;若在傳播路徑上有缺陷或焊縫,會有多個反射波,其缺陷判定和定位方法與壓電超聲表面波探傷方法相同,如圖2所示。亦可以將探頭旋轉90°,使表面波沿徑向傳播,便于發現周向延伸的缺陷。將探頭置于內壁,就可以用同樣的方法,檢測內壁缺陷。
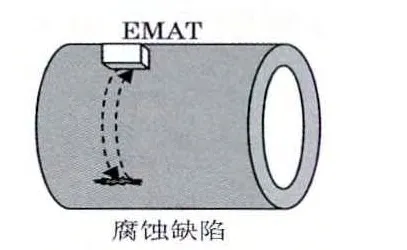
圖2 電磁超聲波探頭表面波檢測模擬圖
2 金屬管道腐蝕檢測儀的設計方案
2.1 系統組成
電磁超聲金屬管道腐蝕檢測儀與壓電超聲檢測儀的區別在于探頭不同,缺陷分析軟件不同,發射接收電路有些區別,其他則基本相同。系統主要有電磁超聲探頭(EMAT)、發射接收電路、模擬信號處理電路、數字信號處理電路、人機界面(HMI)和腐蝕檢測軟件包等組成。其原理框圖如圖3所示。
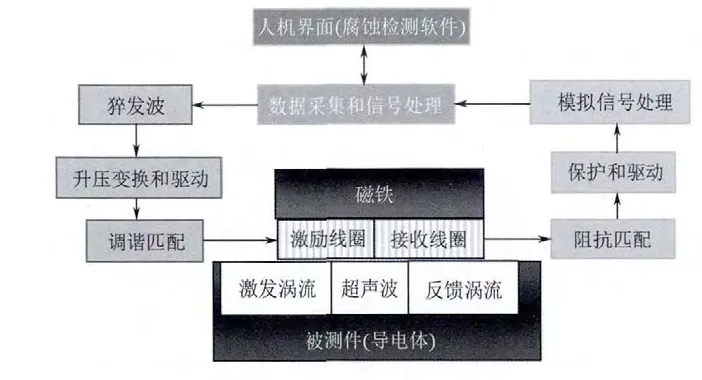
圖3 電磁超聲金屬管道腐蝕檢測系統
在圖3中,人機界面為基于Windows XPe的嵌入式終端,內置腐蝕分析軟件包。數據采集和處理電路通過USB 接口與HMI通訊,由FPGA、MCU和A/D 變換電路完成。猝發波電路接收數字處理電路的觸發信號,并按設定的脈沖個數和頻率產生猝發信號,該信號經過隔離驅動后,經變壓器升壓,形成高壓大功率的線圈驅動信號,用以驅動EMAT的激勵線圈。不同頻率的線圈需要不同的調諧匹配電路,以達到最大的功率輸出和比較純凈的正弦波。激勵線圈和接收線圈可以是同一個線圈,也可以分離。分離的線圈接收靈敏度稍低一些,但是接收電路可以與高壓脈沖隔離,減少始脈沖寬度。單個線圈的EMAT 為自發自收式探頭,不存在兩個線圈結構和電路參數不一致的問題,使用的較多。接收線圈接收的微弱電壓信號,經過阻抗匹配,經保護和驅動,進入模擬信號處理電路。其放大倍數受主機的控制,并可在人機界面中設置。
2.2 硬件電路設計
電磁超聲金屬管道腐蝕檢測儀電路中,猝發波發生器電路、升壓變換和驅動電路與一般的壓電超聲區別較大。
2.2.1 猝發波發生器
猝發波發生器使用可編程門陣列(FPGA)實現,如圖4所示。
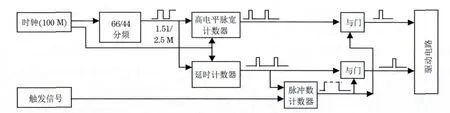
圖4 猝發波發生器電路圖
FPGA 內部通過PLL產生100 MHz的時鐘信號,作為全局時鐘源,提供給A/D 轉換、地址信號產生、猝發波發生器等電路使用,該時鐘源經過可預置分頻器分頻,產生EMAT 激勵所需的頻率信號(Sf)。Sf進入高電平脈寬計數器后,在每個上升沿使計數器輸出高電平,同時開始對100MHz的時鐘源計數,計數到預設值后,使輸出變低,這樣就可以產生高電平脈寬可調的與Sf同頻的周期信號。延時計數器用于產生同頻的相較于第一路有一定時延的另一路猝發波。該時延以10ns為單位,根據預置的計數值產生延時。方法是:在延時計數器中有兩個寄存器,第一個寄存器為延時數寄存器,第二個為脈寬寄存器,每到Sf信號上升沿,開始計數,計數到指定的延時數后,使計數器輸出高電平;之后,開始對脈寬計數,達到脈寬計數值后,使計數器輸出低電平。這樣就產生了與第一路同頻的,具有死區時間控制的第二路信號。為了實現指定數目的猝發波,在每個觸發信號上升沿,使脈沖數計數器輸出為高電平,同時對延時計數器輸出的脈沖開始計數,計數到設定的脈沖數后,使脈沖數計數器輸出為低電平。該信號與上述兩路信號作邏輯與運算,即可產生設定頻率和指定數目的猝發波。該猝發波發生器使用Verilog HDL語言實現,除1.5MHz和2.5MHz的頻率外,還可以按需要產生其他頻率的猝發波。
2.2.2 驅動電路和升壓變換
驅動電路采用高壓高速MOS器件和全橋逆變技術來產生所需的大電流脈沖波,該脈沖波經變壓器升壓后,經調諧匹配電路,與EMAT 線圈連接,用以激發電磁超聲。原理圖如圖5所示。

圖5 驅動電路圖
圖5 中,猝發波發生器產生的兩路猝發波(BurstA、BurstB)經光電隔離后用于驅動高壓MOS管,Q1 和Q4 受控于BurstA,Q2 和Q3 受控于BurstB。當BurstA 的猝發脈沖到來時,Q2 和Q3截止,Q1和Q4同時導通,電流經R16、Q1、R7、T1原邊、R6、Q4、R1驅動變壓器T1,導致變壓器副邊上產生相應的高壓大電流脈沖;當BurstB的猝發脈沖到來時,則在變壓器上產生反向的大電流脈沖。結果,在變壓器的副邊輸出與觸發波同頻的高壓脈沖。試驗時,Q1、Q4 與Q2、Q3 同時導通會導致MOS管的損壞,為了避免它們同時導通,需設置合適的死區延時。為此,使用R16(自恢復限流電阻)進行限流,使用R1檢流,當有超過設定閾值的電流通過R1時,比較器向FPGA 輸出高電平,用于阻止猝發波的發生,同時向主機提供故障信號。變壓器T1升壓后的副邊輸出,經過調諧匹配電路,整形為正弦猝發波,輸出到EMAT。
調諧電路主要是根據不同的探頭頻率,使用合適的電容值與探頭線圈并聯使之諧振,使能量輸出達到最佳,并使輸出波形更接近正弦。
2.2.3 接收電路
接收電路與壓電探傷儀的接收電路基本相同,區別在于EMAT 線圈相當于微弱的感性電壓源,前級匹配非常重要。經過多種比較試驗,使用變壓器進行耦合匹配,取得了較好的效果,如圖6所示。

圖6 接收電路圖
圖6中,探頭信號經過變壓器匹配,二極管限幅保護后,進入放大電路。ADI公司的AD 603是一款寬頻帶、低噪聲、低畸變、高增益精度的壓控VGA 放大器。電路采用兩片AD603作為主放大器,第一片的增益變化范圍為-11dB到+31dB,帶寬90MHz,第二片的增益變化范圍為9dB 到+51dB,帶寬9MHz。兩片級聯可實現的增益范圍為-2dB 到+82dB。增益控制使用MCU 自帶的DAC輸出電壓并聯控制。試驗測試發現,當增益超過72dB時,噪聲較大,易產生自激震蕩。因此,電路的實際放大倍數可達到4000倍,輸入靈敏度約為200μV,結合數字信號處理,能滿足腐蝕缺陷的檢測要求。
2.2.4 數字信號處理
放大后的信號,進入A/D 變換。儀器采用8位100 MHz的AD 變換芯片AD9283;在100 MHz采樣時,在鋼管中可以實現0.016 mm 的厚度測量分辨率,完全滿足腐蝕厚度測量和缺陷檢測要求。轉換后的數字信號,進入FPGA 進行數字信號處理。本儀器選擇Altera公司的EP4CE22器件。FPGA內包括數字帶通濾波、平均值濾波、檢波、報警處理電路等。除報警處理電路外,其他電路均為通用的數字處理電路,可以由FPGA 開發工具直接生成。報警電路主要對波形的相位、幅度、寬度等特征進行相關分析,剔除干擾雜波后,對越過設定報警門限的波形數據加入緩存并記錄缺陷位置,最后通過USB接口送入主機。數字信號處理原理如圖7所示。

圖7 數字信號處理原理框圖
經數字信號處理后,工頻干擾和浪涌干擾被有效剔除,高頻隨機噪聲被衰減20dB 左右。要進一步增加數字信號的處理效果,需要容量更大的FPGA 器件。
2.3 軟件設計
電磁超聲金屬管道腐蝕檢測儀是基于Windows XPe系統的,開發工具采用微軟的Visual studio軟件。檢測軟件設計為三層體系結構:底層的USB接口硬件驅動和通訊軟件、中間層的數據分析和處理軟件、頂層的人機交互界面及檢測結果存儲軟件。
USB接口的硬件驅動功能包括USB 設備的檢測、枚舉、判定,讀寫測試、狀態檢測等功能。采用的USB接口芯片FT232H 帶有核心驅動程序,并提供有SDK 庫,可以直接調用提供的函數實現上述功能,無需研究USB 協議。USB 通訊軟件完成主機與FPGA 和MCU 的數據交換,主要功能包括向MCU 和FPGA 傳輸控制命令和讀取檢測數據,使用多線程技術實現。
發送線程傳輸的數據包括:觸發模式、周期,猝發波參數,A/D變換頻率,采集長度,帶通濾波、檢波、增益和抑制參數,閘門、報警參數等。接收線程用于讀取回波數據和報警數據,需要很高的讀取速度。為此在FPGA中設置4kB的FIFO,與USB芯片的FIFO膠結。實測讀取速度可達到20MB/s以上。
數據分析和處理軟件主要包括:數據緩存,A掃描數據處理,B掃描數據處理,C 掃描數據處理,腐蝕評價等。
A掃描數據處理流程:聲速設定,溫度補償;體波模式下的厚度計算,腐蝕深度計算;表面波模式下周向檢測時的周長計算,缺陷位置距探頭位置的弧長計算,根據波幅計算缺陷的當量大小。其算法可以采用壓電超聲中的厚度計算方法及缺陷當量計算方法。
B掃描數據處理流程:掃描步長測量,腐蝕位置及大小計算,徑向和周向缺陷分布數據表的生成;掃描步長可通過外觸發模式測量,每個外觸發脈沖對應一個固定的間距,該間距可由編碼器、光柵尺產生,也可由步進電機或伺服電機反饋的位置信號生成。若為內觸發時,可以設定一個與掃查速度接近的默認值替代之。B 掃描的數據處理依賴A 掃描的處理結果。
C掃描數據處理流程:根據管件或罐體的預知形狀和幾何尺寸及B 掃描處理結果,生成腐蝕分布的三視圖數據,計算出最大腐蝕缺陷的面積,位置,最薄壁厚的位置、腐蝕深度。
腐蝕評價:管道使用安全性要綜合分析的因素主要有C掃描處理結果,材料的理化性能,應力分析尺寸,管道使用環境,工況要求[2]。上述要素中,除現場檢測數據外,其他因素都可通過數據庫預存,在分析處理時直接調用。儀器采用腐蝕管道最小壁厚測量和安全評價方法[3],文獻[3]中已有較明晰的描述,這里不再重復。
人機交互界面軟件包括工班參數,工件參數,儀器參數,評價標準參數等;顯示的內容包括管道的壁厚,缺陷深度,位置,大小,A、B、C 掃描視圖等;存儲軟件用于記錄上述各項內容到數據庫中或參數文件中,同時還具備檢測報告生成功能。
3 測試結果
為了檢測電磁超聲金屬管道腐蝕檢測儀所能達到的技術指標,使用壓電超聲的檢測方法和試塊對儀器進行測試。
首先使用試塊在厚度3~200mm 范圍內對比檢測,在小于80mm 時,檢測誤差不超過0.05mm;在厚度80~200mm 時,檢測誤差不超過0.2mm。其次對平底孔進行測試,可以發現50mm 厚度范圍內2mm人工平底孔缺陷。最后使用表面波進行檢測,可以發現距探頭100mm 處的小孔。
從檢測結果來看,對2mm 人工平底孔缺陷的檢出,還需要提高信噪比。這可以通過采用增大發射功率,提高放大電路的信噪比,使用容量更大的FPGA等方法,以增加數字濾波節數和平均次數來解決。
4 結論
電磁超聲金屬管道腐蝕檢測儀的脈沖發射電壓為1 300V,脈沖個數在1~10范圍內可調,脈沖頻率在500kHz~5MHz范圍內可調,檢測重復頻率可以達到1 000Hz,其厚度和缺陷檢測滿足金屬管道腐蝕檢測的要求。
對于低溫冰凍場所和高于100 ℃的高溫管道檢測,電磁超聲金屬管道腐蝕檢測儀具有壓電超聲不可比擬的優勢;與自動化掃查裝置配合后,還可實現管道外及管道內的自動化腐蝕檢測。
[1]美國無損檢測學會.美國無損檢測手冊 超聲卷(上冊)[M].上海:世界圖書出版社,1996:499.
[2]劉穎,廖柯熹,劉長林,等.含腐蝕缺陷管道的剩余強度評價方法[J].天然氣與石油,2008,26(2):41-44.
[3]翁永基,盧綺敏.腐蝕管道最小壁厚測量和安全評價方法[J].油氣儲運,2003,22(12):40-43.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
