基于工業CT圖像的空心渦輪葉片壁厚測量法
2015-01-11 07:17:24王倩妮蘇宇航郭廣平
無損檢測 2015年6期
關鍵詞:測量
王倩妮,蘇宇航,郭廣平
(中航工業北京航空材料研究院,北京 100095)
航空發動機空心渦輪葉片在高溫、高壓的惡劣環境中工作,有很高的強度要求,壁厚是保證葉片強度的一個重要參數,需要進行準確的測量[1]。目前超聲測厚技術是航空高溫合金空心葉片主要測量手段。隨著航空葉片越來越多地使用單晶材料,而單晶材料各向異性的特點影響了超聲測厚準確性。另外,對于曲率較大的測量點由于難以接收超聲波反射信號而無法測量壁厚。工業CT 技術成為了航空發動機空心渦輪葉片壁厚測量的又一選擇。
工業CT 技術是通過若干投影數據,利用重建算法獲得試件截面圖像的一種無損檢測技術,其檢測過程不受零件材料、形狀的限制,得到的CT 圖像不受其他區域干擾,在零件的CT 圖像上可以直觀地進行尺寸測量。高質量的圖像是高精度工業CT尺寸測量的基礎,采用的測量方法對于測量結果的準確性同樣有很大影響。
1 尺寸測量方法介紹
受工業CT 系統的固有特性和空間分辨率的限制,被測零件的CT 圖像邊緣并不存在銳利的邊界,只有灰度值的過渡區域。基于工業CT 圖像的尺寸測量方法根本在于確定被測零件與背景的邊界。目前常用的尺寸測量方法主要有基于灰度值變化曲線的半高法和和基于圖像分割的半自動測量法。
1.1 半高法
半高法是根據CT 圖像沿尺寸測量方向的灰度值變化曲線,將曲線波峰和波谷的中間點定為被測零件與背景的分界點進行尺寸測量的方法,具體操作步驟為:①在CT 圖像上沿待測尺寸方向劃一條直線S,如圖1所示。②得到沿此直線的灰度值變化曲線,如圖2所示。③取曲線上最大灰度值和兩側最小灰度值的中間點(A、B 兩點)作為零件與背景的分界點。④測量A、B 兩點的間距作為所測部位的厚度測量值。
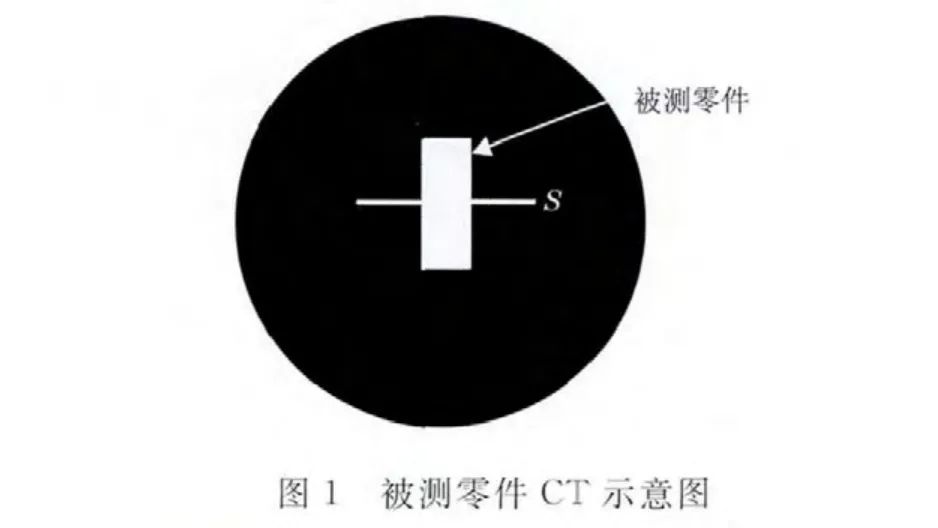
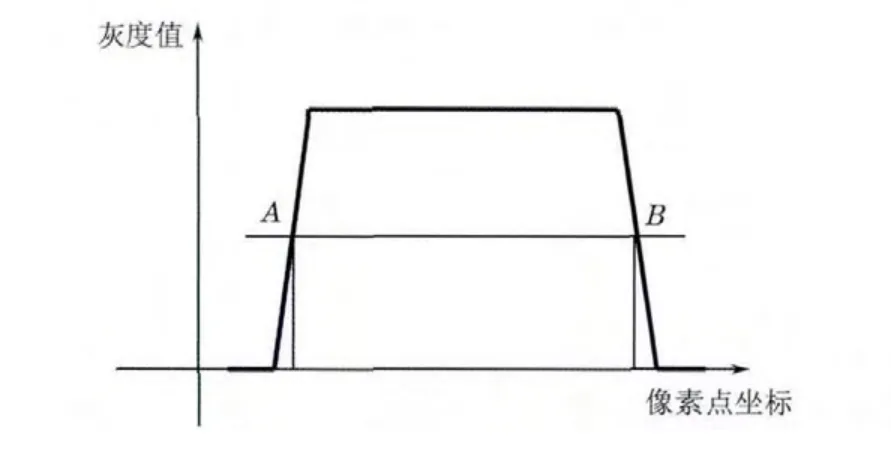
圖2 圖1中直線S處灰度值變化曲線圖
圖2為理想的灰度值變化曲線圖,實際的CT圖像由于受到探測器響應不一致、射線散射、射線束硬化等因素影響,曲線的波峰、波谷并不像圖2中平直。而且受到零件結構影響,兩側波谷處灰度值可能不完全一樣,此時可以分別根據兩側的灰度值分別確定被測零件與背景的邊界。
1.2 半自動測量法
半自動測量法是根據圖像分割算法,將CT 圖像中被測零件與背景區分開,得到被測零件的邊界,在此基礎上進行尺寸測量的方法。受被測零件結構及材料復雜性及多樣性的限制,并沒有一個對所有零件都適用的圖像分割方法。目前常見的圖像分割算法大致可分為:基于邊緣的分割算法、基于閾值的分割算法、基于區域的分割算法、基于偏微分方程的分割算法[2]。
筆者使用VGStudio MAX 軟件的表面提取工具進行圖像分割。VGStudio MAX 是工業CT 圖像顯示和分析專用軟件,其表面提取工具分為標準和高級兩種模式。標準表面提取方法根據CT 圖像直方圖,測定背景峰值和材料峰值,自動計算材料邊界的灰度值,是一種基于閾值的圖像分割方法;高級模式是在標準模式的基礎上,對已測定邊界周圍的像素進行解析,補償因射束硬化或其他偽影造成的局部偏差,得到更為準確的邊界。與標準模式相比,高級模式會耗費更多的處理時間,可根據圖像質量分析是否需要使用高級模式。
2 工業CT掃描
筆者使用標準試塊組成了兩種尺寸試驗件:一個模擬葉片封閉內腔結構,由厚度0.5~3.5mm 的13片標準試塊組成,結構及各試塊編號如圖3 所示,編號為1~13號的試塊厚度分別為1.00,3.50,3.50,0.75,2.00,2.00,0.50,1.00,1.00,3.50,0.50,0.50,2.00 mm;另一個為由20 片試塊組成(由薄到厚編號為1~20)的校準試塊,如圖4所示,試塊1~20 號的具體厚度為0.50,0.60,0.70,0.80,0.90,1.00,1.10,1.20,1.30,1.40,1.50,1.60,1.70,1.80,1.90,2.00,2.25,2.45,2.65,3.00 mm。在工業CT尺寸測量過程中,為了避免CT 圖像質量不佳而導致較大的測量誤差,經常放置一個校準試塊與被測零件一起進行CT 掃描,必要時用以校正尺寸測量結果。


將模擬葉片和校準試塊放置在視場中間和外側分別進行了CT 掃描。工業CT 系統和掃描主要參數為:射線源能量為6 MeV,空間分辨率為2LP/mm,圖像矩陣大小為4096×4096,重建視場半徑為300mm,切層厚度為1mm,三代扇束掃描。
3 測量結果
3.1 半高法測量結果
半高法測量使用軟件IPT_IPS,為了減少人工劃線不穩定性帶來的誤差,每個試塊測量3次,測得尺寸D1、D2、D3,取三者平均值作為該試塊尺寸測量值D測量=,測量誤差絕對值,測量結果見表1~表2。33個試塊工測量值中,6個測量值的誤差大于0.05mm,結果誤差較大的測量值像中于厚度為0.50mm 的試塊。

表1 模擬葉片測量結果 mm

表2 校準試塊測量結果 mm
3.2 半自動測量結果
使用VGStudio MAX 軟件進行半自動測量,分別用標準模式和高級模式進行了圖像分割,再使用VGStudio MAX 自帶的測量工具“卡尺”完成了尺寸測量,測量結果見表3~表4。表中D測量-標準和α標準為標準分割模式測量結果,D測量-高級和α高級為高級分割模式測量結果。根據測量結果,基于標準模式圖像分割的測量值有14 個誤差大于0.05 mm,基于高級模式圖像分割的測量值只有4個誤差大于0.05mm,且均出現在厚度為0.50mm 的試塊。

表3 模擬葉片測量結果 mm
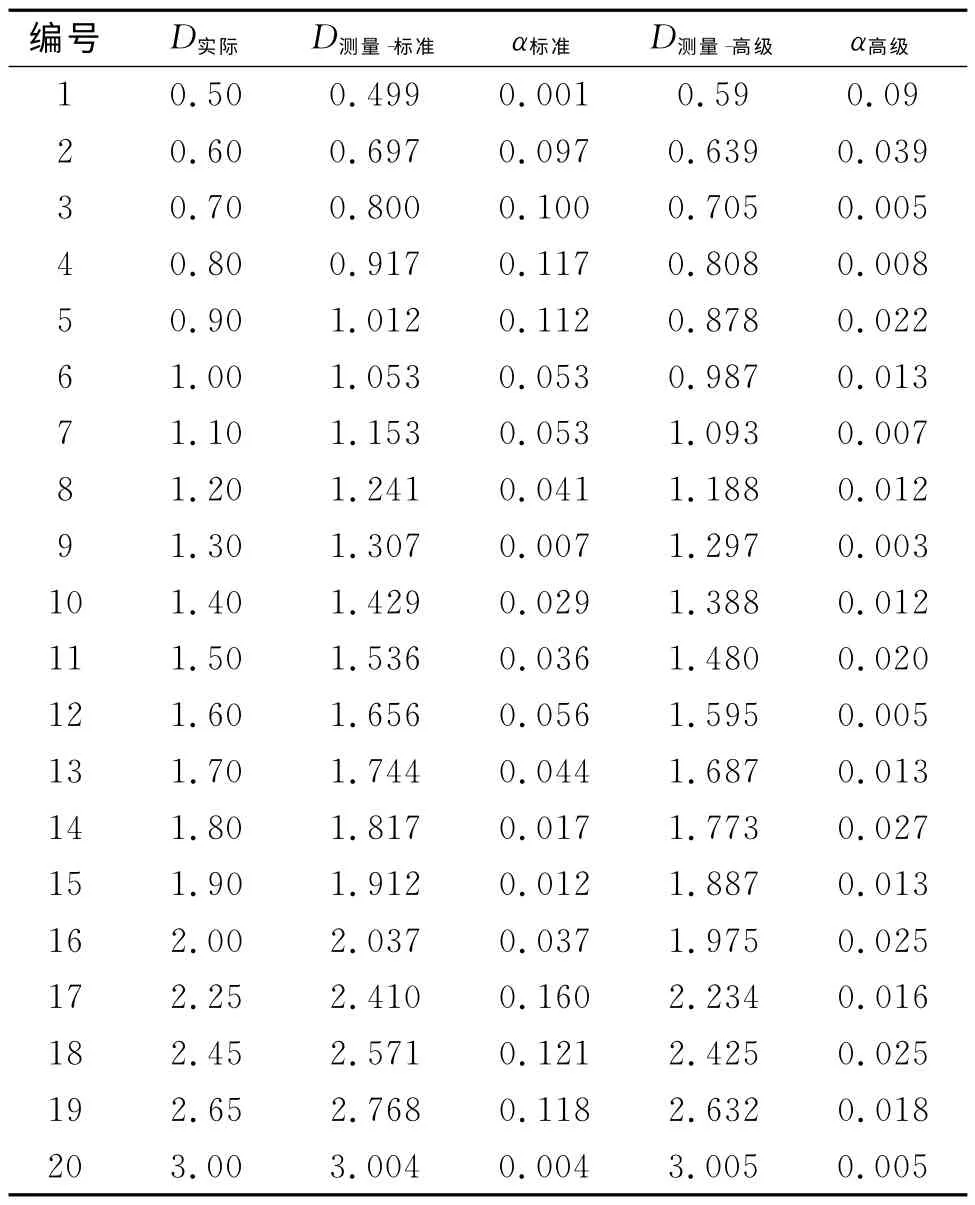
表4 校準試塊測量結果 mm
4 測量結果分析
4.1 不同測量方法測量結果對比
圖5,6為使用不同方法測量模擬葉片及標準試塊的測量誤差比較。從圖中可以看出,半高法和使用高級模式分割算法的半自動法得到的測量值比較接近。在測量小于0.6mm 的小尺寸試塊時,兩種方法均出現了較大的誤差。在待測尺寸不小于0.6mm時,半高法測量誤差90%在0.05mm 之內,使用高級模式分割算法的半自動法測量誤差100%在0.05mm 之內。使用標準模式的半自動法測量偏差值無明顯規律,且44%測量偏差值在0.05mm以上。

圖5 模擬葉片不同測量方法對比
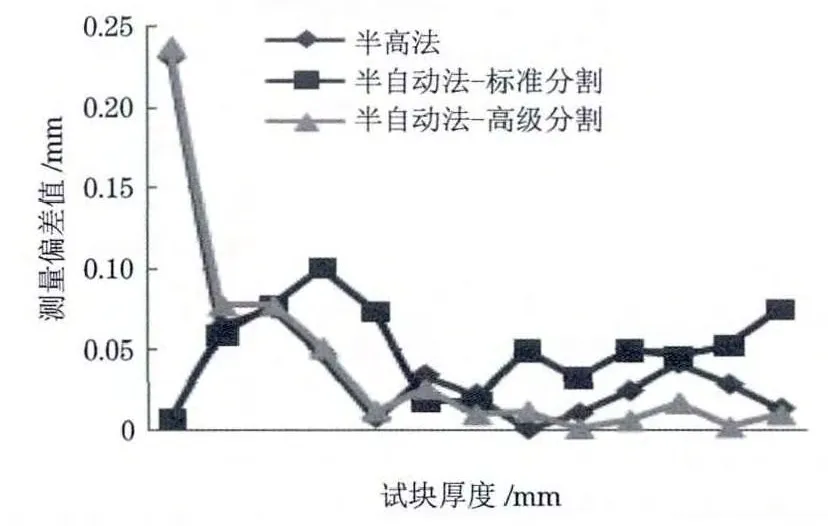
圖6 模擬葉片不同測量方法對比
4.2 測量值校正
在實際尺寸測量檢測中為避免過大的誤差,經常會使用經校準尺寸標準試塊,并對測量值進行校正。最簡單的測量值校正算法是線性插值算法,將測量值記為D測量,選取校準試塊中與D測量最接近的兩片,這兩片試塊實際值記為Ti、Ti+1、測量值記為Si、Si+1,則

選用高級模式圖像分割的半自動測量法,以校準試塊尺寸及測量值(見表4)校正模擬葉片測量值(見表3),測量值與校正值與實際尺寸的誤差對比見圖7。與測量值相比,校正值的誤差基本都在0.05mm以下,避免了小尺寸測量誤差過大的情況;但是對于尺寸大于0.75mm 原本測量精度較高的點,不但沒有減少誤差,反倒由于引入了校準試塊測量的誤差,導致誤差擴大。因此,僅推薦對小于0.75mm的尺寸測量值進行修正。

圖7 測量值與校正值誤差對比

表5 模擬葉片尺寸測量校正結果 mm
5 結論
通過對工業CT 尺寸測量半高法和半自動法測量結果的對比分析,得出:①準確圖像分割算法是半自動測量法的基礎,只有進行了正確的邊界提取,才能得到高精度的測量數據;②半高法和半自動測量法都能得到較為準確的測量數據,但是半自動測量法的效率高于半高法;③零件在CT 掃描視場中的位置對于尺寸測量結果影響較小,因此,在射線束能量足夠且盡量避免零件間散射線影響的前提下,適當增加單次CT 掃描的零件數量是可行的;④由于高能工業CT 系統對小尺寸(小于0.8 mm)測量誤差較大,可針對小尺寸測量增加數據校正。
[1]程云勇,張定華,卜昆,等.基于工業CT 測量數據的空心渦輪葉片三維壁厚分析[J].機械強度,2009,31(5):791-796.
[2]劉玲慧.工業CT/DR 圖像缺陷檢測算法研究[D].重慶:重慶大學,2009.
[3]GB/T 29067-2012 無損檢測 工業計算機層析成像(CT)圖像測量方法[S].
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
