衛(wèi)星式柔印機(jī)中心滾筒加工控制要點(diǎn)
2015-01-07 13:30:10王忠倉(cāng)
印刷技術(shù)·包裝裝潢 2014年11期
王忠倉(cāng)
眾所周知,中心滾筒是衛(wèi)星式柔印機(jī)最重要,也是最關(guān)鍵的核心部件,其精度要求非常高,加工起來難度較大。在國(guó)內(nèi),大多數(shù)印刷設(shè)備制造商因受限于自身設(shè)備加工實(shí)力,生產(chǎn)的衛(wèi)星式柔印機(jī)中心滾筒的精度與國(guó)外同類產(chǎn)品相差甚遠(yuǎn),因此長(zhǎng)久以來國(guó)產(chǎn)衛(wèi)星式柔印機(jī)的中心滾筒均依賴國(guó)外進(jìn)口。以往,我公司生產(chǎn)的衛(wèi)星式柔印機(jī)中心滾筒采購(gòu)于意大利,不僅價(jià)格昂貴,而且供貨周期較長(zhǎng),長(zhǎng)途運(yùn)輸存在較大的質(zhì)量風(fēng)險(xiǎn)。為此,我們開始在國(guó)內(nèi)尋找更好的中心滾筒加工商,2014年2月,筆者前往國(guó)內(nèi)多地進(jìn)行了實(shí)地考察。從設(shè)備能力、工藝方案、過程控制和試件等方面進(jìn)行綜合分析,筆者發(fā)現(xiàn)上海雍基超鏡面機(jī)械制造有限公司在加工中心滾筒方面具備一定實(shí)力,隨后我公司與其簽訂了中心滾筒加工合同。在考察過程中,筆者也細(xì)心總結(jié)了衛(wèi)星式柔印機(jī)中心滾筒的加工控制要點(diǎn),現(xiàn)與行業(yè)人士共同探討、學(xué)習(xí)。
阻焊工藝控制要點(diǎn)
1.重視選材和焊接方式
衛(wèi)星式柔印機(jī)中心滾筒的外圓表面精度要求很高,無論是尺寸公差,還是行位公差,亦或是表面粗糙度,都會(huì)直接影響印品質(zhì)量。所以,為保證一定的精度要求,中心滾筒的內(nèi)圓、外圓均應(yīng)采用45#鋼板。
在接口處要求采用先進(jìn)的焊接方式,即CO2保護(hù)焊或自動(dòng)埋頭氬弧焊,要求焊縫連續(xù)、平整,不出現(xiàn)氣孔、夾渣、裂紋等缺陷,并進(jìn)行探傷處理。
2.合理安排熱處理工序
阻焊工藝一定要合理安排好熱處理工序,消除焊接應(yīng)力,以防中心滾筒在加工過程中發(fā)生變形,充分保證其幾何精度。更重要的是,防止中心滾筒在使用過程中發(fā)生微變形,以免影響其使用壽命。在安排熱處理工序時(shí)應(yīng)注意以下幾點(diǎn)。
(1)對(duì)完成焊接的中心滾筒的內(nèi)圓、外圓分別進(jìn)行退火處理,消除焊接應(yīng)力,外圓板厚50mm,調(diào)質(zhì)保溫時(shí)間為10小時(shí),保溫溫度為510~560℃。
(2)中心滾筒芯軸采用45#鍛件毛坯,經(jīng)粗車→調(diào)質(zhì)(時(shí)間為48小時(shí))→半精車工序,將裝軸套處外圓(Φ260H8)加工至規(guī)定尺寸。
(3)中心滾筒的兩端側(cè)板與軸套及內(nèi)圓進(jìn)行焊接時(shí),焊縫應(yīng)平整、連續(xù)、無缺陷。焊接后經(jīng)爐內(nèi)高溫退火,溫度控制在550~600℃。其中,在升溫和降溫控制過程中,每小時(shí)的溫變應(yīng)控制在50~220℃。
(4)在中心滾筒的內(nèi)圓、外圓上焊接左、右旋導(dǎo)流槽板時(shí),應(yīng)通過水壓測(cè)試數(shù)據(jù)來確定導(dǎo)流槽板的旋向角度。最后進(jìn)行整體退火,消除焊接應(yīng)力。完成焊接后,車導(dǎo)流槽外徑,具體尺寸由中心滾筒外圓內(nèi)徑來定,過盈量為2~3mm,熱裝而成。
(5)組裝后與兩端板連續(xù)焊接。焊后整體正火,進(jìn)行定型處理。正火溫度為350℃。
3.正確確定導(dǎo)流槽螺旋角的方向
假設(shè)中心滾筒的設(shè)計(jì)轉(zhuǎn)速為100轉(zhuǎn)/分鐘,其實(shí)際轉(zhuǎn)速為45轉(zhuǎn)/分鐘,應(yīng)根據(jù)線速度、流壓(1.5bar)、流量(235升/分鐘)這幾個(gè)參數(shù)來綜合確定導(dǎo)流槽螺旋角的方向。
此外,導(dǎo)流槽中的進(jìn)水結(jié)構(gòu)和出水結(jié)構(gòu)直接決定著中心滾筒表面溫度的均勻性,溫差要求控制在±0.5℃以內(nèi),圖1所示為導(dǎo)流槽裝配圖。
該裝置的加工控制要點(diǎn)是采用多排輻射式導(dǎo)流槽或?qū)Я鞴軐⒗鋮s液向待冷卻的區(qū)域或某一死角垂直噴射,并保證冷卻液噴射范圍覆蓋腔內(nèi)所有區(qū)域。
目前,這種結(jié)構(gòu)難以控制中心滾筒兩端150mm區(qū)域以外死角處的溫度,因此當(dāng)印刷幅面較寬時(shí),將影響其受熱質(zhì)量。為消除死角,可在靠近中心滾筒兩端內(nèi)腔夾層處,專門設(shè)置兩排導(dǎo)流槽或?qū)Я鞴埽瑥亩估鋮s液直射冷卻死角。
粗磨、精磨及動(dòng)靜平衡控制要點(diǎn)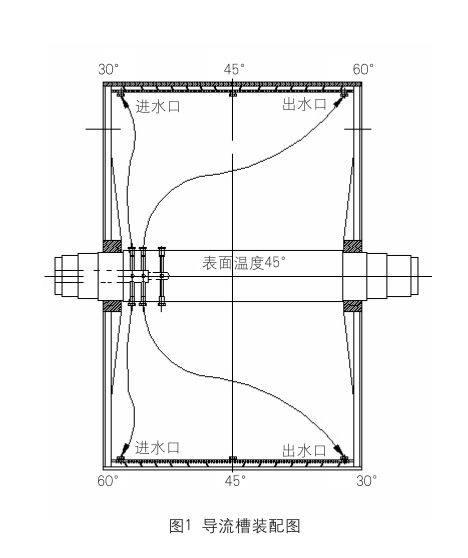
(1)在對(duì)中心滾筒進(jìn)行精磨之前,應(yīng)對(duì)其兩端Φ260H8處進(jìn)行靜平衡處理,配重塊可加在兩端板內(nèi)側(cè),要求其不平衡力矩滿足技術(shù)要求。
(2)軸承的選用尤為重要,按設(shè)計(jì)要求選用世界最優(yōu)質(zhì)軸承生產(chǎn)商瑞典SKF軸承,或者德國(guó)生產(chǎn)的圓柱滾子軸承。
(3)套杯外圓作為精加工基準(zhǔn)件,其材料的選用要求組織致密、高強(qiáng)度、耐磨且消震,并且還要具有一定的韌性和塑性。對(duì)此,可選用HT300或球墨鑄鐵。精磨時(shí)通過溫度為34℃的水,水流壓力為1.5bar,以套杯外圓為基準(zhǔn),要求套杯的表面粗糙度為0.1~0.2μm,徑向跳動(dòng)誤差不超過±0.005。磨削過程要適時(shí)對(duì)套杯的尺寸公差和行位公差進(jìn)行檢測(cè),可使用激光自動(dòng)檢測(cè)儀或規(guī)格為2500的外徑千分尺及千分表來檢測(cè)。
(4)采用多功能全數(shù)字智能精密補(bǔ)焊技術(shù)對(duì)中心滾筒的微小缺陷進(jìn)行修補(bǔ)。該技術(shù)擁有極高的焊接精度(0.2~2.4mm)、極小的焊接沖擊、極小的熱影響以及極高的結(jié)合度。
電鍍、拋光及運(yùn)輸控制要點(diǎn)
(1)電鍍配套設(shè)備有井式爐和滾鍍爐兩種。因中心滾筒自身重量達(dá)近兩噸,滾鍍轉(zhuǎn)動(dòng)起來不方便,且滾鍍過程中還會(huì)產(chǎn)生鍍層不均的缺陷,故采用井式爐立式電鍍,鍍鉻單邊厚度為0.20mm。
(2)精磨時(shí)通過溫度為34℃的水,以兩端套杯外圓為基準(zhǔn)精磨輥身外圓,達(dá)到尺寸公差和形位公差的要求,保證鉻層厚度不小于0.17mm。
(3)拋光設(shè)備尺寸有φ500×3000和φ2500×13000兩種,可根據(jù)尺寸加工需求自行選用。拋光是末道精處理工序,能夠提高中心滾筒的表面粗糙度,使其達(dá)到鏡面狀態(tài)。
(4)為防止中心滾筒受潮而發(fā)生表面氧化、生銹現(xiàn)象,應(yīng)在輥身表面涂抹防銹油,包裹防潮紙、發(fā)泡膜、毛毯,并制作專用運(yùn)輸工裝,以防中心滾筒在運(yùn)輸過程中發(fā)生磕碰。
