VOLVO A40E鉸卡鉸接銷孔配合失效故障分析及處理
2015-01-01 02:57:08周玉華
銅業工程 2015年2期
關鍵詞:故障
周玉華
(江西銅業集團公司 城門山銅礦,江西 九江 332100)
1 引言
目前城門山銅礦擁有17輛礦用大型VOLVO A40E鉸接卡車,是采礦場主要運輸設備之一[1]。隨著四班三運轉高負荷的惡劣環境下工作,前車架鉸接銷孔座與銷軸接觸部位受扭矩、彎矩、沖擊、重心疊加等復合載荷影響,處于復雜的應力狀態下,使鉸接銷孔與銷軸之間磨損間隙逐漸加劇。當鉸接銷孔磨損量接近1mm時,在作業過程中形成一種安全隱患[2]。磨損部位主要體現在鉸接銷孔與銷軸之間,嚴重時引發安全事故,造成設備停機,影響安全生產。為了提高生產效率,降低生產成本,延長設備使用壽命,因此,解決瓶頸難題迫在眉睫,針對鉸接銷孔與銷軸之間磨損間隙故障進行分析,消除故障,解決隱患,避免給礦山帶來巨大的經濟損失和不良的社會影響[3]。
2 故障分析及原因
2.1 故障分析
車輛運行10000h左右,鉸接銷孔與銷軸經過長期使用,銷孔與銷軸受到磨損出現松曠現象[4],并陸續出現鉸接銷軸固定螺絲松動,斷裂等故障,嚴重時影響正常生產。至2012年底車輛維修次數明顯增多。通過拆卸和測量17臺鉸卡鉸接部位數據,發現鉸接銷孔最大失圓度達到1.22mm(前后方向磨損量2.2mm,左右方向磨損量0.88mm)。測量數據如表1:

表1 VOLVO A40E鉸接卡車故障情況表
2.1.1 銷孔失效分析
之所以出現鉸接銷孔變形,是因為車輛在運行過程中受沖擊、彎矩等復合載荷的影響,加之前后車架的重心疊加,使其應力狀態變得非常復雜。結合鉸卡的實際設計,認為此處銷孔在設計上存在缺陷,最直接判斷,銷孔與銷軸是屬于直接接觸,中間沒有過渡性質。因為鉸接銷軸是自由狀態,可以方便更換,而與之配合的銷孔是直接加工在前車架上的,一旦出現失效則必須更換前車架總成。首先要將前車架上的部件(發動機,油箱,駕駛室,前輪,液壓系統等)全部拆下,再換上新的前車架,再進行安裝調試等,因此存在維修不便、工序繁雜、費用較高等諸多問題。結合理論與實踐,造成上述現象的最主要原因是銷孔與銷軸之間存在相對運動,所以,研究重點放在了修復銷軸與銷孔上。而城門山銅礦鉸卡的銷孔、銷軸異常磨損主要表現在前車架的上部銷孔,下部銷孔則相對變形較小。如圖1。
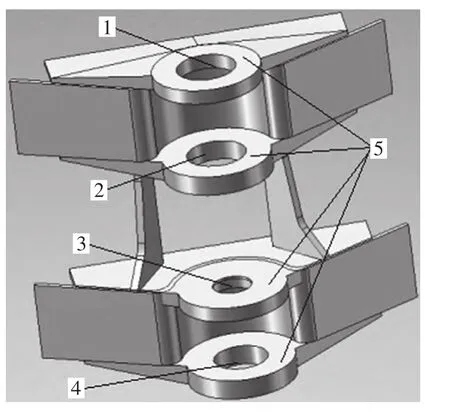
圖1 技改前銷孔示意圖
2.1.2 銷軸的失效分析
銷軸的使用性能除了受其材料的影響之外,還與表面粗糙度、硬度以及與銷套的配合公差有關,特別是與銷套的硬度配比對銷軸的耐磨性影響很大。通過研究大量工程機械用銷軸的失效得出結論,磨損是銷軸的主要失效形式,占80%左右,其次是斷裂失效。而磨損分三個階段:磨合階段,磨粒磨損階段,粘著磨損階段[5](如圖2)。

圖2 銷軸磨損階段圖
第一階段的磨合階段主要是微凸體改變自身形狀和材料的冷作硬化,該階段的磨損主要受銷軸表面粗糙度的影響。
第二階段的磨粒磨損是銷軸壽命的主要階段,磨損量小,經歷時間長,該階段的磨損主要受硬度和配合的影響,其中配合是通過影響潤滑狀態來影響磨損的,另外,表面粗糙度也會影響這一階段穩定后的配合,進而影響銷軸的磨損。
第三階段為粘著磨損,到了這一階段銷軸迅速磨損,也就意味著銷軸的壽命也將馬上終結。由此可見,為了延長銷軸的壽命,避免銷軸提前失效,對銷軸的表面粗糙度、硬度和公差配合進行精心設計十分必要。
2.2 故障原因探析
車輛在運行過程中前車架鉸接銷孔與銷軸屬于直接接觸,受扭矩、彎矩、沖擊、重心疊加等復合載荷影響處于復雜的應力狀態,中間沒有過渡性質措施,存在設計缺陷,是造成前車架鉸接銷孔與銷軸直接接觸磨損的原因。
3 采取措施及完成進度
到目前為止,前車架上部鉸接銷孔已經嚴重變形,失圓度達到1.22mm,表面光潔度超差嚴重,原上鉸接銷孔直徑?110mm,下銷孔直徑?100mm,相對整個鉸卡工作狀況顯得比較薄弱,要將其加強,解決方案就是將銷孔內鑲固定套。因為銷孔與前車架為一體,所以在固定套的選材上要考慮強化處理因素,其強度必須高于活動銷軸。

圖3 上銷軸套圖紙
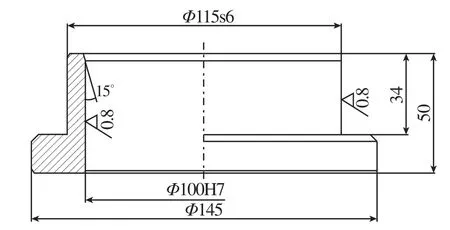
圖4 下銷軸套圖紙
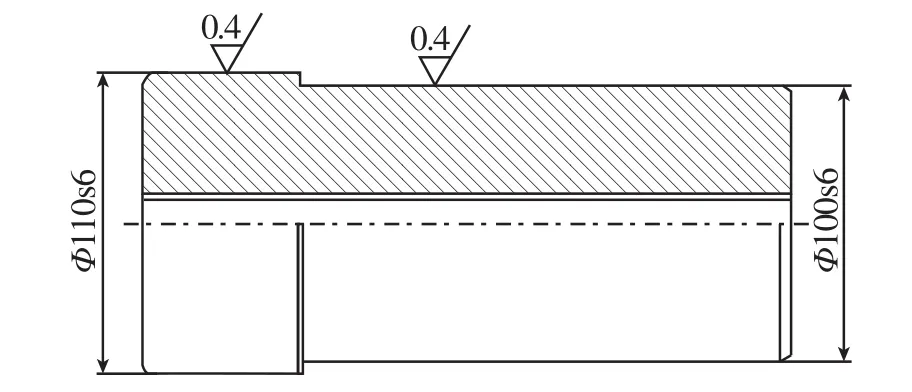
圖5 銷軸圖紙
3.1 措施一,銷軸套與銷軸的設計
設計合理的銷軸套與銷軸,避免銷軸直接磨損銷孔座,并完成圖紙繪制和加工材料的選定。針對V13#鉸接式卡車銷孔磨損情況,根據鉸接銷孔原有技術參數,結合整車性能相關要求,于2013年2月初設計繪制完成上下銷軸套與銷軸圖紙(如圖3、4、5)。根據銷軸套的相關技術參數設計繪制出銷軸的圖紙(如圖5)。
3.2 措施二,銷軸套與銷軸的材料選擇及熱處理
選材加工銷軸套和銷軸材料。銷軸的材料很多,主要根據銷軸的工作載荷、潤滑條件、對銷軸的強度和耐磨性要求、熱處理工藝等來選擇合適的材料。選定材料后,擬定其熱處理工藝。由于銷軸安裝到位后與鉸接頭沒有相對轉動,所以熱處理可采用整體正火、調質加表面淬火處理,如表2。

表2 常用幾種銷軸材料熱處理硬度對應表
銷軸的表面淬火處理采用高頻感應加熱表面淬火,其優點是:提高銷軸疲勞強度和沖擊韌性,變形小,淬火層深度易于控制,淬火時不易氧化和脫碳。淬火深度1~2mm。表面淬火后精磨外圓,提高表面光潔度,表面粗糙度不高于0.4。結合實際工況,銷軸在選材時,其強度要略低于固定套,以達到保護銷孔的目的,所以選用35CrMo作為活動銷軸的材料。根據前車架本體的材質性能和要求,選定了42CrMO鋼為銷軸套的制作材料。于2013年2月中旬加工完成銷軸套與銷軸成品(如圖6)。
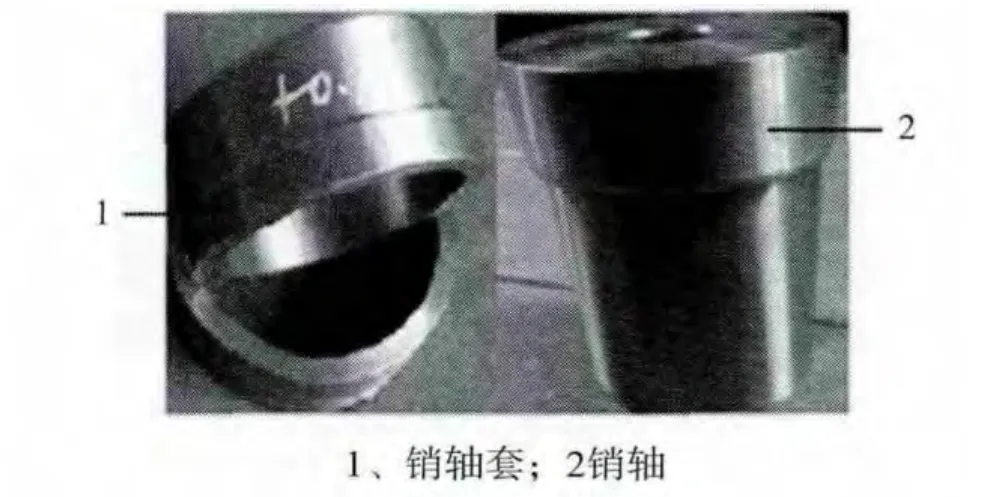
圖6 銷軸套與銷軸
3.3 措施三,銷孔的設計加工及嚴謹的鑲套
2013年2月下旬完成對V13#鉸卡前車架鉸接銷孔磨損進行鏜孔工藝處理。首先找到鉸接銷孔定位基準,找準中心,用專用鏜床將上銷孔擴孔至?125mm,下銷孔擴孔至?115mm,表面粗糙度達到1.6以上,公差等級為H7(如圖7)。

圖7 定位基準鏜孔圖
鑲套工藝:在鑲套過程中固定套內孔變形是無法避免的,所以在鑲套前內孔必須留加工余量,熱處理工藝要考慮其綜合機械性能,如韌性、硬度、耐磨性等,要進行正火、調質、淬火處理。再將用液氮冷卻的銷套裝入銷孔內,然后將銷套與銷孔本體進行焊接固定。如圖8。
圖8 鑲套工藝圖
待消除焊接應力后,再對銷套內壁進行鏜孔校準。然后用引銷將車架銷孔與鉸接后掛鉤的相對位置鎖定好,最后將液氮冷卻好的銷軸安裝到前車架銷孔中,完成銷軸安裝。如圖9。

圖9 液氮冷安裝圖
通過技改銷軸孔避免磨損,維修方便。技改后銷軸套與銷軸安裝示意圖,如圖10、11。
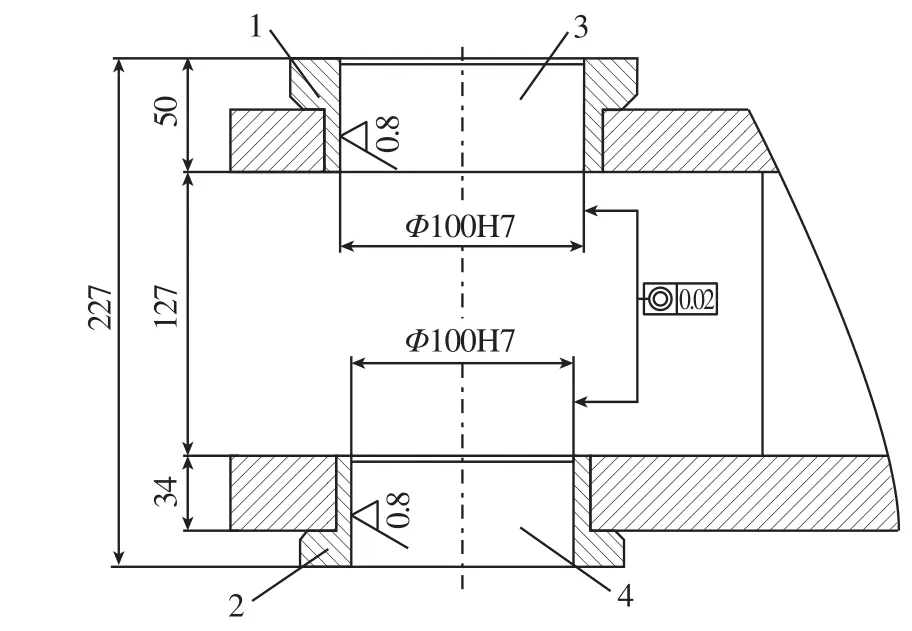
圖10 技改后銷軸套安裝示意圖

圖11 技改后銷軸安裝示意圖
4 實施效果
從2013年2月初開始對V13#鉸卡鉸接銷孔第一次技改試用,持續跟蹤4個月后未出現固定螺栓松動和任何異常現象,效果十分明顯。并逐步擴大試驗范圍,分別在V17、V8、V4、V12四臺車上試用,持續跟蹤,效果良好,再推廣到其余12臺VOLVO鉸卡車上使用,并繼續跟蹤,均未出現因前車架鉸接銷孔磨損而引發的故障,達到技改的目的。
4.1 經濟效益
因V13#鉸卡前車架鉸接銷孔磨損情況最為嚴重,如不及時技改將更換前車架總成件,以V13#鉸卡技改前后經濟效益做一個對比如下:
技改前更換前車架總成件單價436734 元,原裝銷軸單價8080元,技改前的維修次數9次,銷孔磨損維修費用23587元。
技改后前車架總成件鏜孔費用37500元。加工國產銷套2430元,加工國產銷軸4000元。
(437634+8080+23587)-(2430+4000+37500)=425371(每臺車)×17(臺車)=7231307元。
因此,技改17臺鉸卡共節約成本7231307元,降低成本,提高了效益。
4.2 社會效益
有效杜絕鉸接銷孔磨損所造成的車體分離的安全事故,為安全生產提供了可靠保障;增加了設備利用率,提高設備可開動率。通過技改廣泛運用到舉升缸、翻斗銷等銷孔上,解決銷孔所帶來的安全隱患。
5 結束語
大型礦用VOLVO A40E鉸接卡車是大型露天礦山的關鍵設備。其運行是否安全,將直接影響其生產效率、生產成本。因此,針對鉸接銷軸與銷孔之間因設計缺陷問題進行深入的探究、分析,采取技術創新手段,解決了生產上的瓶頸難題,延長了設備使用壽命[6],提高了生產效率,降低了生產成本,為確保礦山安全運行提供強有力的技術保障。
[1]朱志興. VOLVO鉸接式卡車制動異響故障的處理[J]. 銅業工程,2011(6):63-66.
[2]施柏平, 戴體強. 裝載機機架鉸接部位磨損后的間隙補償方法[J],工程機械與維修, 2006(8):144-145.
[3]李勇, 楊耀東, 馬飛. 礦用電動輪自卸車的概況及未來發展趨勢[J].礦山機械, 2010(14):52-54.
[4]谷彥中. 鉸接式裝載機鉸接部位的現場修理[J], 工程機械與維修,1994(1):34.
[5]張麗, 王國安, 蒙秋紅. 鉸接銷軸磨損失效分析及改進[J]. 失效分析與預防, 2010(15):15-16.
[6]周玉華. 730E型礦用自卸卡車輪胎移位故障處理[J]. 礦山機械,2013(11):139-140.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39