預開卷設備在螺旋縫焊管生產中的應用
2014-12-28 12:03:22王憲棟吳培龍
鋼管 2014年4期
關鍵詞:測量
楊 永,王憲棟,吳培龍
(山東勝利鋼管有限公司,山東 淄博 255082)
螺旋縫焊管生產線上,鋼卷的開卷和帶鋼“舌頭”的準備工作會占據對頭的大部分時間,目前國內生產機組大都采用剪板機切掉板頭和板尾,然后進行對頭焊接以保證螺旋縫焊管的連續生產[1-3]。但在生產過程中,往往會出現對接焊縫偏差及“月牙彎”等難以消除的問題。為了適應螺旋縫焊管行業的快速發展,山東勝利鋼管有限公司從德國全套引入預開卷設備,專門用來開卷并進行鋼卷的準備工作,以期縮短對頭時間和提高對頭焊質量。
1 預開卷設備工作原理
預開卷設備的結構如圖1所示,主要由鋼卷轉動器、鋼卷夾持裝置、鏟刀、帶鋼角度測量裝置和等離子切割裝置等部分組成。
鋼卷轉動器靠液壓系統帶動兩個液壓電動機做正向和反向旋轉,從而達到鋼卷正、反向轉動的目的。
鋼卷夾持裝置安裝在鋼卷轉動器上方,由兩個液壓油缸帶動,上下有兩個限位,可以壓下與抬起,壓下時可以保證鋼卷轉動平穩,吊運鋼卷時抬起,確保鋼卷順利吊走。
鏟刀、帶鋼角度測量裝置、夾緊機構以及切割架均固定在可移動夾持架上。可移動夾持架靠油缸作用力可以順設備方向前后及上下移動;鏟刀下部焊接8個輥子,開口部分呈楔形,可以保證鋼卷在角度很小的情況下依然能夠開卷;帶鋼角度測量裝置由4個固定氣缸帶動4個測量輥組成,每個測量輥帶有編碼器,可以測出橫向伸出長度,夾緊帶鋼時,就可以根據實際位置的不同得出測量的偏移量Y,也就是帶鋼的斜度;夾緊裝置在液壓油缸的作用下可以夾緊調整好的“舌頭”,防止位置變化;等離子切割裝置固定在切割架上,2個伺服電機分別控制切割嘴的高低及水平方向的移動,切割架的一端固定,另一端的伸出量靠1個電缸控制。
帶鋼角度測量原理如圖2所示,因為測量輥之間的距離X以及切割器行走距離X1都是固定的數值,所以編碼器測量出帶鋼的偏移量Y,即可得出切割架需要偏離的角度 α[4],tan α=Y/X=Y1/X1,由此確定切割器的行走路線Y1,使得切割后的板頭與帶鋼兩側邊成垂直關系。
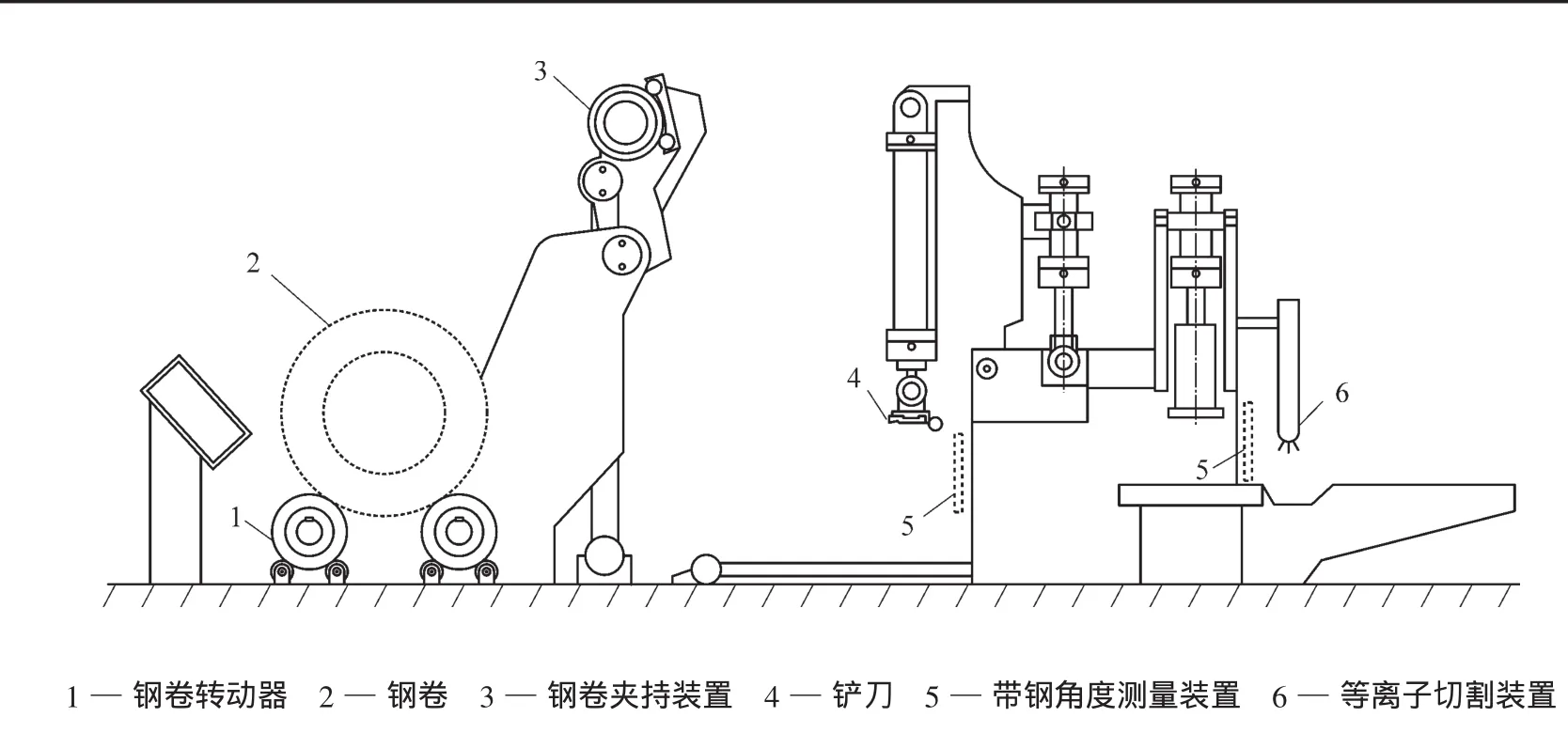
圖1 預開卷設備的結構示意
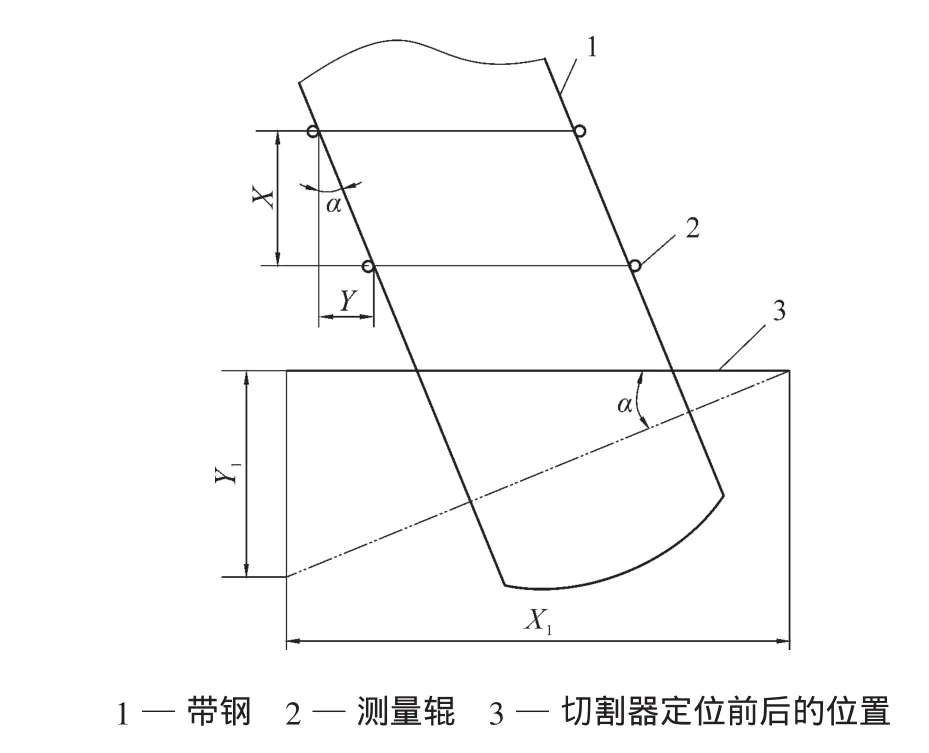
圖2 帶鋼角度測量原理示意
2 工作過程
在生產中,首先將鋼卷吊至鋼卷轉動器上,去掉包裝帶。鋼卷轉動器可以帶動鋼卷前后轉動,以此來控制“舌頭”伸出的長度。鏟刀靠油缸帶動,可以上下前后擺動來控制“舌頭”的高度,使其順利進入可移動夾持架。可移動夾持裝置可以在前后方向上橫移,并且夾緊部分可以將調整好的帶鋼“舌頭”夾緊,防止帶鋼在切割過程中的位置改變。通過測量裝置測出帶鋼“舌頭”水平方向的偏移量,然后調整等離子切割裝置的行走路線,使切割后的端面與帶鋼兩邊垂直。切割后的鋼卷靠鋼卷轉動器的轉動調整合適的“舌頭”長度,然后將鋼卷吊運至主機區附近的帶料區備用。
3 主要問題分析及解決措施
3.1 帶鋼角度測量
由于鋼卷的放置方式、帶鋼本身自帶“月牙彎”及“喇叭口”等因素的影響,有時測量出的帶鋼“舌頭”位置如圖3所示,此時測量出的Y1值控制切割架反向移動。
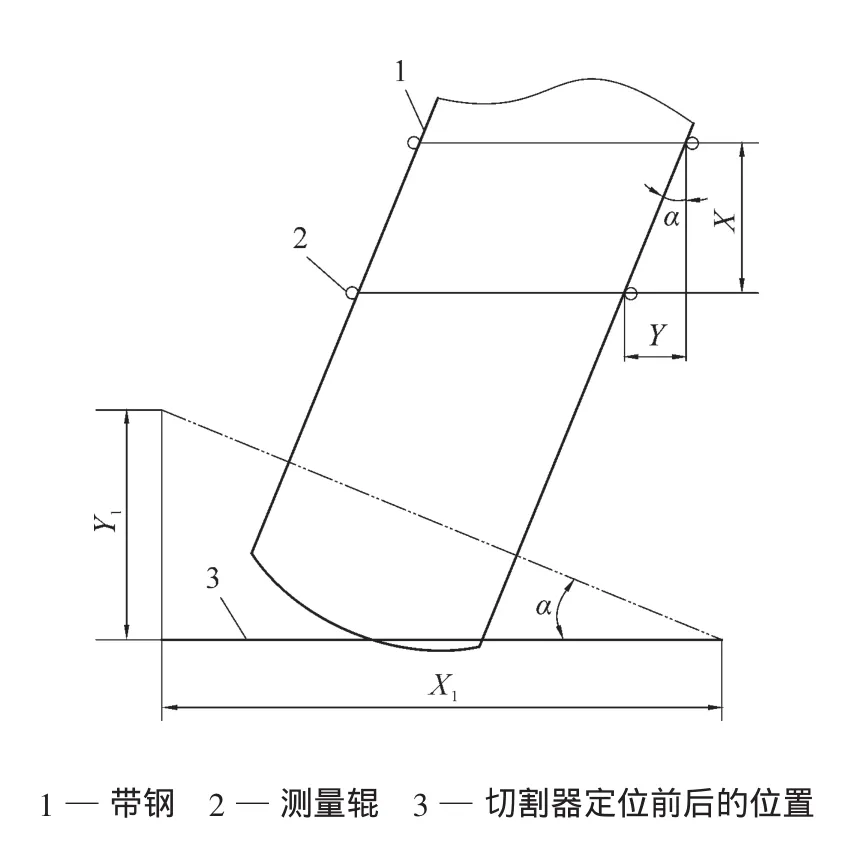
圖3 切割架反向移動時帶鋼角度測量原理示意
為了用一個數值更好地表述這兩種不同的帶鋼狀況,在程序中將切割架擺動的兩個極限之間的量程數值化,如圖4所示,這樣計算的切割器最終行程值 M 為:M=100±Y1[5]。
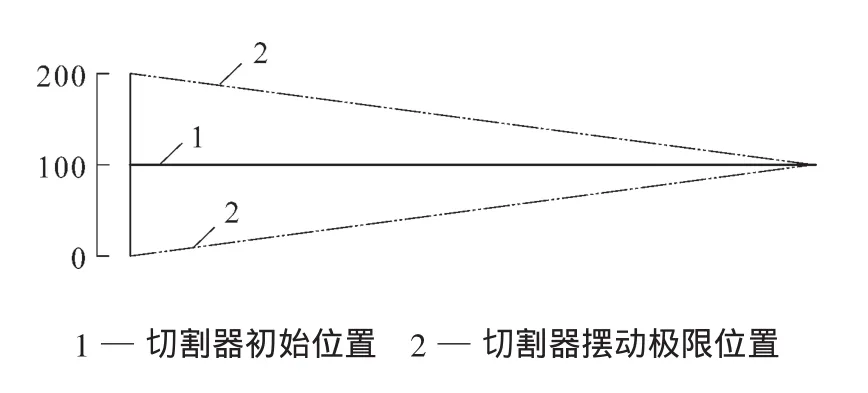
圖4 數值化的量程
當帶鋼恰好與切割器的行程方向垂直時,偏移量Y=0;當出現如圖2所示的情況時,切割架向“0”值的方向移動,移動值為負值;而當出現如圖3所示的情況時,切割架需要向“200”值的方向移動,移動值為正值[6]。
3.2 散 卷
預開卷后的鋼卷在解除外包裝后,可能會因為內應力而散開[7],尤其是在帶鋼較厚、材質較高的情況下,必須采取固定措施,防止散卷甚至傷人事故的發生。為此,專門定做了專用C型吊具。與普通吊具相比,C型吊具增加了2個用鏈條固定的“鉗子”和一套棘爪壓下系統[8]。“鉗子”用來固定板頭伸出的“舌頭”,棘爪壓下系統用來壓住鋼卷。用這種特制的吊具將打開的鋼卷放在存放鋼卷的專用支架上備用。
3.3 等離子切割
在使用等離子切割時存在的主要問題及解決措施是:①保護氣體以及切割氣體的氣壓,根據等離子切割使用說明中的比例要求,將3種氣體出口氣壓調節好。②等離子冷卻水的使用,在使用過程中要經常觀察等離子冷卻水的液位。③使用中切割嘴與帶鋼的高度以及切割速度與電流電壓之間的關系,不同的電流電壓要求的切割速度和切割嘴與帶鋼的高度也不同[9-10]。可以根據設備廠家給出的數據,在操作面板上將數據進行修改。
4 預開卷的優點
(1)采用自動測量技術,科學精確地計算出帶鋼偏移并自動找正,切出垂直于帶鋼邊緣的板頭。
(2)采用等離子切割機代替了剪板機,切割精度更高,切割質量更好,切割面更光潔,斜角極小,切口下緣不粘渣。
(3)自動化程度較高,能更好地適應國內螺旋縫焊管發展的需求。
(4)節省了對頭時間,提高了生產效率[11-12]。
5 結 論
預開卷技術應用在螺旋縫焊管的鋼卷準備階段,可大大縮短對頭時間,同時提高螺旋縫焊管用帶鋼的對頭焊質量,特別適用于大壁厚、大直徑、高鋼級螺旋縫焊管的大批量生產。
[1]王蘭英,劉錫會,孫志剛,等.螺旋焊管生產線新型開卷機的研制[J].焊管,2011,32(8):33-35.
[2] 蘇青.開卷機的設計與參數[J].設計與研究,2001(1):12-15.
[3]李鶴林.中國焊管50年[M].西安:陜西科學技術出版社,2002.
[4]成大先.機械設計手冊[M].北京:化學工業出版社,2002.
[5]寧汝新.CAD/CAM技術[M].北京:機械工業出版社,2011.
[6]陳舉慶,張景勝,李洪仁.開卷機自動對中液壓控制系統的設計分析[J].一重技術,2001(3):48-49.
[7]劉鴻文.材料力學[M].北京:高等教育出版社,2011.
[8]陸寧,樊江玲.機械原理[M].北京:清華大學出版社,2012.
[9]王慧慧.淺析數控等離子切割技術的應用[J].機械管理開發,2012(1):109-110.
[10]陳潔,鄭鵬.數控等離子切割技術及應用[J].新工藝新技術,2009(2):80-83.
[11]Zhang Guangrui,Yang Yihua,Wen Jianxin.Uncoiler indirect tensile control system research based on the active disturbances rejection controlle[C]//Proceedings 2011 International Conference on Mechatronic Science,Electric Engineering and Computer,2011.
[12]毛周團,尹志遠,王少華,等.螺旋埋弧焊管預精焊生產工藝[J].焊管,2010,33(3):52-55.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00