連軋管機輥縫調(diào)整機構(gòu)設(shè)計分析
2014-12-28 12:03:18陳碧楠
鋼管 2014年4期
金 強,覃 宣,穆 東,陳碧楠
(1.重慶賽迪冶煉裝備系統(tǒng)集成工程技術(shù)研究中心有限公司,重慶 401122;2.中冶賽迪工程技術(shù)股份有限公司,重慶 401122)
連軋管機以其優(yōu)質(zhì)、高產(chǎn)、高效率、低消耗等特點,成為世界無縫鋼管主要生產(chǎn)企業(yè)的首選機型之一。而近些年發(fā)展起來的三輥連軋管機,以其在變形應(yīng)力、軋管機結(jié)構(gòu)、軋管機剛性、負荷分配及軋輥受力等方面的優(yōu)勢,成為新建無縫鋼管生產(chǎn)線的主力機型之一[1-2]。
在連軋管機孔型的設(shè)計中,當用同一孔型軋制不同壁厚的鋼管時,理論上需要配置所有與壁厚規(guī)格對應(yīng)的芯棒。但在實際生產(chǎn)中,由于芯棒成本的原因,采取了一組芯棒軋制多種壁厚規(guī)格鋼管的方式,并輔以連軋管機的孔型調(diào)整功能,可以在合理的公差范圍內(nèi)實現(xiàn)芯棒數(shù)量的大幅度減少[3-7]。
輥縫調(diào)整機構(gòu)的設(shè)計是實現(xiàn)連軋管機組芯棒數(shù)量大幅度減少的核心技術(shù)。該機構(gòu)的各項指標是否先進,直接關(guān)系著產(chǎn)品壁厚精度高低、設(shè)備壽命長短和維護是否方便等問題。現(xiàn)有的研究多側(cè)重于對已經(jīng)出現(xiàn)的輥縫調(diào)整機構(gòu)進行定性描述,未對其各種性能進行全面研究。本文擬對3種調(diào)整方式下輥縫調(diào)整機構(gòu)的綜合性能進行分析研究。
1 連軋管機的輥縫調(diào)整方式
連軋管機經(jīng)過一百多年的發(fā)展,已經(jīng)形成了二輥和三輥連軋管機共存的局面,各自的孔型如圖1所示,分別由2個或3個軋輥構(gòu)成一個機架的孔型,軋輥與軋輥之間存在輥縫間隙,用于孔型調(diào)整和金屬流動等工藝方面的需要。相鄰機架之間錯開一定的角度,使得相鄰機架之間的輥縫和輥底相對應(yīng),鋼管經(jīng)過5~6個機架后,周向各處都得到很好的軋制,從而形成壁厚均勻的荒管。
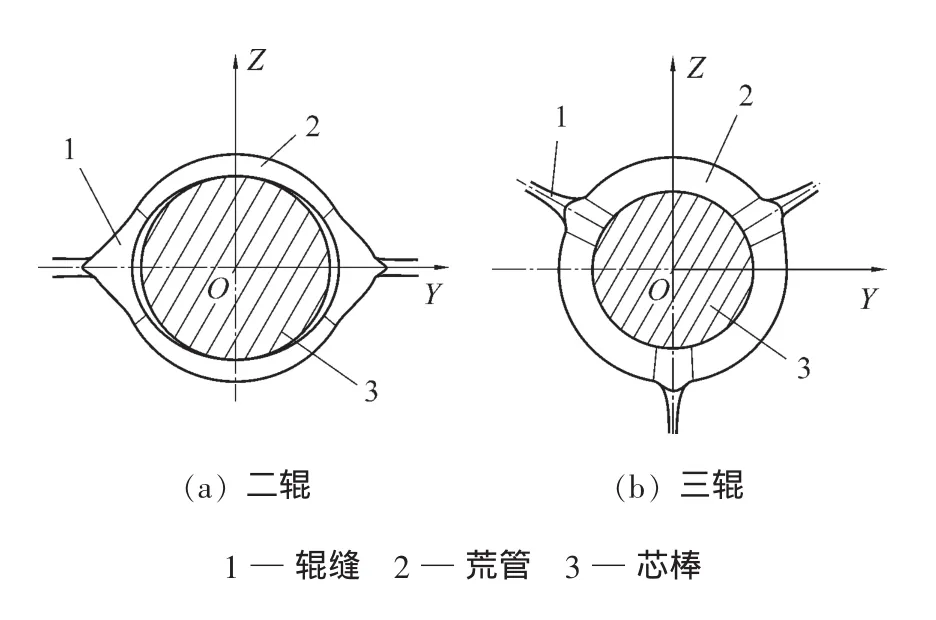
圖1 兩種典型連軋管機孔型示意
在連軋管機每個機架的基本孔型確定后,孔型的調(diào)整即通過改變輥縫的大小來實現(xiàn)。輥縫調(diào)整的本質(zhì)就是改變軋輥相對于芯棒之間的垂直距離,以實現(xiàn)不同壁厚規(guī)格鋼管的軋制。現(xiàn)有的二輥連軋管機普遍采用徑向壓下的方式調(diào)整輥縫,而在三輥連軋管機的輥縫調(diào)整機構(gòu)中,既有徑向壓下的調(diào)整方式,也有擺動壓下的調(diào)整方式。
輥縫調(diào)整機構(gòu)的功能就是改變軋輥和芯棒之間的相對位置,描述一個剛體的相對位置,需要6個自由度,即3個平動和3個轉(zhuǎn)動。軋輥裝配的6個自由度分析如圖2所示。
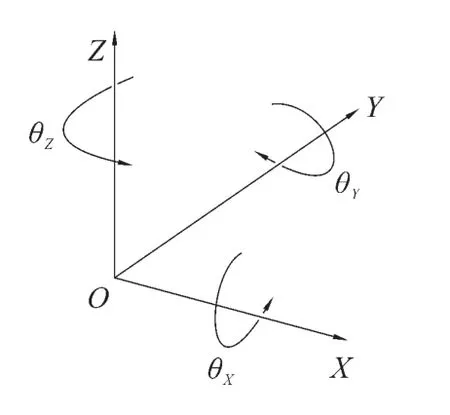
圖2 軋輥裝配的6自由度分析
將圖2坐標系與圖1中的坐標系重合,分析軋輥在上述坐標系下,沿哪個自由度調(diào)整,可以實現(xiàn)有效的輥縫調(diào)整功能。容易看出,軋輥沿X軸移動、Y軸移動、Z軸轉(zhuǎn)動(自由度),均無法實現(xiàn)輥縫調(diào)整功能,會導(dǎo)致如孔型封閉性大大降低等問題,屬于輥縫調(diào)整的無效自由度;軋輥沿Z軸移動、X軸轉(zhuǎn)動(自由度)、Y軸轉(zhuǎn)動(自由度),可以實現(xiàn)有效的輥縫調(diào)整功能。在現(xiàn)有的連軋管機輥縫調(diào)整機構(gòu)中,PQF連軋管機的側(cè)擺式輥縫調(diào)整設(shè)計采取了繞X軸轉(zhuǎn)動(自由度)的輥縫調(diào)整方式,為了降低調(diào)整誤差,采取擺動軸線遠離軋制中心線的設(shè)計;FQM連軋管機的徑向式輥縫調(diào)整設(shè)計,采取了沿Z軸移動的輥縫調(diào)整方式;本文還將介紹采取繞Y軸轉(zhuǎn)動(自由度)的方式進行輥縫調(diào)整的優(yōu)劣。三輥連軋管機3種自由度的輥縫調(diào)整方式如圖3所示。
2 各輥縫調(diào)整機構(gòu)性能分析
連軋管機配置輥縫調(diào)整機構(gòu),可以實現(xiàn)用較少芯棒軋制更多壁厚規(guī)格的鋼管,實現(xiàn)軋管機牌坊彈跳量的補償,實現(xiàn)鋼管頭尾削尖軋制等功能。其性能的好壞不但直接影響上述3個方面的功能實現(xiàn),還直接影響連軋管機出口荒管的尺寸精度[8]。以下將從調(diào)整精度、靈活性、耐用性、使用維護的方便性等方面對輥縫調(diào)整機構(gòu)的性能優(yōu)劣進行研究。
2.1 對荒管壁厚精度的影響
上述3種輥縫調(diào)整方式中,徑向式和順擺式輥縫調(diào)整具有類似的特點,其在輥縫調(diào)整過程中,圓心僅在孔型面內(nèi)的一個方向產(chǎn)生偏心距,且在調(diào)整后每個軋輥對應(yīng)的孔型仍是對稱的;而側(cè)擺式輥縫調(diào)整中的圓心在垂直和水平方向均發(fā)生位移,且孔型在調(diào)整后每個軋輥對應(yīng)的孔型由原來的對稱變?yōu)椴粚ΨQ的結(jié)構(gòu)。雖然這3種輥縫調(diào)整方式中孔型偏心的方向不同,但不論采用哪種方式調(diào)整孔型后,其頂部與輥縫處到芯棒表面垂直距離的變化都是不一致的,輥縫調(diào)整都會增大軋件的壁厚偏差;因此,輥縫調(diào)整值是受到限制的,否則會出現(xiàn)壁厚精度超差的問題。
文獻[9]對比了側(cè)擺式和徑向式兩種輥縫調(diào)整方式帶來的調(diào)整誤差區(qū)別,如圖4所示,當側(cè)擺式軋輥壓下值為2.5 mm時,通過計算可知:B點和C點位移后與芯棒的距離變化值分別為5.778 9 mm和5.772 4 mm。徑向式輥縫調(diào)整方式中,當軋輥徑向壓下2.5 mm且B、C點與芯棒表面的垂直距離變?yōu)?.75 mm時,比側(cè)擺式分別少移動了0.028 9 mm和0.022 4 mm;將這2個數(shù)值與徑向調(diào)整的目標值5.75 mm相比,得到的位移偏差分別為0.503%和0.389%;如果將該偏差視為鋼管的壁厚偏差,則可以認為徑向式輥縫調(diào)整方式中,鋼管的壁厚精度比側(cè)擺式輥縫調(diào)整方式高,但差值較小[9-10]。順擺式與徑向式輥縫調(diào)整方式的調(diào)整誤差原理相似。
2.2 機構(gòu)靈敏性分析
在正常軋制過程中,軋輥主要承受3種類型的力:一是為了克服金屬變形而產(chǎn)生的軋制力T軋,二是由于限動軋制工藝所產(chǎn)生單輥限動力F限,三是由于可能的來料壁厚不均或者輥縫不對稱產(chǎn)生的沿軋輥軸線方向的軸向力F軸。
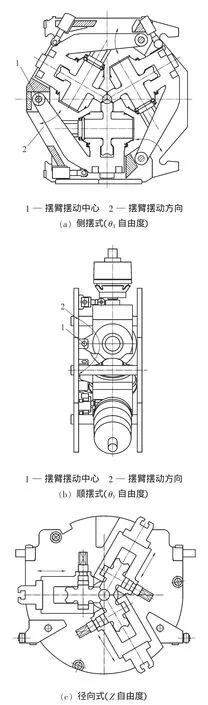
圖3 三輥連軋管機3種自由度的輥縫調(diào)整方式示意
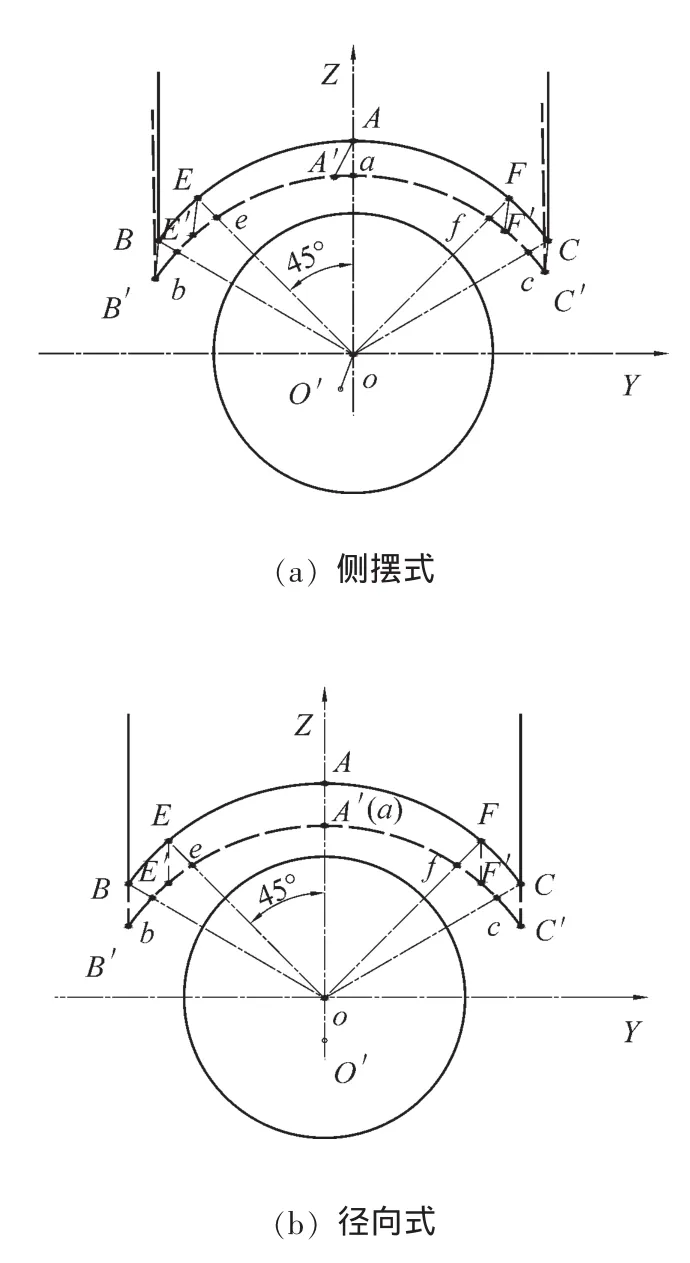
圖4 三輥連軋管機輥縫調(diào)整示意
根據(jù)力學(xué)原理,得出3種輥縫調(diào)整機構(gòu)的力學(xué)平衡方程如下。
1) 側(cè)擺式

式中T壓——壓下缸的壓靠力,kN;
μ——摩擦因數(shù);
n——擺動式輥縫調(diào)整機構(gòu)銷軸轉(zhuǎn)動摩擦副半徑,mm;
L——擺動式輥縫調(diào)整機構(gòu)的轉(zhuǎn)動中心到孔
型中心的垂直距離,mm。
由于 n<<L,因此可化簡公式(1)得:T壓=T軋+μF限,由此可知,側(cè)擺式輥縫調(diào)整機構(gòu)在運動中,壓下缸除了需要克服軋制力外,還需要克服限動力導(dǎo)致的摩擦阻力。
2) 順擺式

式中m——孔型中心面到順擺式擺動中心線的垂
直距離,mm。
由于 n<<m,因此可化簡公式(2)得:T壓=T軋,由此可知,順擺式輥縫調(diào)整機構(gòu)中,壓下缸只需要克服鋼管變形所產(chǎn)生的軋制力。
3) 徑向式

式中F合——徑向壓下式滑動副接觸表面的正壓力,kN。
一般情況下,F(xiàn)合∧F限+F軸;但在導(dǎo)向不好、偏載嚴重的情況下,F(xiàn)合>>F限+F軸,從而大幅度降低了導(dǎo)向機構(gòu)的靈活性,出現(xiàn)卡阻的情況。
為了進一步分析上述3種輥縫調(diào)整機構(gòu)的動態(tài)性能,利用多體動力學(xué)分析軟件對其動態(tài)響應(yīng)進行了分析。圖5所示為軋制狀態(tài)下上述3種輥縫調(diào)整機構(gòu)的動力學(xué)仿真模型;圖6所示為在3種模型上施加的沿鋼管徑向的沖擊力隨時間的變化曲線;圖7所示為3種輥縫調(diào)整機構(gòu)對沖擊的響應(yīng)曲線。
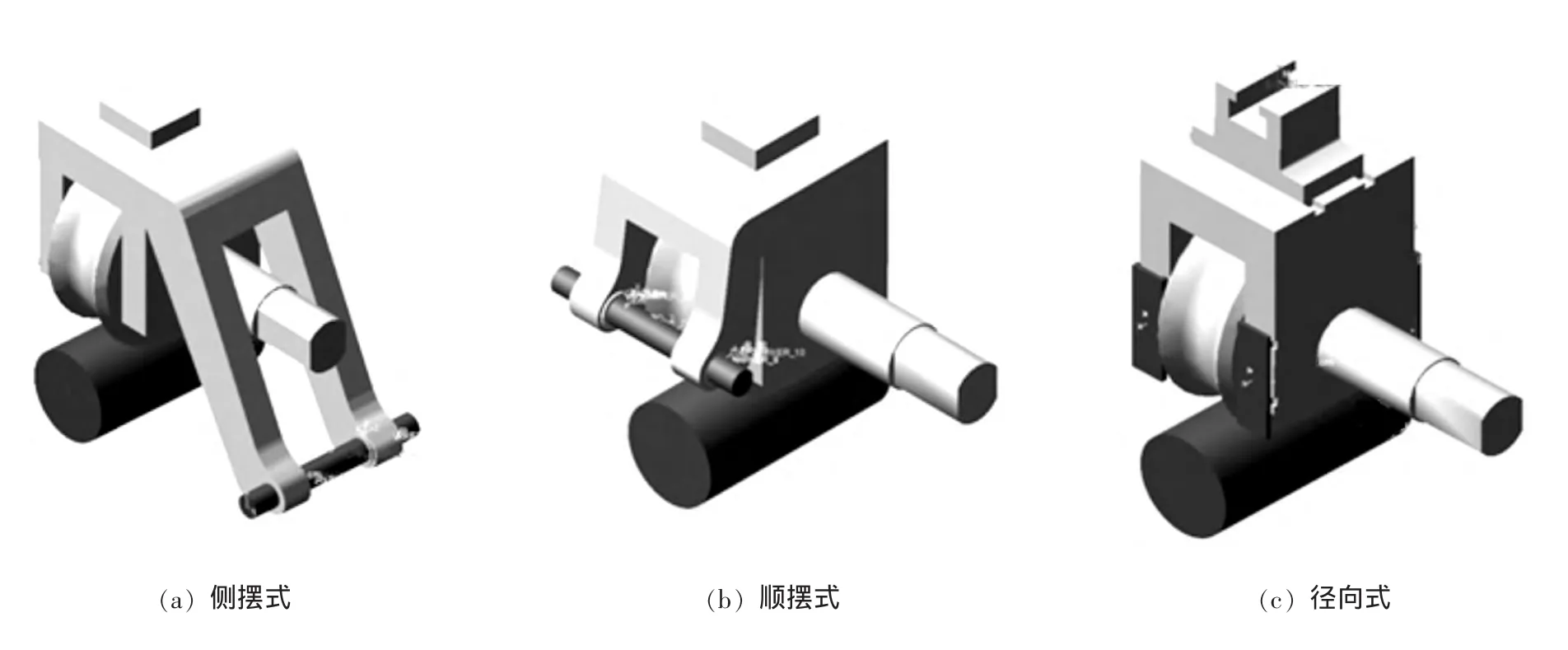
圖5 軋制狀態(tài)下3種輥縫調(diào)整機構(gòu)的動力學(xué)仿真模型
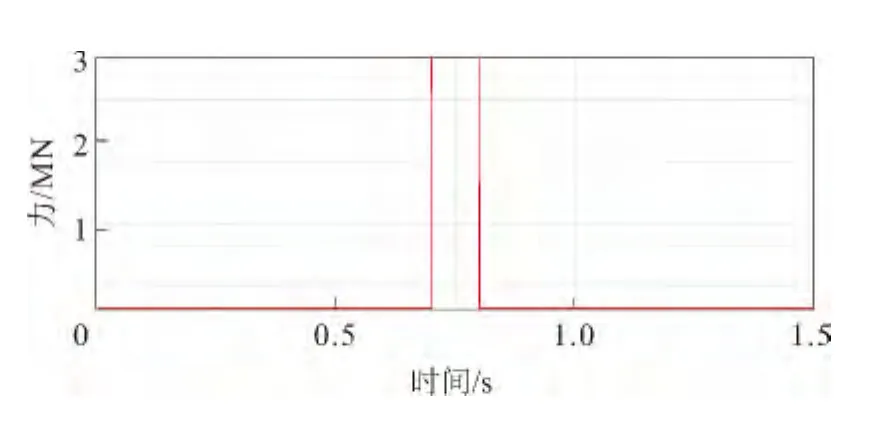
圖6 在3種模型上施加的沿鋼管徑向的沖擊力隨時間的變化曲線
從圖7可以看出:遇到?jīng)_擊載荷時,側(cè)擺式和順擺式波動的時間較長,時間持續(xù)到1.3 s左右;而徑向式波動時間較短,時間持續(xù)到1.1 s左右,力值即達到平衡。由此可知:順擺式和側(cè)擺式輥縫調(diào)整機構(gòu)在動態(tài)輥縫調(diào)整過程中,遇到的阻力較小,系統(tǒng)阻尼也較小,系統(tǒng)較為靈活,動態(tài)響應(yīng)可以更快,這對于提高連軋管機的動態(tài)響應(yīng)特性是有利的;而徑向式輥縫調(diào)整機構(gòu)的系統(tǒng)阻尼大,動態(tài)響應(yīng)特性較差,不利于保證連軋管機的高速度和高精度。從圖7還可以看出:在相同的條件下(載荷相同、接觸條件相同等),側(cè)擺式和徑向式產(chǎn)生的沖擊力比順擺式的大,尤其是徑向式輥縫調(diào)整機構(gòu),其最大沖擊力甚至達到輸入載荷的2倍多,說明徑向式輥縫調(diào)整機構(gòu)系統(tǒng)的載荷放大系數(shù)較大,系統(tǒng)穩(wěn)定性較差。
2.3 機構(gòu)耐用性分析
在輥縫調(diào)整機構(gòu)的磨損量方面,對于擺臂式(側(cè)擺式或者順擺式),由于擺臂在設(shè)計時進行了特殊考慮,一般都設(shè)計得較長,因此輥縫調(diào)整的位移量轉(zhuǎn)化到轉(zhuǎn)軸處,只有微小的轉(zhuǎn)動。以某廠的側(cè)擺式軋管機為例(擺臂長度650 mm),若輥縫調(diào)整2 mm,擺臂只轉(zhuǎn)動0.17°;而連軋管機的輥縫調(diào)整量一般也只有±2 mm左右,由此可見,擺臂式輥縫調(diào)整機構(gòu)的磨損量非常小,可以長時間保持較高的精度,這對于提高產(chǎn)品質(zhì)量的穩(wěn)定性具有重要意義[11]。
對于徑向式輥縫調(diào)整機構(gòu),其導(dǎo)向機構(gòu)為矩形滑動導(dǎo)軌。雖然滑動導(dǎo)軌結(jié)構(gòu)簡單,承載能力和接觸剛度高,阻尼大和抗振性好,但起動摩擦力大,低速運動時易爬行,兩導(dǎo)軌面間的摩擦是滑動摩擦,接觸面大,導(dǎo)軌表面易磨損,且磨損后間隙不可調(diào),導(dǎo)向精度較差且不穩(wěn)定,這對于產(chǎn)品質(zhì)量的穩(wěn)定性是一個非常不利的影響因素[12]。
2.4 機構(gòu)拆裝難易分析
當軋輥磨損量過大,或者更換軋管機軋制產(chǎn)品規(guī)格的時候,需要對軋輥進行更換。上述3種輥縫調(diào)整機構(gòu)中,由于軋輥裝配被不同的機構(gòu)限制,因此具體拆裝方式也區(qū)別較大。
側(cè)擺式軋制機架更換軋輥裝配模擬如圖8所示。從圖8中可以看出:拆裝前,需要先將其中唯一個可以完全擺出的擺臂擺開,拆除其上的軋輥裝配,讓出空間;然后再通過微調(diào)的方式,拆除另外兩個無法完全擺出的擺臂上的軋輥裝配,由于空間有限,拆裝過程較為麻煩。
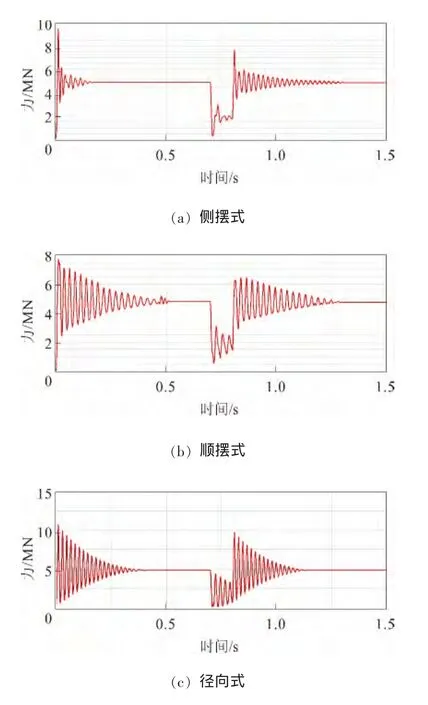
圖7 3種輥縫調(diào)整機構(gòu)對沖擊的響應(yīng)曲線
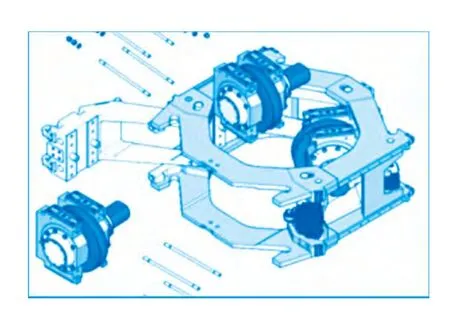
圖8 側(cè)擺式軋制機架更換軋輥裝配模擬示意
順擺式的軋輥裝配拆裝過程需要先將軋制機架拆開,然后拆除軋輥裝配,拆裝過程較為復(fù)雜。
徑向式軋制機架的軋輥裝配由于直接卡在機架上面的導(dǎo)向槽內(nèi),因此拆裝較為容易,可以通過行車將各個軋輥裝配直接抽出,抽出順序無先后要求,彼此互不干擾。
2.5 軋卡故障處理分析
常見的三輥連軋管機軋卡堆鋼事故如圖9所示,由于金屬流動受阻,鋼首先堆積在空間相對狹小的設(shè)備孔洞中,形成類似手風琴的堆鋼形貌。對于此類軋卡故障處理,不同的換輥方式有不同的處理辦法。換輥方式主要有側(cè)向換輥和軸向換輥兩種方式,表1是3種輥縫調(diào)整機構(gòu)不同換輥方式軋卡故障處理對比。

圖9 三輥連軋管機軋卡堆鋼事故
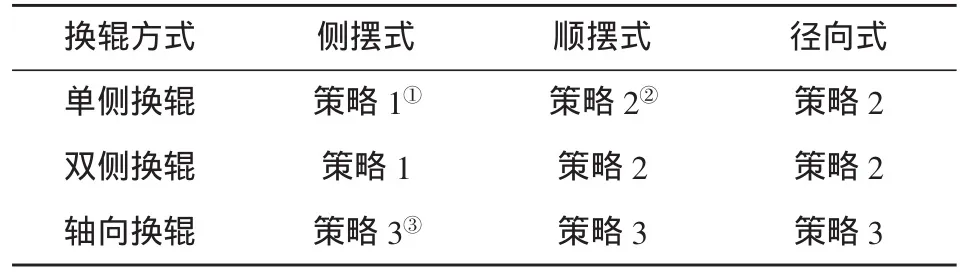
表1 3種輥縫調(diào)整機構(gòu)不同換輥方式軋卡故障處理對比
由表1可以看出:3種輥縫調(diào)整機構(gòu)均有合適的解決方案來處理軋卡事故,其難易程度大體相當,均需要較長處理時間。相對來說,側(cè)擺式可以在線處理故障,但是當故障點較大時,由于無法將芯棒和故障管拉出連軋管機處理,在有限的空間內(nèi)進行切割作業(yè),也相當費事。
三輥連軋管機的3種輥縫調(diào)整機構(gòu)的性能對比及應(yīng)用情況見表2。

表2 三輥連軋管機3種輥縫調(diào)整機構(gòu)的性能對比及應(yīng)用情況
3 結(jié) 論
(1)順擺式和徑向式輥縫調(diào)整機構(gòu)的理論輥縫調(diào)整精度較高,高于側(cè)擺式,但由于輥縫調(diào)整量不大,因此這種精度差別不大,均在合理的范圍內(nèi)。
(2)從動態(tài)特性來推斷,順擺式的動態(tài)特性最好。順擺式對沖擊的響應(yīng)時間和側(cè)擺式基本相同,靈敏性都高于徑向式;而順擺式?jīng)_擊放大系數(shù)低于側(cè)擺式,徑向式的沖擊放大系數(shù)最高。良好的動態(tài)特性對削尖軋制等實時調(diào)整功能的實現(xiàn)較為有利。
(3)由于徑向式輥縫調(diào)整機構(gòu)在拆裝時容易損傷導(dǎo)向滑軌,動態(tài)放大特性較差導(dǎo)致滑軌表面應(yīng)力增大,磨損使得軋輥裝配導(dǎo)向精度降低,因此徑向式輥縫調(diào)整機構(gòu)精度較難保證。
(4)徑向式輥縫調(diào)整機構(gòu)在軋制機架拆裝、機加工、校準等方面,具有明顯優(yōu)勢。由于側(cè)擺式和順擺式輥縫調(diào)整機構(gòu)中擺臂的存在,增加了其制造和使用維護成本。
(5)側(cè)擺式輥縫調(diào)整機構(gòu)最先被發(fā)明,市場占有率也最高。順擺式尚未應(yīng)用在連軋管機輥縫調(diào)整機構(gòu)方面,能否被市場接受,還有待檢驗。
[1] 金茹崧.PQF 的 17 年[J].鋼管,2009,38(1):36-40.
[2]李安全.Φ159 mm FQM三輥連軋管機組主要設(shè)備特點[J].鋼管,2007,36(6):32-36.
[3]彭龍洲,呂慶功,付國忠.限動芯棒連軋管機芯棒直徑系列的設(shè)計方法[J].軋鋼,2003,20(5):10-13.
[4]李曉,喬愛云,趙少林.限動芯棒使用工藝方案研究[J].軋鋼,2005,22(1):17-18.
[5]張琳,鐘錫漢.連軋管孔型系的輥縫調(diào)節(jié)量[J].鋼管,2001,30(6):24-27.
[6]趙曉琳.限動芯棒連軋管機基本軋制工藝參數(shù)計算[J].鋼管,1999,28(4):6-8.
[7]李國禎.現(xiàn)代鋼管軋制與工具設(shè)計原理[M].北京:冶金工業(yè)出版社,2006:181.
[8]張琰,夏洪斌,陳江林.削尖軋制技術(shù)在Φ159 mm FQM連軋管機上的開發(fā)和應(yīng)用[J].鋼管,2010,39(6):31-34.
[9]李群,安野,魏建,等.關(guān)于三輥連軋管機孔型調(diào)節(jié)方法的討論[J].鋼管,2010,39(5):62-65.
[10]王先進,徐樹成.鋼管連軋理論[M].北京:機械工業(yè)出版社,2005.
[11]陳勇,李道剛,孫玉成.PQF連軋管機軋制中心線的檢測與校正[J].鋼管,2011,40(3):50-52.
[12]宋樹藩,譯.矩形滑動導(dǎo)軌與直線導(dǎo)軌的比較[J].世界制造技術(shù)與裝備市場,1999(4):26-29.