AP1000核電站用大直徑薄壁SA106B無縫鋼管的研制*
2014-12-28 12:03:18郭元蓉胡茂會
鋼管 2014年4期
關鍵詞:工藝
郭元蓉,胡 鉑,胡茂會,劉 昊
(攀鋼集團成都鋼釩有限公司,四川 成都 610303)
目前我國核電建設已從起步階段進入快速發展階段,為促進核電事業的發展以及“統一發展技術路線”,我國從美國西屋公司引進了AP1000第三代壓水堆核電技術作為未來核電站建設首選的主導技術。AP1000核電技術作為我國自主化依托項目,其設備的國產化工作是我國核電自主化發展的關鍵和批量化建設的前提。實現AP1000核電站用無縫鋼管的國產化對推動國內核電管道產業化,擴大國內核電站建設產業鏈,促進我國經濟的可持續發展具有重要意義[1-2]。
攀鋼集團成都鋼釩有限公司(簡稱攀成鋼)自2008年起,先后完成了第二代改進型核電站(CPR1000)常規島、核島用管的國產化研究,是目前國內為數不多的具備生產核級碳鋼、合金鋼無縫鋼管生產資質的鋼管生產企業之一[3-4]。本文重點介紹攀成鋼研發1 250 MW AP1000核電站核島蒸汽發生器系統用大直徑薄壁(Ф610 mm×9.53 mm)SA106B無縫鋼管的性能特點及生產工藝。
1 性能特點
AP1000是美國西屋公司在AP600的基礎上開發,并采用非能動安全系統的第三代壓水堆核電技術,其核電廠的標準設計按照美國ASME、ASTM規范選擇管道材料[5-7]。碳鋼選擇SA106B作為主要材料,對管道材料也提出了更高要求,要求生產的無縫鋼管不僅要滿足《ASME鍋爐及壓力容器規范國際性規范Ⅱ材料A篇鐵基材料》[8]的基本相關規定,而且還要滿足《ASME核電規范與標準BPVC-Ⅲ核設施部件建造規則NCA分卷第1冊和第2冊的總要求》[9]的特殊要求,其性能特點為:①SA106B鋼在滿足各元素化學成分要求的基礎上增加了碳當量的要求;②力學性能除常溫性能外,明確了300℃高溫拉伸性能和-13℃低溫沖擊韌性指標;③規定了嚴格的非金屬夾雜物級別,要求A類≤1.5級、B類≤1.5級、C類≤1.0級、D類≤1.0級;④鋼管表面質量要求嚴格,需進行磁粉探傷檢驗,且滿足JB/T 4730.4標準[10]II級質量要求;⑤鋼管須按ASME規范進行縱、橫向5%壁厚刻槽深度的超聲波探傷檢驗;⑥鋼管尺寸精度要求高,Φ406.4 mm(16 in)以上的大直徑鋼管外徑允許偏差-0.8~+3.2 mm,且鋼管壁厚偏差必須控制在嚴于標準的范圍內(如-6%S~+10%S,S指鋼管的公稱壁厚),才能保證鋼管質量滿足標準要求。
2 生產工藝
2.1 工藝流程
通過分析AP1000機組核電站用大直徑薄壁SA106B無縫鋼管的質量要求,提出了以下生產工藝方案:控制產品化學成分和鋼質純凈度,保證產品高溫力學性能、低溫沖擊韌性和冶金質量;按大直徑薄壁規格特點優化軋管工藝,同時采取特殊的精整技術,保證鋼管尺寸精度和表面質量。按此思路設計的基本生產工藝流程:冶煉+精煉→連軋管機組軋管→擴管→液壓精拔→熱處理→表面精整→水壓試驗→無損檢測→尺寸檢查→成品包裝。
2.2 關鍵技術
2.2.1 化學成分設計
降低產品有害元素P、S含量,提高產品高溫拉伸性能和低溫沖擊韌性指標;設計合理的C、Mn含量,保證低溫沖擊韌性、高溫強度指標,滿足產品的碳當量要求。
2.2.2 冶煉工藝
針對核電用SA106B鋼低氣體、低夾雜的要求,采用“電弧爐/轉爐冶煉+LF精煉+VD真空精煉”的冶煉工藝,保證鋼質純凈度;連鑄采用全保護澆鑄,防止鋼水二次氧化,并控制適當的鑄坯拉速,減少鑄坯裂紋,避免鑄坯軋管后形成外折缺陷。
2.2.3 制管工藝
根據鋼管外徑大、壁厚薄、尺寸精度高的特點,設計了“鋼坯→MPM軋管→拉拔式擴管→精密液壓拔管機拔制”的制管工藝。實際生產時要求鋼坯加熱均勻、軋管工具質量及潤滑良好,防止因加熱不均導致鋼管壁厚不均,潤滑不良導致鋼管表面產生缺陷;針對熱擴工序因二次加熱產生的氧化鐵皮經擴管后脫落嵌入鋼管內壁并形成凹坑的問題,采取內外表面整體修磨的精整措施,清除氧化皮、劃傷以及內麻坑等缺陷,為后續精拔創造條件;精拔前對管坯進行酸洗潤滑,確保管坯表面質量滿足拔制條件,選配合適的模具尺寸,并控制適當的拔制速度,保證拔制過程平穩進行,確保精拔后的鋼管尺寸滿足產品精度要求[11]。
2.2.4 熱處理工藝
由于大直徑薄壁鋼管的徑壁比(D/S)大,正火處理后管體變形容易導致鋼管尺寸超差,因此設計了“先正火,再精拔,成品去應力退火”的熱處理工藝。正火處理以細化晶粒為目的,采用較低的正火加熱溫度;去應力退火采用適當的保溫時間保證組織完全回復與再結晶[12]。該工藝不僅確保了SA106B無縫鋼管的高溫強度和低溫沖擊韌性指標,又能夠有效地解決正火處理變形所致的尺寸超差問題。
3 產品性能檢驗結果
按ASME規范要求,對采用上述工藝生產的AP1000核電站核島蒸汽發生器系統用Ф610 mm×9.53 mm SA106B無縫鋼管,進行了化學成分、拉伸性能、沖擊性能、金相組織及非金屬夾雜物級別、幾何尺寸等項目檢驗。
SA106B鋼的化學成分按設計控制,滿足標準要求,其中影響性能的主要元素w(C)≤0.20%、w(Mn)≥0.65%、w(Mn)/w(C)值合理,有害元素的含量控制在很低范圍,w(S)0.002%~0.006%,w(P)0.006%~0.011%,充分保證產品性能和碳當量要求。
Ф610 mm×9.53 mm SA106B無縫鋼管的常溫拉伸性能、低溫沖擊韌性、高溫瞬時拉伸性能見表1~2,非金屬夾雜物、金相組織及晶粒度檢驗結果見表3,金相組織如圖1所示,成品幾何尺寸檢測結果見表4。
以上檢測的數據表明:研制的大直徑薄壁Ф610 mm×9.53 mm SA106B無縫鋼管的幾何尺寸、化學成分、常溫(高溫)拉伸性能、沖擊韌性和夾雜物級別等完全滿足AP1000核電站核島蒸汽發生器系統用管的設計要求,且優于標準水平。

表1 Ф610 mm×9.53 mm SA106B無縫鋼管的常溫拉伸性能、低溫沖擊性能
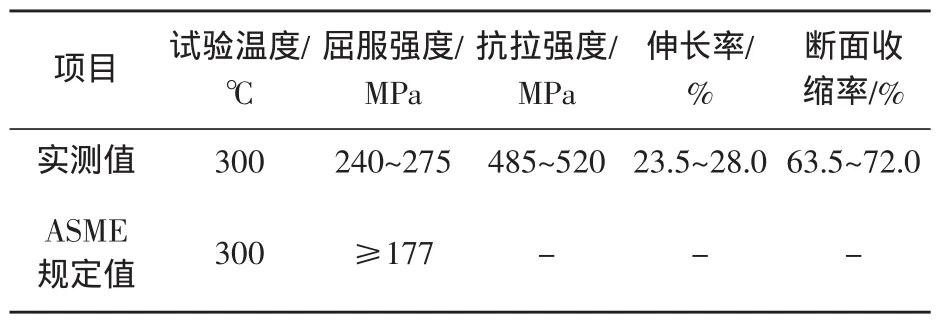
表2 Ф610 mm×9.53 mm SA106B無縫鋼管的高溫瞬時拉伸性能
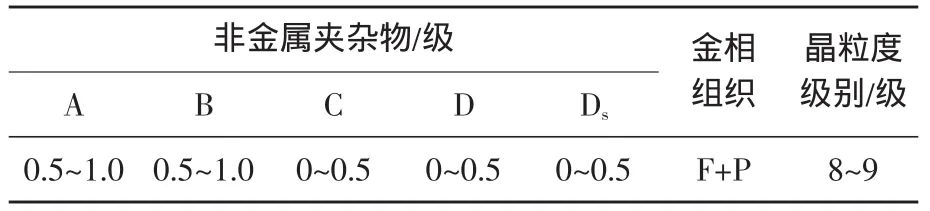
表3 Ф610 mm×9.53 mm SA106B無縫鋼管的夾雜物、金相組織及晶粒度
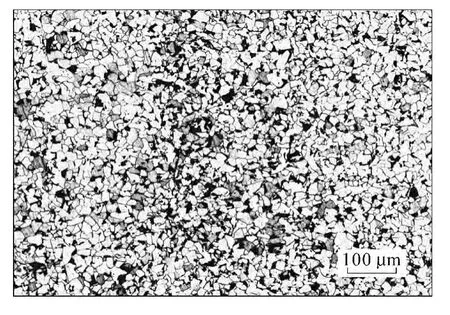
圖1 Ф610 mm×9.53 mm SA106B無縫鋼管金相組織
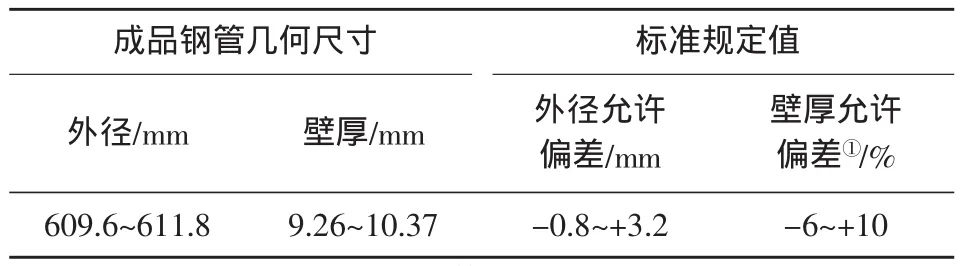
表4 Ф610 mm×9.53 mm SA106B無縫鋼管成品幾何尺寸
4 結 語
研制的AP1000核電站核島蒸汽發生器系統用大直徑薄壁SA106B無縫鋼管,其化學成分設計合理,所制定的鋼坯冶煉工藝、鋼管成型工藝、熱處理工藝能夠保證產品的各項指標達到技術規范要求,性能穩定可靠,可批量生產。
目前,此SA106B無縫鋼管已應用于我國在建的三門和海陽AP1000核電站的1、2號機組,其生產工藝技術達到同類產品國際先進水平,具有較大的推廣應用價值。
[1]成海濤,郭元蓉.核電用管現狀及國產化進展[J].鋼管,2008,37(4):1-5.
[2]郭元蓉,劉昊,胡鉑,等.壓水堆核電站用無縫鋼管P280GH 的研制[J].鋼管,2011,40(1):24-28.
[3]曾禮.攀鋼集團成都鋼鐵有限責任公司“核電站常規島用無縫鋼管國產化研究”項目通過省級鑒定[J].鋼管,2009,38(2):5.
[4]童宗圣.攀鋼集團成都鋼釩有限公司“核電站核島用無縫鋼管”等多項新產品通過省級鑒定[J].鋼管,2011,40(2):23.
[5]美國機械工程師學會.ASME SA 106—2010高溫用無縫碳鋼公稱管[S].2010.
[6]吳家凱,陳娟.AP1000核電站常規島主要熱力管道材料選擇[J].廣東電力,2010(2):75-79.
[7]石英,苗卉.AP1000常規島熱力系統管道國產化替代研究[J].核科學與工程,2010(S1):162-167.
[8]ASME鍋爐及壓力容器委員會.ASME鍋爐及壓力容器規范國際性規范Ⅱ材料A篇鐵基材料[S].北京:中國石化出版社,2010.
[9]上海發電設備成套設計研究院,上海核電工程研究設計院.ASME核電規范與標準BPVC-Ⅲ核設施部件建造規則NCA分卷第1冊和第2冊的總要求[M].上海:上海科學技術文獻出版社,2004.
[10]全國鍋爐壓力容器標準化委員會.JB/T 4730.4—2005承壓設備無損檢測第4部分:磁粉檢測[S].北京:機械工業出版社,2005.
[11]陸峰.精密冷拔機用模具的選材及熱處理[J].煤炭技術,2003(8):24-25.
[12]王笑天.金屬材料學[M].北京:機械工業出版社,1996.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52