國內SEW油套管開發現狀
2014-12-28 12:03:14畢宗岳趙建龍辛紅艷
鋼管 2014年4期
王 軍 ,畢宗岳 , ,韋 奉 , ,張 峰 , ,趙建龍 ,辛紅艷
(1.國家石油天然氣管材工程技術研究中心,陜西 寶雞 721008;2.寶雞石油鋼管有限責任公司,陜西 寶雞 721008)
油套管除采用無縫鋼管外,還可采用高頻電阻焊(HFW)管或高頻焊熱軋(Hot Stretch-reducing Electric Welded,簡稱 SEW)管[1-3]。
HFW鋼管采用控軋控冷(TMCP)熱軋卷板為原料,并經擠壓成型完成管坯HFW焊接,隨后再進行焊縫退火處理和全管熱處理。采用該工藝生產的套管具有管材韌性好、尺寸精度及抗擠強度高等優點,但焊縫的組織、性能與母材相比存在較大差異,溝槽敏感性較高[4]。
SEW鋼管采用HFW焊接、熱張力減徑及全管熱處理工藝進行制管,由于所用卷板系低碳微合金化鋼經TMCP軋制而成,具有良好的強韌性及較高的尺寸精度;同時焊管經熱張力減徑,一方面實現了同一管坯改變規格的連續、高效生產,另一方面優化了焊縫的組織及性能[5-6]。
焊接石油套管(包括HFW和SEW焊管)在國外(如美國、德國、日本、韓國等)得到了較為廣泛的應用,現國內油田也在逐步推廣使用,但用量不足10%[7],且主要用于表層套管。
1 SEW工藝介紹
與其他焊接方法相比,HFW焊管焊縫無金屬填充物,焊縫性能取決于焊接及后續熱處理工藝。SEW工藝將HFW焊接、熱張力減徑和全管熱處理技術進行組合,即對TMCP熱軋卷板進行HFW焊接,HFW焊接管坯經中頻感應加熱快速升溫(20~50℃/s)到奧氏體相變溫度Ac3(900~1 100℃)以上,再經多架軋輥機組減徑到需要的規格,使全管(母材+焊縫)發生形變熱處理。該技術的應用不僅有助于擴大HFW焊管產品的種類和規格,而且改善了焊縫的組織和性能。
鋼管熱張力減徑過程中發生復雜的三維變形,故采用等效應變εry代替實際應變。等效應變εry用公式(1)進行計算:
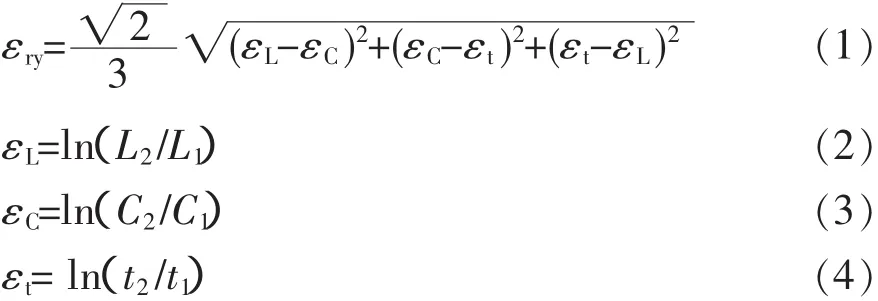
式中 εL、εC、εt—— 分別代表鋼管軸向(L)、周向(C)和徑向(t)的真應變;
L1、L2—— 分別為變形前后鋼管的長度,mm;
C1、C2——分別為變形前后鋼管的斷面平均周長,mm;
t1、t2—— 分別為變形前后鋼管的壁厚,mm。
當規格為Φ193.7 mm的HFW母管熱張力減徑為Φ60.3~177.8 mm的管坯時,其等效應變εry僅為0.16~0.96,可見熱張力減徑的累積變形量很小,所以通過熱張力減徑難以達到理想的組織、性能要求,需經后續全管熱處理提升鋼管性能。
2 API套管和油管
API Spec 5CT標準[8]對J55鋼級套管熱處理工藝無強制要求,各制造廠可以根據用戶需求采用不同的熱處理工藝。SEW J55套管經熱張力減徑處理,其力學性能雖滿足API Spec 5CT標準要求,但管材強度和焊縫沖擊韌性較低。開發了焊管經熱張力減徑處理工藝后,以較快冷卻速度(水冷速率≥15℃/s)將管坯冷卻到珠光體開始相變溫度,抑制鐵素體轉變,增加組織中的珠光體比例,同時細化晶粒,提高管坯的強韌性;經熱張力減徑+控冷處理后,產品性能達到J55甚至K55鋼級套管的水平。不同工藝階段J55焊接套管的性能見表1,可以看出:J55焊接套管經熱張力減徑處理,屈服強度及抗拉強度分別降低19.4%和10.6%,焊縫橫向沖擊功提高120.0%;再經控冷處理,屈服強度及抗拉強度分別提高26.6%和18.6%,焊縫橫向沖擊功提高65.9%。
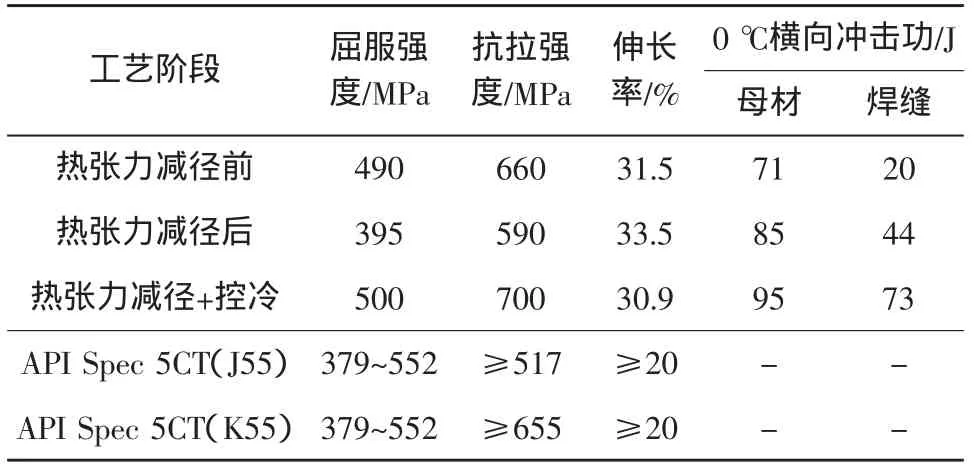
表1 不同工藝階段J55焊接套管性能
SEW N80Q、P110、Q125均采用熱張力減徑+調質熱處理,不同工藝階段的性能對比見表2。從表2可以看出:焊管經熱張力減徑處理,強度大幅下降,沖擊韌性有所改善;再經調質處理,強度和韌性得到大幅提升。
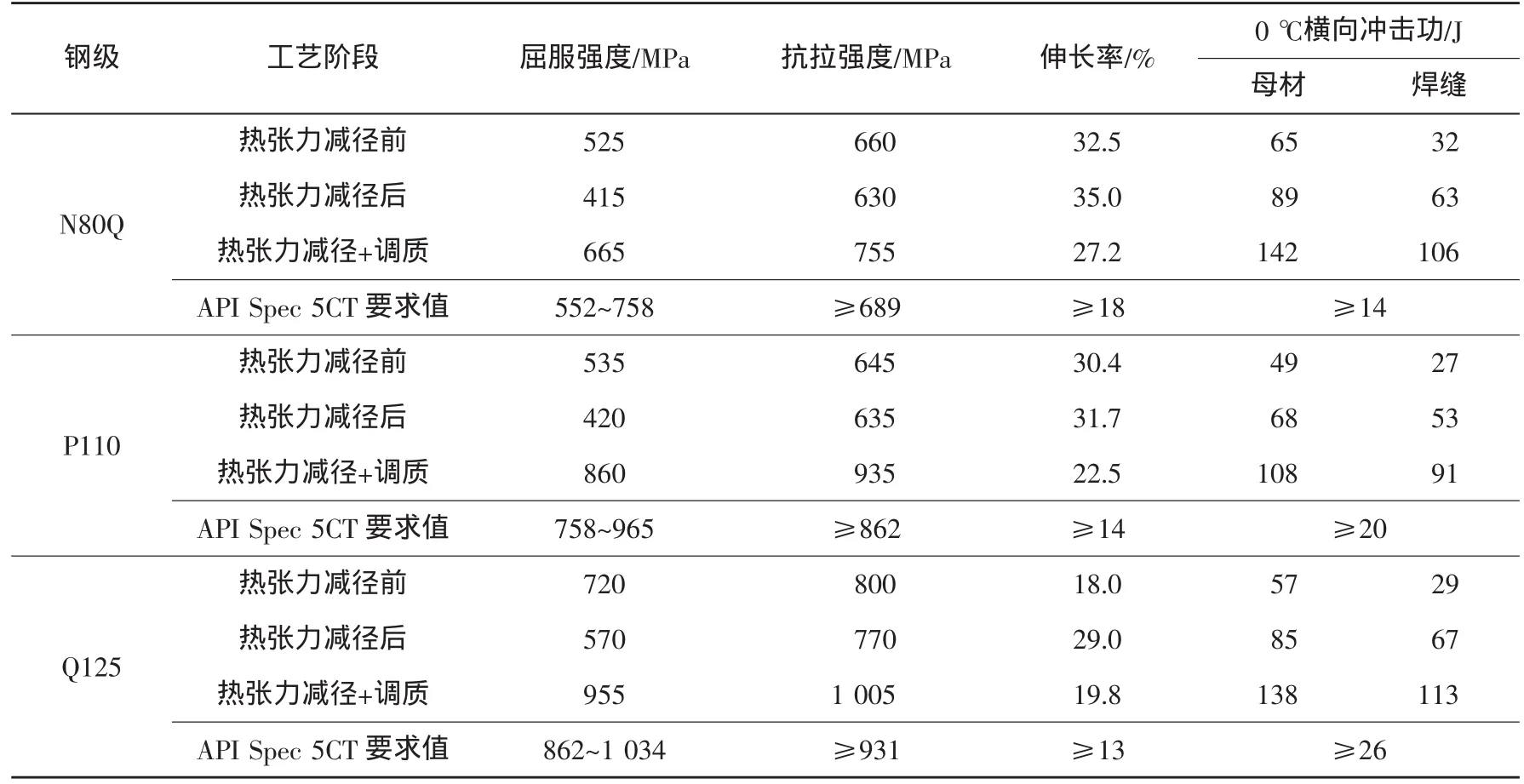
表2 N80Q、P110、Q125套管在不同工藝階段的性能對比
3 高抗擠套管
套管在井下承受的外壓力主要包括管外鉆井液和水泥漿液柱壓力、上覆巖層壓力和地層(如鹽巖、鹽膏巖、軟泥巖)蠕變[9]。當套管承受的外壓力超過套管本身的抗擠強度時,就會發生縮頸、錯斷、變形、擠毀等失效破壞,影響油氣的正常開采,嚴重時還將導致油氣井報廢;因此,各油氣田在深井、超深井或復雜地層的油氣井中,均考慮用高抗擠套管。開發高抗擠套管的關鍵是:在徑壁比一定的情況下,如何通過減小外徑和壁厚偏差、提高屈服強度、降低殘余應力等措施提高套管的抗擠性能[10-11]。研發人員開發了在C-Mn鋼基礎上添加Cr、Mo、V等合金元素的成分體系,并采用淬火+高溫回火(630℃以上)+高溫熱矯直(490℃以上)工藝,嚴格控制熱張力減徑管坯尺寸精度,最終生產出具有高強度(屈服強度和抗擠強度)、高韌性、低殘余應力及高耐蝕性能的高抗擠套管[12]。BSG-80T/TT、BSG-110T/TT高抗擠套管的主要性能指標見表3~4,可以看出:套管各項性能指標較Q/SY 1394—2011標準[13]要求均有一定富裕量。

表3 BSG-80T/TT、BSG-110T/TT高抗擠套管尺寸精度及殘余應力
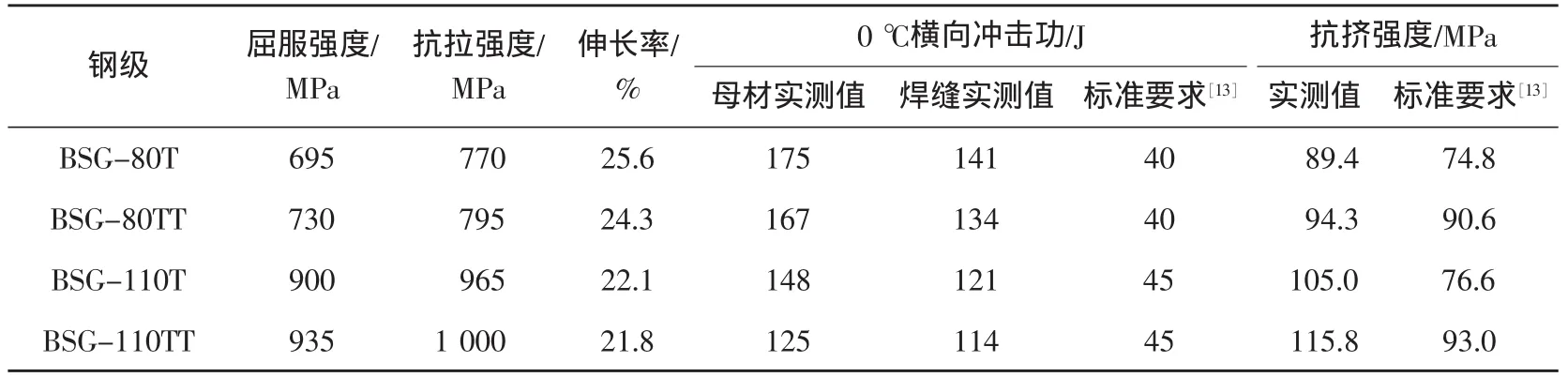
表4 BSG-80T/TT、BSG-110T/TT高抗擠套管力學性能及抗擠強度
4 膨脹套管
在石油鉆井的過程中,如果鉆井的深度較深,則需要用到多層套管。隨著套管層次的增加,鉆井井眼的尺寸會不斷變小,導致鉆不到目的層,或即使鉆到目的層,也可能因為井眼過小而不能滿足開采及其他作業要求[14]。膨脹套管技術就是將管柱下入井底,用驅動頭以液壓或機械的方法使管材永久變形,從而使膨脹套管的外徑達到設計的尺寸,提高作業成功率,降低鉆井成本[15]。膨脹套管經過一定的膨脹之后,其所能承受的抗擠壓力會明顯降低,這也是限制膨脹套管技術發展的主要因素之一。膨脹套管在使用過程中造成抗擠強度下降的主要原因是膨脹過程中產生的包辛格效應。此外,由于套管難免存在壁厚不均及外徑不圓的情況,膨脹后,這種缺陷被放大,從而降低套管的抗擠性能;因此,為兼顧膨脹工藝要求,使管柱易于膨脹且避免膨脹過程的集中變形破壞和壁厚減薄不均,管材應具備高的壁厚均勻度,均一的機械性能,無屈服平臺特征的應力-應變曲線,良好的強度延性匹配,高形變強化指數(n值),高塑性應變比(r值),低屈服點和時效指數等。
研發人員設計了在C-Mn鋼基礎上添加Nb、V、Ti等合金元素的成分體系及兩相區淬火(加熱至760~810℃保溫40~60 min后水淬至室溫)+高溫回火(630~710℃回火并保溫60~100 min)的全管熱處理工藝。較低的淬火溫度可獲得尺寸較小且晶粒度均勻的奧氏體晶粒,有助于提高材料的塑韌性;較高的回火溫度,可使馬氏體基體的α相充分回復、再結晶,形成大量等軸狀或多邊形鐵素體(軟相),確保管體具有較高的塑性。此外,由于強碳氮化物元素Nb、V、Ti的存在,有效抑制Fe3C析出,同時可直接從馬氏體基體的α相及晶界上析出大量細小彌散的VC、VCN等碳化物顆粒(硬相),不但有利于提高材料的強度,使管體具備連續屈服特征的應力-應變曲線,而且由于組織中存在彌散分布的硬相,避免了膨脹塑性變形過程中局部頸縮導致的壁厚大幅減薄情況,使得管體膨脹后仍具有較高的抗擠強度。
采用上述工藝開發的BX55、BX80膨脹套管膨脹前后性能對比見表5,可以看出:BX55膨脹11.9%后,屈服強度提高27.1%,伸長率降低39.3%,抗擠強度降低43.7%,較API TR 5C3標準的J55鋼級要求值(計算值)高14.3%;BX80膨脹17.0%后,屈服強度提高11.0%,伸長率降低34.8%,抗擠強度降低48.9%,較API TR 5C3標準N80鋼級要求值(計算值)高18.3%。
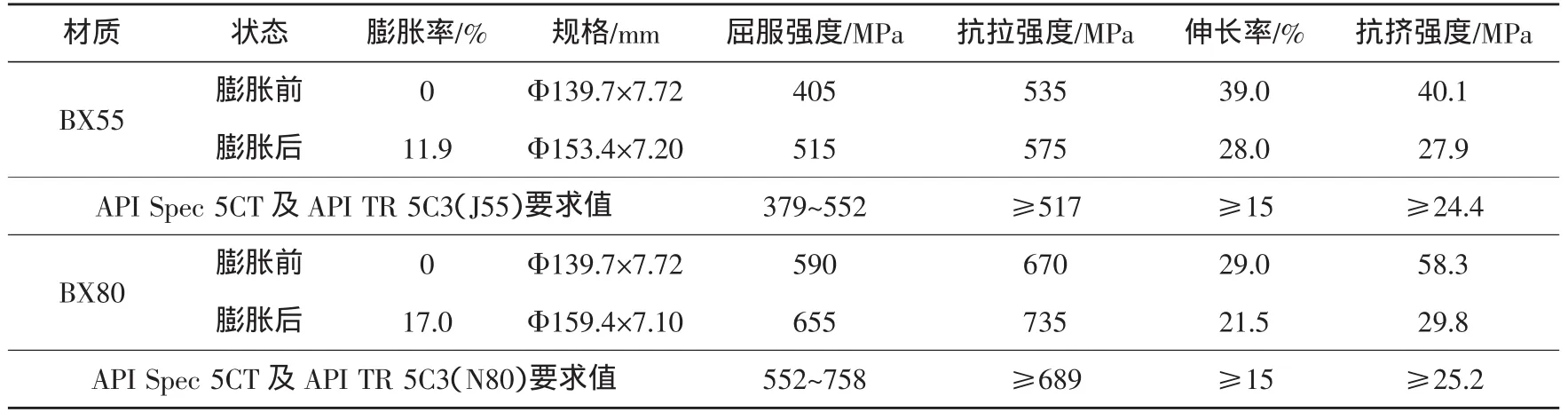
表5 BX55、BX80膨脹套管性能
5 結 語
石油套管是石油鉆探的重要器材,屬于一次下井長期使用的石油專用管材,油氣的成功開采與石油套管的性能密切相關。隨著石油天然氣勘探開發環境趨于苛刻,對高性能石油套管產品的需求將會增加。國外SEW套管和油管制造水平較高的美國Lone Star公司(目前已并入美國鋼鐵公司),已采用“HFW焊管+熱張力減徑+全管熱處理”工藝開發出Q125、LS125、LS140等套管,能滿足油田對管材高強度、抗擠、抗H2S腐蝕等性能的要求[16]。
盡管SEW工藝不可能完全代替無縫鋼管工藝,但其生產的套管幾何尺寸精度高,采用高頻焊管經熱張力減徑可生產多規格鋼管,且焊縫經張力減徑后有較大改進;同時其可采用雙相鋼鋼板,對于可膨脹套管的開發也具有一定優勢。
下一步SEW石油套管將圍繞兩個方向進行研發:一方面開發低成本、低鋼級、經濟型油套管,例如H40鋼級油套管,滿足我國低壓、低滲油氣田(如長慶油田、延長油田)以及煤層氣的開采;另一方面開發高端石油套管,例如大膨脹量套管、耐蝕套管、耐蝕抗擠套管、耐熱抗擠套管,滿足國內外市場的需求。
[1]曹勇,穆東,韓會全.聚焦焊接油套管生產技術[N].中國冶金報,2012-2-28(C04).
[2]史宏德,田青超,丁維軍.N80鋼級HFW套管的研發[J].焊管,2012,35(3):24-28.
[3]王軍,畢宗岳,張峰,等.SEW石油套管的開發[J].鋼管,2013,42(6):39-44.
[4]王軍,王燕,張峰,等.焊接套管與無縫套管性能對比研究[J].鋼鐵釩鈦,2013,34(4):99-103.
[5]畢宗岳,何石磊,李周波,等.新型P110鋼級SEW石油套管研制[J].焊管,2013,36(4):5-9.
[6]李周波,畢宗岳,張峰,等.Q125鋼級SEW石油套管的研發[J].焊管, 2013,36(8):32-35.
[7]史宏德,賴興濤,谷中瑩.J55鋼縱剖鋼帶高頻焊套管的研制[J].焊管,2013,36(3):27-30.
[8] American Petroleum Institute.API Specification 5CT Specification for casing and tubing[S].Washington:API Publicaiton,2011.
[9]練章華.地應力與套管損壞機理[M].北京:石油工業出版社,2009.
[10]畢宗岳.管線鋼管焊接技術[M].北京:石油工業出版社,2013.
[11]王軍,畢宗岳,張峰,等.石油套管抗擠性能研究[J].焊管,2013,36(9):20-24.
[12]王軍,畢宗岳,張峰,等.SEW高抗擠套管研發[J].焊管,2014,37(2):5-10.
[13]中國石油天然氣集團公司.Q/SY 1394—2011高抗擠套管[S].北京:石油工業出版社,2011.
[14]徐丙貴,賈濤,黃翠英,等.膨脹管技術在鉆井過程中的研究與應用[J].石油機械,2013,41(4):11-15.
[15]李益良,陳強,李濤,等.膨脹管封堵調層技術新進展[J].石油礦場機械,2013,42(1):24-27.
[16]李鶴林,張亞平,韓禮紅.油井管發展動向及高性能油井管國產化[J].鋼管,2007,36(6):1-6;2008,37(1):1-6.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24