不同材質刮刀底板的加工方法
2014-12-26 00:37:33宋新海
印刷技術·包裝裝潢 2014年10期
關鍵詞:工藝流程
宋新海
在機組式凹印機刮刀系統中,上下刮刀夾板夾持著刮刀片定位安裝于刮刀底板的斜面處,為使刮刀片更加平穩,在加工過程中必須保證刮刀底板斜面處左右水平,否則會造成刮刀片左右高度不一致,印刷時刮刀片左右壓力不一樣,從而使得印品兩端著色深淺程度不一,嚴重影響印刷品質,同時還會影響刮刀片及版輥的使用壽命。
因此,刮刀底板在使用過程中要求重量輕,底面與使用斜面的平行度、直線度要好,且刮刀底板本身不出現生銹現象。圖1所示為刮刀底板裝配簡圖。在加工過程中,刮刀底板的上下移動、旋轉運動、前后運動均為手動操作,因此具有一定的加工難點:零件較長且薄,加工易變形,平行度、直線度難以保證,加工質量不太穩定。筆者根據多年的設備加工經驗,總結了不同材質刮刀底板的加工方法及改進措施,現與同行分享 。
45號鋼板刮刀底板
1.加工工藝流程及要點
選用45號鋼板為原材料的刮刀底板加工工藝流程為:下料→熱處理調質處理→粗加工→熱處理定型去應力處理→精加工→鍍鉻。
在加工過程中,由于刮刀底板較長,為了提高其剛性及綜合機械性能,以利于切削加工,特意安排了熱處理調質處理工序;在粗加工后,安排了熱處理定型去應力處理工序,以減少加工應力及熱變形;在精刨、磨削工序中,注意多次翻面加工,以保證刮刀底板的平行度達到設計要求;最后,使用組合夾具來磨平斜面。
2.加工特點分析
選用45號鋼板為原材料的刮刀底板有如下優點: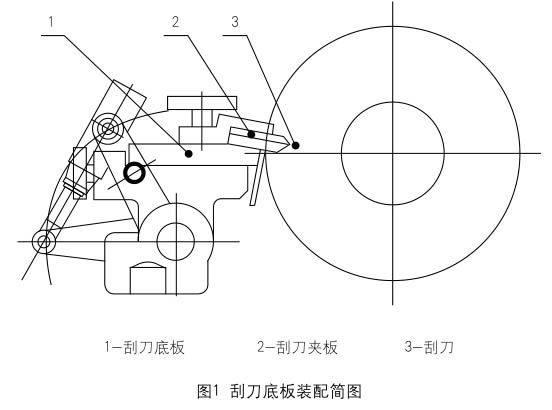
(1)毛胚成本低。
(2)加工難度較小,便于組織生產,且加工質量比較穩定。
加工缺點如下:
(1)刮刀底板加工成型后,重量比選用鋁材的刮刀底板重,不利用安裝操作。
(2)因各面要求全部加工,所以加工周期長,成本較高。
由于45號鋼板的剛性較好,所以這種材料的刮刀底板具有一定的優勢,如今在我公司大幅面高速凹印機上得到了廣泛應用。
鑄鋁件ZL104刮刀底板
1.加工工藝流程及要點
選用鑄鋁件ZL104為原材料的刮刀底板加工工藝流程為:鑄造毛胚→粗加工→熱處理消除應力→精加工→表面氧化處理。
在加工過程中,考慮到刮刀底板的長度較長,加工過程中易發生變形,因此安排了熱處理消除應力工序,有效消除了加工應力及變形現象;粗加工時,若零件變形程度較大,用工裝夾具夾緊校平后再進行熱處理;由于鑄鋁件ZL104不能進行磨削加工,在銑削加工過程中應選擇合適的轉速與走刀量,以確保零件加工粗糙度及表面美觀度;還要根據實際加工情況,多次翻面加工以確保零件的平行度達到要求;為提高表面硬度及達到防銹目的,最后還安排了表面氧化處理工序。
2.加工特點分析
選用鑄鋁件ZL104為原材料的刮刀底板有如下優點:
(1)完成加工的刮刀底板重量輕,裝配后易操作。
(2)使用過程中不生銹。
加工缺點如下:
(1)為避免毛胚出現氣孔缺陷,在加工過程中,工件的各個表面均需要經過粗、精加工,所以加工周期較長,生產成本較高。
(2)加工周期較長,必然會經歷較多的生產轉運過程,在此過程中工件被磕碰劃傷的概率較高,容易破壞刮刀底板的整體外觀質量。
鑄鋁件ZL104刮刀底板在我公司幅面較寬的凹印機、中速小批量生產的凹印機上應用較為廣泛。
鋁開模冷拉成型刮刀底板
1.加工工藝流程及要點
選用鋁開模冷拉成型制造刮刀底板的工藝流程為:與鋁材生產廠家合作,使用模具按照原定圖形尺寸進行冷拉成型→加工總長、長槽及螺孔→精銑斜面(其余各面不加工)。
為使刮刀底板的質量、生產效率與成本達到最優化的目的,刮刀底板的毛胚生產組織是與鋁材生產廠家合作,使用模具冷拉定尺成型(刮刀底板的厚度與斜面尺寸均達到圖紙要求)的。冷拉成型控制起來有一定難度,容易出現一些尺寸偏差,比如有一次冷拉成型后,刮刀底板上下表面與斜面的平行度、直線度出現0.15~0.35mm的偏差,且產品質量不穩定,影響使用要求。
經工藝分析后發現,刮刀底板在裝配時只與兩個支承座的滑塊把合連接在一起,其余部分懸空,實際使用時接觸面積更小。依據加工定位基準與裝配基準重合的原則,使用組合夾具在刮刀底板的兩個定位處分別用8個螺釘在4~12沉孔處找正并壓緊(不需要在較大平面內定位,可減少加工定位接觸面)。之后再精銑斜面直至見平,保證所加工的斜面與裝配定位面直線度誤差控制在±0.05mm以內,從而有效解決刮刀底板存在的質量問題,減少了三包費用,提高了整機裝配質量,客戶使用效果較好。此方法對刮刀底板長期使用出現變形后的維修也很奏效,能顯著降低用戶成本。
2.加工特點分析
鋁開模冷拉成型制造刮刀底板的加工優點:
(1)適合大批量生產。
(2)由于兩大表面與斜面采用冷拉成型,且加工量較少,因此生產周期較短。
(3)生產成本較低。
(4)不占用關鍵加工設備,節約公司加工能力。
(5)工件加工部位較少,生產中減少了工序之間的周轉,避免了工件的磕碰劃傷。
(6)冷拉成型后,刮刀底板的表面光潔度較好,外觀美觀。
(7)重量輕,便于操作。
(8)使用過程中不生銹。
加工缺點:冷拉成型后質量不穩定,需要專門安排工序加工斜面。
此方法在我公司定型及改型凹印機的加工上得到了廣泛使用。
隨著凹印機的不斷發展,刮刀底板可依據印刷速度高低、幅寬大小、剛性需求等來靈活選用材質和加工方法,為提升凹印機整體裝配質量打下良好基礎。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數理化(高中版.高考數學)(2020年2期)2020-04-21 07:51:18
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現代制造技術與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38
