350km高速動(dòng)車組工裝設(shè)計(jì)制造技術(shù)的探討
2014-12-25 08:29:56王永強(qiáng)趙曉鵬李寶旺
機(jī)械工程師 2014年8期
王永強(qiáng), 趙曉鵬, 李寶旺
(北車唐山軌道客車有限責(zé)任公司制造技術(shù)中心,河北 唐山063035)
0 引言
350 km高速動(dòng)車組屬于結(jié)構(gòu)尺寸大、制造精度要求高的高端產(chǎn)品。為了保證產(chǎn)品制造的準(zhǔn)確度,在350 km高速動(dòng)車組制造中采用了大量的工藝裝備。如果按以前公司原有的工裝研制模式,在工裝的設(shè)計(jì)、制造上必將占用大量的人力和財(cái)力,這樣不僅造成產(chǎn)品的制造成本增加,而且還會(huì)嚴(yán)重影響新產(chǎn)品研制周期。隨著西門子公司先進(jìn)制造技術(shù)的引進(jìn),公司在工裝設(shè)計(jì)制造方面的觀念也實(shí)現(xiàn)了跨越式發(fā)展。工裝設(shè)計(jì)制造技術(shù)的消化吸收被視為此次制造技術(shù)消化吸收成敗的主要因素之一。
1350 km高速動(dòng)車組的工裝設(shè)計(jì)制造技術(shù)的轉(zhuǎn)變
1.1 工裝設(shè)計(jì)方法的改進(jìn)
350 km動(dòng)車組引進(jìn)以前,公司的工裝設(shè)計(jì)基本停留在簡(jiǎn)單的二維計(jì)算機(jī)輔助設(shè)計(jì)上。隨著350 km高速動(dòng)車組制造技術(shù)的消化吸收,公司在工裝設(shè)計(jì)上已基本實(shí)現(xiàn)了工裝三維數(shù)字化設(shè)計(jì)。實(shí)現(xiàn)了工裝設(shè)計(jì)所需要的數(shù)據(jù)均從產(chǎn)品數(shù)據(jù)模型上直接提取,從而提高了工裝設(shè)計(jì)的準(zhǔn)確率;同時(shí)利用三維軟件的參數(shù)化功能,使工裝以原始數(shù)據(jù)模型建立參數(shù)關(guān)系,當(dāng)原始產(chǎn)品設(shè)計(jì)數(shù)據(jù)模型局部數(shù)據(jù)更改時(shí),只需更新一些工裝設(shè)計(jì),便完成了工裝設(shè)計(jì)的更改,大大提高了工裝的設(shè)計(jì)效率。例如在司機(jī)室總成工裝(如圖1所示)的設(shè)計(jì)上,工裝的側(cè)面弧度定位板弧度與司機(jī)室外形數(shù)據(jù)完全相同,并建立了相應(yīng)的參數(shù)關(guān)系。當(dāng)司機(jī)室外形發(fā)生變化時(shí)只需要更新已經(jīng)設(shè)計(jì)好的工裝,工裝上的左右12塊弧度定位板就會(huì)發(fā)生相應(yīng)更改,大大提高了工裝的設(shè)計(jì)效率。
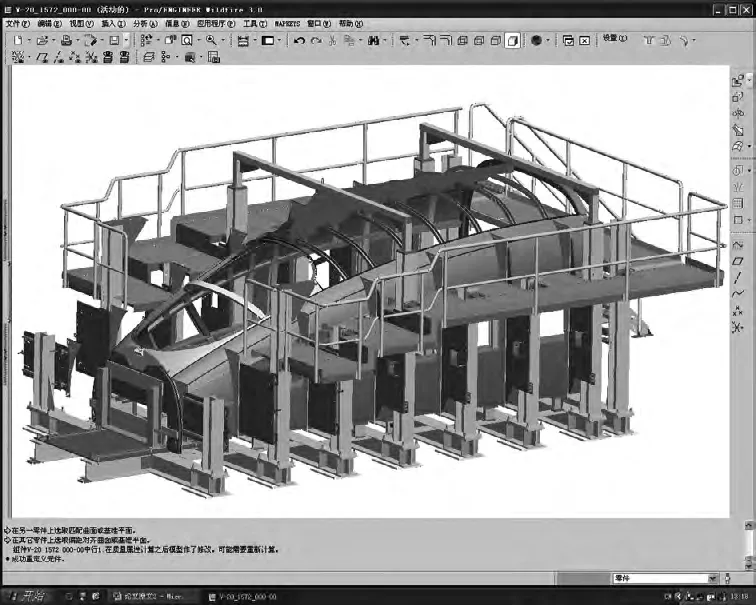
圖1 司機(jī)室總成工裝設(shè)計(jì)
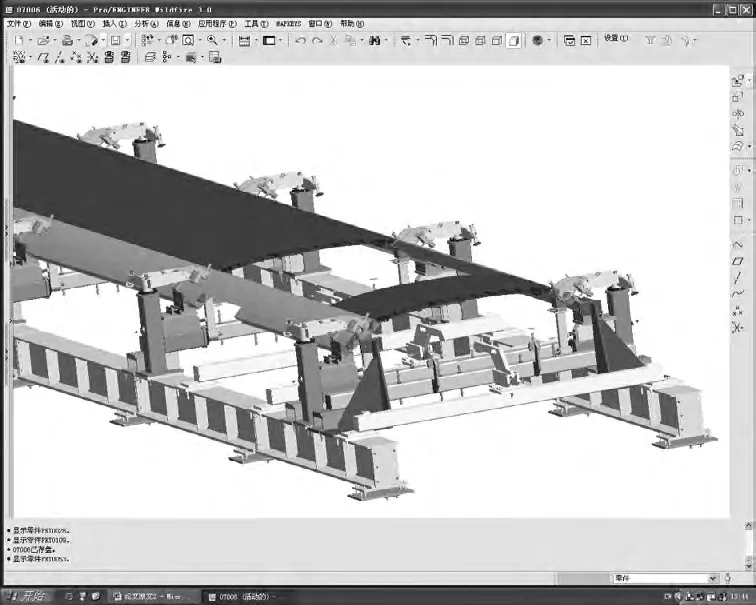
圖2 車頂組焊工裝設(shè)計(jì)
1.2 工裝結(jié)構(gòu)上的改進(jìn)
我國過去的機(jī)車車輛工裝主要沿襲了前蘇聯(lián)的工裝結(jié)構(gòu),與西方的先進(jìn)機(jī)車車輛企業(yè)相比,我們的工裝具有體積大、整體重量重、制造周期長(zhǎng)、零件的互換性差等缺點(diǎn)[1]。隨著350 km高速動(dòng)車組技術(shù)的消化吸收,現(xiàn)在在工裝設(shè)計(jì)時(shí)工裝的結(jié)構(gòu)變化也非常明顯。例如公司原有車頂組焊夾具,由2個(gè)25 m長(zhǎng)鑄鐵平臺(tái)組成,體積非常龐大,工裝調(diào)整也非常困難。現(xiàn)在的350 km車頂組焊工裝(如圖2所示)的設(shè)計(jì)上,采用了SIEMENS公司在工裝設(shè)計(jì)上的模塊化的結(jié)構(gòu)。整個(gè)工裝由10組模塊化定位機(jī)構(gòu)、10組模塊化壓緊機(jī)構(gòu)與2個(gè)簡(jiǎn)單的基礎(chǔ)座組成。10組模塊化定位機(jī)構(gòu)與10組壓緊機(jī)構(gòu)的模塊固定在簡(jiǎn)單的基礎(chǔ)座上。整個(gè)工裝的重量大約12t,比公司原有車頂組焊工裝減輕了約1/3的重量,由于定位和壓緊模塊化部分重量較輕,所以每個(gè)模塊化部分都可以在基礎(chǔ)座上實(shí)現(xiàn)自由調(diào)整。
把整個(gè)工裝分若干模塊后,由于每個(gè)模塊體積都相對(duì)較小,這樣在工裝的制造時(shí),每個(gè)模塊的加工都可以用常見的小型機(jī)床來完成,從而大大降低了整個(gè)工裝的制造難度和制造成本。由于工裝中每個(gè)模塊安裝面都經(jīng)過機(jī)床加工,所以在加大了工裝互換性的同時(shí)還使整個(gè)工裝精度也大大提高。
1.3 工裝通用化設(shè)計(jì)上的改進(jìn)
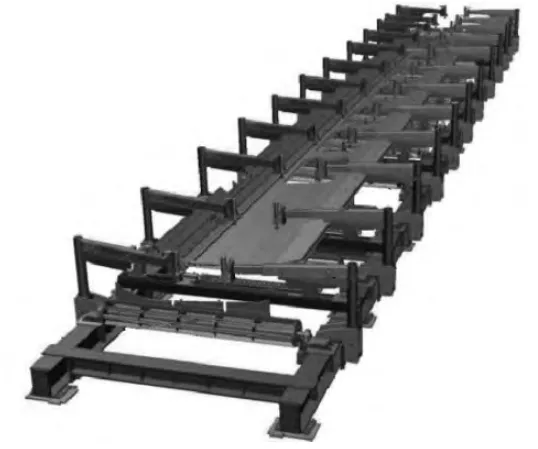
圖3 組焊工裝模塊組成
我公司以前所設(shè)計(jì)的工裝大多與制造工件一一對(duì)應(yīng),這樣不僅增大了產(chǎn)品的研制成本,而且還會(huì)使工裝的制造周期大大加長(zhǎng),從而嚴(yán)重影響產(chǎn)品制造周期。隨著350 km高速動(dòng)車組制造技術(shù)的引進(jìn)、消化、吸收,現(xiàn)在在工裝設(shè)計(jì)時(shí)工裝的通用化觀念也逐漸加強(qiáng)。例如350 km高速動(dòng)車組側(cè)墻組焊夾具就是一個(gè)典型的通用化工裝。此工裝可以完成3種不同形狀側(cè)墻正反2個(gè)工位的焊接工作,相當(dāng)于以前的6種不同類型的組焊工裝。該工裝由16個(gè)定位卡緊模塊組成(如圖3所示),其模塊化的部分可以方便地完成側(cè)墻的定位、卡緊等工作。在定位卡緊模塊中核心部件為可以360°轉(zhuǎn)動(dòng)的圓輥(如圖4所示),該圓輥周圈縫隙處可以安裝6組形狀各異的定位機(jī)構(gòu)。使用過程中可電氣自動(dòng)控制圓輥的旋轉(zhuǎn),以保證每組模塊化中的圓輥轉(zhuǎn)角的一致性。當(dāng)圓輥每旋轉(zhuǎn)60°時(shí),16組定位卡緊模塊中的圓輥安裝的定位機(jī)構(gòu)就組成了一種整套工裝的定位機(jī)構(gòu)。從而使整個(gè)工裝具有了通用性。

圖4 定位卡緊模塊上核心部件
2 公司未來工裝設(shè)計(jì)制造的發(fā)展趨勢(shì)
2.1 實(shí)現(xiàn)工裝的“并行工程”研制模式
目前我公司在工裝的研制上一直保留傳統(tǒng)的“串行工程”模式,即各部門按順序完成各自的專業(yè)工作,這樣導(dǎo)致產(chǎn)品從設(shè)計(jì)到制造需要很長(zhǎng)的準(zhǔn)備周期,其中工裝的設(shè)計(jì)和制造用時(shí)最長(zhǎng)[2]。
國外的EADS公司,在350 km高速動(dòng)車組司機(jī)室操作臺(tái)項(xiàng)目的工裝設(shè)計(jì)上引用“并行工程”模式,大大縮短了操縱臺(tái)的制造周期。所謂“并行工程”模式,就是在產(chǎn)品設(shè)計(jì)與工裝設(shè)計(jì)同時(shí)進(jìn)行。使用“并行工程”模式設(shè)計(jì)工裝時(shí),把工裝分為獨(dú)立于產(chǎn)品數(shù)據(jù)或只需要基本數(shù)據(jù)的標(biāo)準(zhǔn)結(jié)構(gòu)和依賴于最終產(chǎn)品數(shù)據(jù)的專用結(jié)構(gòu)件兩部分。在產(chǎn)品設(shè)計(jì)時(shí),結(jié)構(gòu)尺寸大、結(jié)構(gòu)復(fù)雜、制造周期長(zhǎng)的獨(dú)立于產(chǎn)品數(shù)據(jù)或只需要基本數(shù)據(jù)的標(biāo)準(zhǔn)結(jié)構(gòu)可以和產(chǎn)品一起并行設(shè)計(jì),因?yàn)檫@一部分和最終產(chǎn)品沒有聯(lián)系,或者只需知道產(chǎn)品總體尺寸即可完成設(shè)計(jì);而尺寸較小、制造周期短的、依賴于最終產(chǎn)品數(shù)據(jù)的專用結(jié)構(gòu)件,需要在產(chǎn)品設(shè)計(jì)最終完成才能夠確定。從而在工裝的研制中采用“并行工程”模式將大大縮減了產(chǎn)品的制造周期。
2.2 工裝的完全數(shù)字化
所謂工裝的完全數(shù)字化包括數(shù)字化設(shè)計(jì)、數(shù)字化制造、數(shù)字化檢測(cè)。工裝的數(shù)字化設(shè)計(jì)是指在三維數(shù)字化的環(huán)境下,進(jìn)行工裝結(jié)構(gòu)體的零件設(shè)計(jì)和數(shù)字化裝配;工裝數(shù)字化制造是指應(yīng)用數(shù)字化設(shè)計(jì)的工裝模型,采用數(shù)字化的加工設(shè)備,對(duì)工裝的關(guān)鍵特征面等進(jìn)行加工;工裝數(shù)字化檢測(cè)是指采用數(shù)字化檢測(cè)設(shè)備對(duì)數(shù)字化設(shè)計(jì)制造的工裝進(jìn)行檢測(cè)[3]。
雖然目前我公司在工裝設(shè)計(jì)上實(shí)現(xiàn)了最基本的三維數(shù)字化設(shè)計(jì),但是距離真正實(shí)現(xiàn)工裝的完全數(shù)字化還有很長(zhǎng)一段距離。工裝完全數(shù)字化的實(shí)現(xiàn)將對(duì)控制產(chǎn)品的制造精度提供有利保證。
3 結(jié)語
本文主要介紹了350 km高速動(dòng)車組制造技術(shù)中的在工裝設(shè)計(jì)制造上模式的轉(zhuǎn)變和典型應(yīng)用實(shí)例。隨著工裝設(shè)計(jì)制造技術(shù)的進(jìn)一步消化吸收和創(chuàng)新,公司在新產(chǎn)品研制方面將大大減少制造周期和制造成本,從而將大大提高公司產(chǎn)品在市場(chǎng)上的競(jìng)爭(zhēng)力。
[1] 張曙光.高速列車設(shè)計(jì)方法研究[M].北京:中國鐵道出版社,2009.
[2] 張曙光.CRH5型動(dòng)車組[M].北京:中國鐵道出版社,2009.
[3] 王彥喜,閔俊,劉剛.激光跟蹤儀在飛機(jī)型架裝配中的應(yīng)用[J].航空制造技術(shù),2010(19):92-94,97.
猜你喜歡
海洋信息技術(shù)與應(yīng)用(2022年1期)2022-06-05 07:38:22
現(xiàn)代裝飾(2020年5期)2020-05-30 13:01:56
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
中國核電(2017年2期)2017-08-11 08:00:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
流程工業(yè)(2017年4期)2017-06-21 06:29:50
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46
