超聲波熔接技術用于電子體溫計外殼的熔接
2014-12-25 01:48:26戚防義
設備管理與維修 2014年9期
戚防義
(泰爾茂醫療產品(杭州)有限公司 杭州)
一、引言
根據客戶的要求,公司需要生產面向日本醫院的防水、一次性電子體溫計。為此考慮利用超聲波熔接技術的特性,使ABS材料的電子體溫計外殼熔接在一起,達到防水的效果。機器選用日本精電社(ΣG-1200型)超聲波熔接機。
二、超聲波熔接技術
超聲波熔接是一種干凈、快捷、有效的裝配工藝,用來裝配處理熱塑性塑料配件,及一些合成構件的方法。超聲波熔接不但有連接裝配功能而且具有防潮、防水的密封效果。塑料加工中所用超聲波的幾種工作頻率有 15 kHz,18 kHz,20 kHz,40 kHz,超聲波熔接工作原理是利用縱波的波峰位,傳遞振幅到焊接件的縫隙,在加壓的情況下,兩個被焊件接觸部位的分子相互撞擊產生熔化,使接觸位熔合,達到熔接目的。
三、實施設計方法
1.水密性熔接條件的基本想法
涉及產品的條件:產品材料,ABS塑料;產品的熔線與產品定位方式,峰谷尖式;產品厚度,0.6~1 mm,內側接觸面高度1~3 mm。
2.產品和制具的定位
(1)制具的設計(圖 1),夾具的受力點(圖1A);先端最后止住位置(圖1B);夾具開閉寬度(2 mm左右);夾具內樹脂形狀與產品弧度一致。
(2)熔接桿和制具的關系,保持水平。
(3)下降速度。下降速度太快,使動態壓力加上重力加速度將把超聲波導熔線壓扁,使導熔線無法發揮導熔的作用,形成假相熔接。
(4)熔接時間。熔接時間過長,不僅使塑料熔化,還可能造成塑料組織焦化,產生砂孔,水即由砂孔滲透而出。
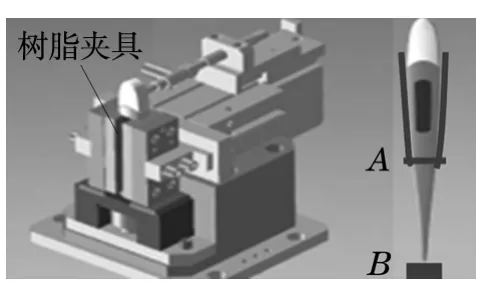
圖1 治具設計
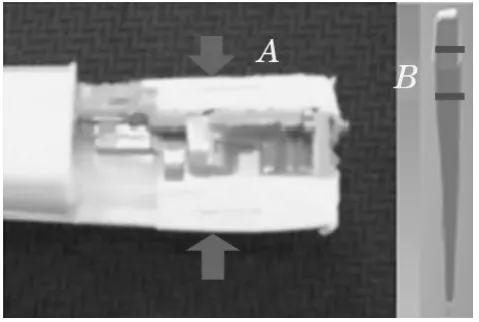
圖2 品質要求
(5)品質要求。熔接后,產品前后溢出狀態一致(圖2B位置);切斷熔接后實體狀態(圖2A),要求產品前后間隙均等。
(6)從試做的熔接效果確定式樣。熔接目標,0.73 mm(+溢出0.1 mm)~0.68 mm內。熔解量在>0.73 mm時,發生溢出。熔解量<0.68 mm時,間隙不良。
(7)超聲波熔接條件設定。熔接條件設定傾向見圖3。
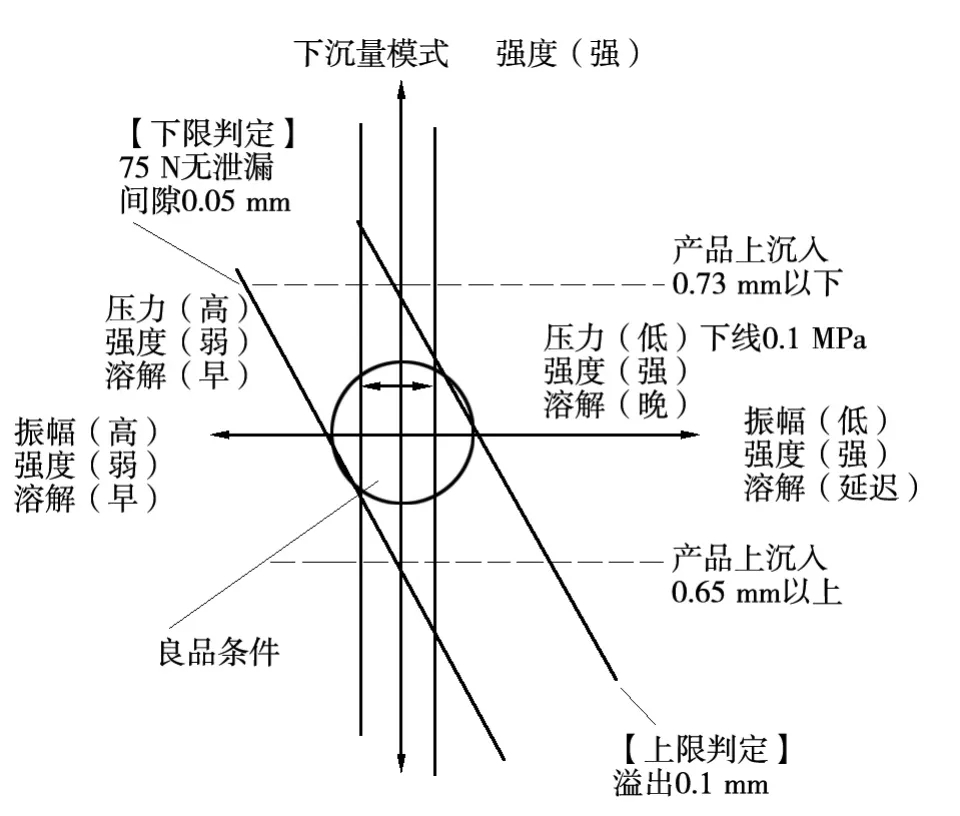
圖3 熔接條件設定傾向圖
3.熔接機動作流程和設定
產品熔接模擬圖(圖4),動作流程圖(圖5)。
4.設定良品條件和管理條件(上下限值)
(1)定出下沉量、振幅和破壞強度的關系,尋找最合適的振幅和下沉量。熔接相關的參數,壓力、下沉量和振幅。3個參數中先假定壓力上限0.14 MPa,中心0.12 MPa,下限0.1 MPa。使用壓力上限0.14 MPa進行下沉量和振幅的確認,每個條件熔接10個產品,進行泄漏和破壞強度試驗確認,試驗數據以產品熔接強度為75 N為標準。數據和條件設定見圖6。
(2)確認生產條件 OQ(Operational Qualification)(表 1)。強度保證、產品機能保證、外觀無劃傷保證。
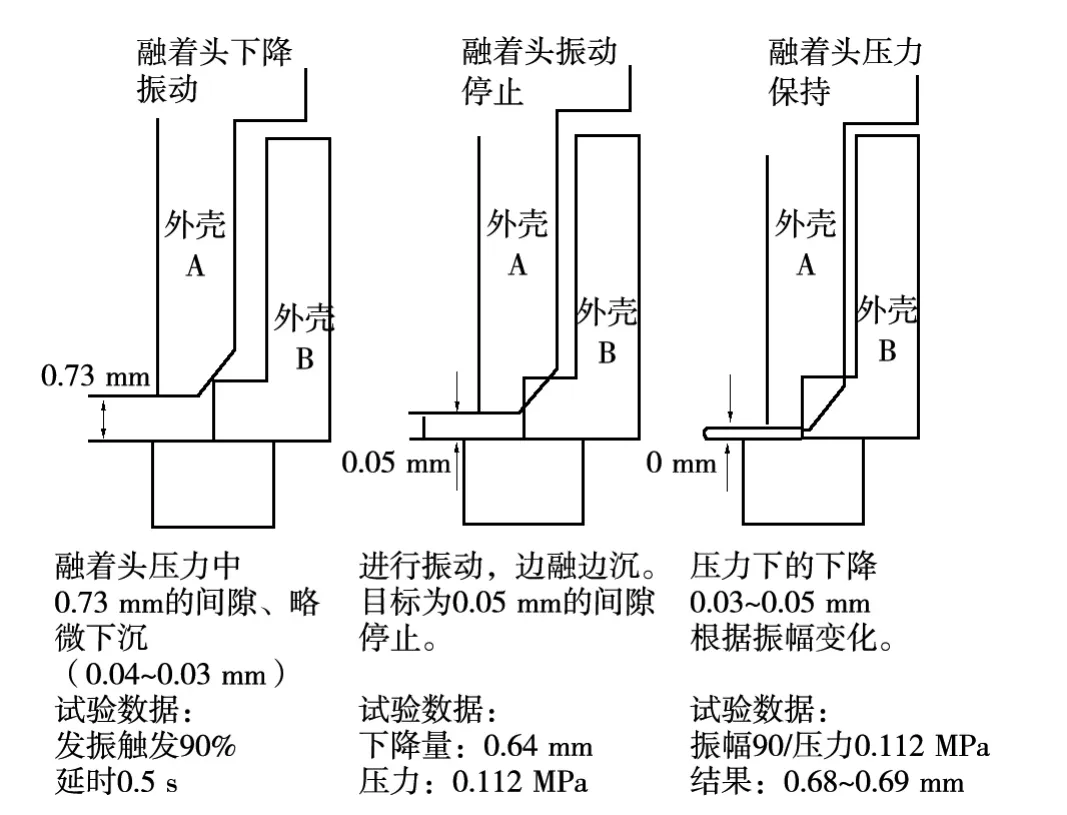
圖4 產品熔接模擬圖
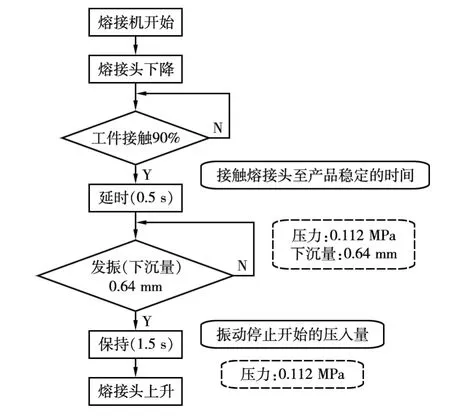
圖5 動作流程圖
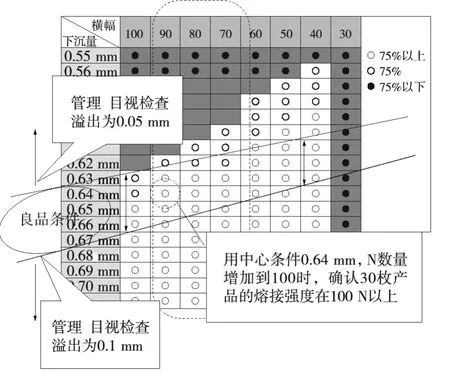
圖6 數據和條件設定
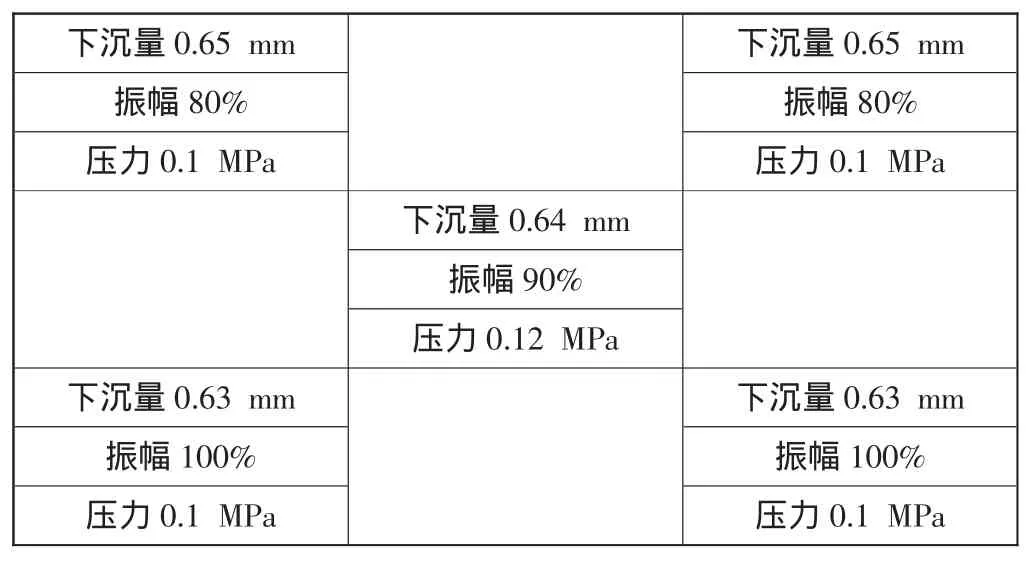
表1 生產條件設定組合

圖7 熔接良品曲線
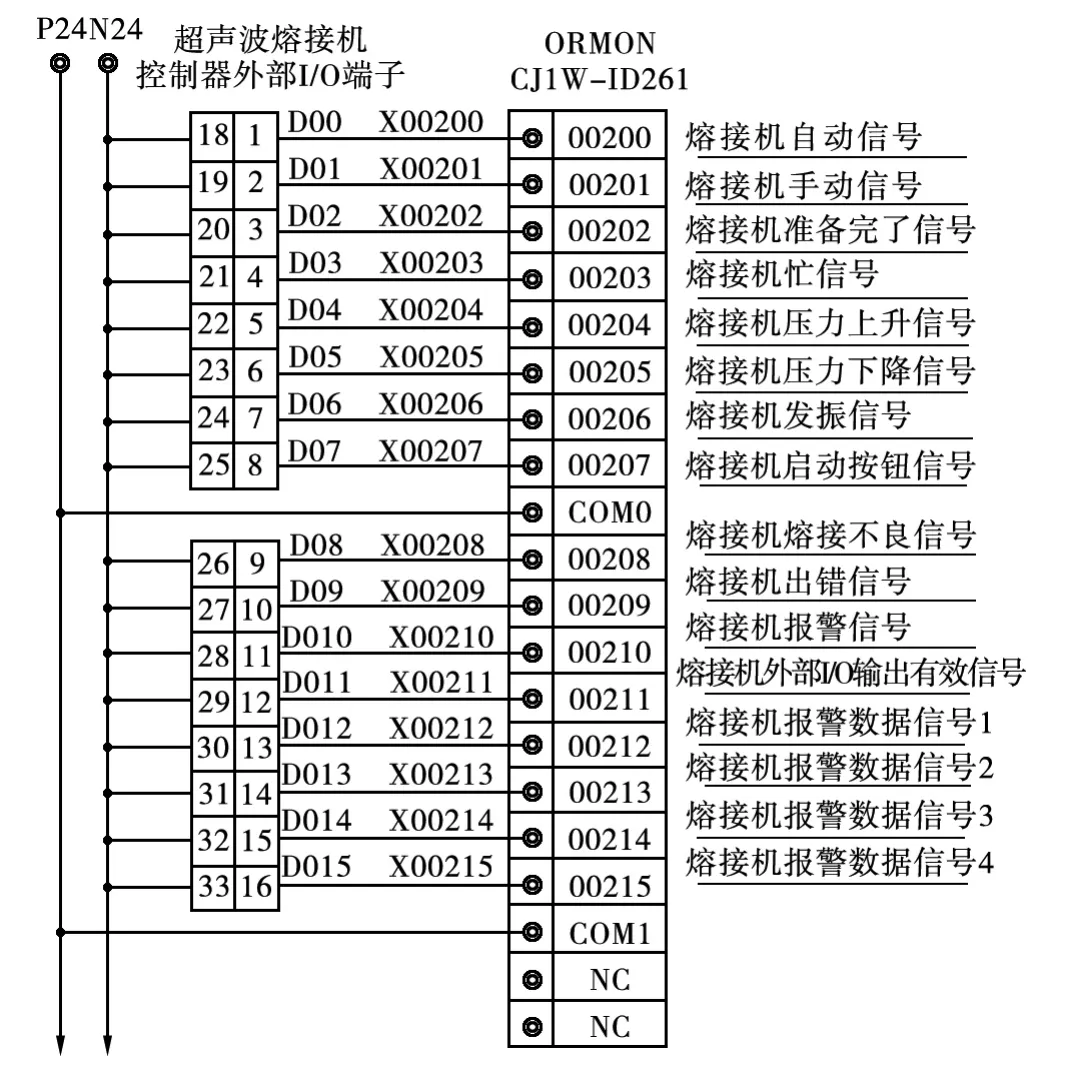
圖8 超聲波輸入到PLC的信號

圖9 PLC輸入到超聲波的信號
上下限產品按n=10(制作熔接半成品)進行相關確認:確認外觀無劃傷、無變形;確認強度,75 N無泄漏(前后各5本);確認行破壞強度測量(前后各5本)。上上限/下下限條件,強度>75 N;中心條件>100 N。
分解上下限產品、進行基板檢查;在振動情況下確認液晶顯示沒有問題。熔接良品曲線圖見圖7。
5.投產時決定的內容
根據實際生產的確認結果,進行下列①~④運用設定。①良品條件內的設備調整(OQ條件范圍內)。②設備維持管理方法(夾具清掃、確認頻率)③產品品質的維持,確定抽檢方式。日常抽檢,根據破斷強度測量值來設定管理值。④按品種設定生產條件。由于品種不同、顏色不同其熔接狀態會發生變化,設定不同的熔接條件。
6.設備實現熔接動作
(1)到熔接為止的設備動作順序按下列流程。①工件安裝?②開始PB?③夾具閉?④前進?⑤熔接?⑥后退?⑦夾具開。產品前后移動采用了IAI(型號)的電動執行器。
(2)通信。采用OMRON CJ1M CPU12型PLC。超聲波設備與PLC的連接信號(圖8、圖9)
(3)設備動作的程序設計。主程序動作時序見圖10。
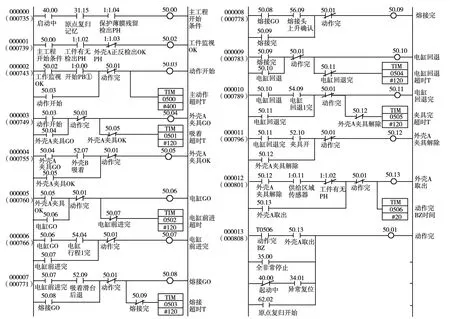
圖10 動作時序PLC程序
四、效果
按照以上設定,對不同品種不同顏色的電子體溫計進行條件尋找和確認,確定了各自的生產條件。每種產品在相應條件下進行了初期流動,對生產出來的產品進行抽檢,并對抽檢的產品進行破壞試驗,結果表明,泄漏、破壞強度指標都在設定范圍內,滿足了大量流動生產的需求。隨著超聲波技術的發展,在工業生產中,超聲波熔接工藝在某些領域可取代溶劑粘膠機械及其他的粘接工藝,是一種先進的裝配技術,運用將會越來越廣泛。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
Coco薇(2015年1期)2015-08-13 02:23:50
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
玩具(2009年10期)2009-11-04 02:33:14
