固定閃光焊接接頭軌頂面平直度變化特點(diǎn)研究
2014-12-25 02:11:28高彥嵩高文會(huì)張憲良
鐵道建筑 2014年11期
關(guān)鍵詞:測量
高彥嵩,高文會(huì),張憲良
(1.北京鐵路局工務(wù)處,北京 100860;2.中國鐵道科學(xué)院 金屬及化學(xué)研究所,北京 100081;3.北京工電大修段,北京 100071)
外觀質(zhì)量是評定鋼軌固定閃光焊接接頭質(zhì)量的一個(gè)重要方面。而在外觀質(zhì)量評定中,軌頂面平直度又是一個(gè)主要檢測項(xiàng)目。根據(jù)焊接標(biāo)準(zhǔn)規(guī)定,1 m范圍內(nèi)焊接接頭軌頂面平直度為0.1~0.3 mm。在實(shí)際應(yīng)用中,廠內(nèi)焊接接頭在鋼軌上線之后狀態(tài)會(huì)發(fā)生變化,在線路上常常會(huì)出現(xiàn)低接頭。軌頂面平直度為負(fù)值的低接頭對行車安全不利,因此如何克服低接頭出現(xiàn)是廠內(nèi)鋼軌焊接需要研究的問題。本文通過設(shè)置不同的鋼軌接頭熱處理參數(shù)及不同范圍的軌頂面平直度,研究上線運(yùn)行之后接頭外觀質(zhì)量的變化情況。
1 試驗(yàn)方案
1.1 熱處理工藝
鋼軌焊接接頭經(jīng)過熱處理可以有效細(xì)化內(nèi)部組織,提高接頭耐磨性,熱處理工藝對接頭外觀質(zhì)量影響較大。以噴風(fēng)壓力作為主要參數(shù),采用兩檔,一檔噴風(fēng)壓力為0.10~0.12 MPa,另一檔噴風(fēng)壓力為0.22~0.24 MPa。
國際上將船舶成本分為資本成本、營運(yùn)成本、航次成本等。資本成本要素是船舶造價(jià)、利息和船舶折舊;營運(yùn)成本要素是船員、維修、物料備件、滑油、保險(xiǎn)、審核檢驗(yàn)、塢修、管理等;航次成本要素是燃油、港口、運(yùn)河、破冰護(hù)航、武裝保安、海盜險(xiǎn)等。
1.2 軌頂平直度
設(shè)置了3組軌頂面平直度范圍,分別為0.10~0.20 mm,0.30~0.40 mm,0.50~0.60 mm。
1.3 接頭數(shù)量
在噴風(fēng)壓力為0.10~0.12 MPa時(shí),3組軌頂面平直度每組分別焊接16個(gè)接頭,計(jì)48個(gè);在噴風(fēng)壓力為0.22~0.24 MPa時(shí),3組軌頂面平直度每組分別焊接16個(gè)接頭,計(jì)48個(gè)。合計(jì)焊接96個(gè)接頭進(jìn)行研究。
下面對96個(gè)焊接接頭廠內(nèi)軌頂面平直度數(shù)據(jù)及現(xiàn)場測量數(shù)據(jù)予以分析。
1.4 鋪設(shè)地點(diǎn)
選取了年通過總重超過110Mt的石太線作為焊接接頭軌頂面平直度研究的試驗(yàn)線路,2013年結(jié)合石太線大修換軌,將96個(gè)接頭鋪設(shè)在石太下行線陽泉—賽魚區(qū)間,具體鋪設(shè)里程為K108+016—K115+900。
2 試驗(yàn)數(shù)據(jù)分析
2013年8月96個(gè)接頭焊接完成,2013年9月至2014年3月分別進(jìn)行了4次現(xiàn)場軌頂面平直度測量。測量工具為SEC電子平尺,每次測量時(shí)間段均為13:00—18:00。
綜上所述,中庸豐富的內(nèi)涵使其表現(xiàn)出了多樣化、多層次的實(shí)踐和功能,本研究意在社會(huì)認(rèn)知基本維度框架下,探索中庸思維與個(gè)人特質(zhì)的關(guān)系,描述中庸思維者的典型特征。
2.1 焊接接頭軌頂平直度總體變化
第三個(gè)階段是在洞穴外的光天化日之下。這個(gè)被解放的人不但被迫觀看洞穴內(nèi)的火光和墻頭的器物,而且被迫走出洞穴。在洞穴外他又一次因?yàn)殛柟獯萄鄱勖敖鹦恰o法看清。他無法一下子看清無蔽的事物,而是需要一個(gè)逐漸適應(yīng)的過程,在這個(gè)過程中他首先可以看到陰影,然后可以看到事物在水面上的倒影,接著能夠看到事物本身。就事物本身而言,他也是先比較容易在晚上的星光和月光中觀看較為暗淡的星星和月亮,最后才能在白天直接觀看太陽。而這個(gè)太陽,正是使得一切事物得以被看見并且使得人的眼睛可以看見的原因,是最無蔽者。[5]209-211
表1是3種廠內(nèi)軌頂面平直度范圍內(nèi)接頭平直度降幅對比。可見,初始軌頂面平直度數(shù)值較低時(shí),軌頂面平直度降幅較小,而初始軌頂面平直度數(shù)值較大時(shí),平直度降幅顯著增加。

圖1 軌頂面平直度數(shù)據(jù)對比
2.2 兩種熱處理工藝下接頭軌頂面平直度變化
圖2為噴風(fēng)壓力在0.10~0.12 MPa時(shí)焊接的接頭軌頂面平直度數(shù)據(jù),可知每次現(xiàn)場測量數(shù)據(jù)均有較大變化。另外,噴風(fēng)壓力在0.10~0.12 MPa時(shí),4次現(xiàn)場測量數(shù)據(jù)平均值為0.277 mm,廠內(nèi)軌頂面平直度平均值為0.359 mm,現(xiàn)場軌頂面平直度比廠內(nèi)數(shù)值下降23%。
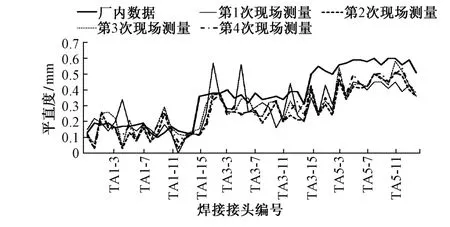
圖2 風(fēng)壓噴力0.100~0.12 MPa時(shí)軌頂面平直度數(shù)據(jù)對比
圖3為噴風(fēng)壓力在0.22~0.24 MPa時(shí)焊接的接頭軌頂面平直度數(shù)據(jù),可知每次現(xiàn)場測量數(shù)據(jù)變化較小。另外,噴風(fēng)壓力在0.22~0.24 MPa時(shí),4次現(xiàn)場測量數(shù)據(jù)平均值為0.292 mm,廠內(nèi)軌頂面平直度平均值為0.356 mm,現(xiàn)場軌頂面平直度比廠內(nèi)數(shù)值下降18%。

圖3 噴風(fēng)壓力0.22~0.24 MPa時(shí)軌頂面平直度數(shù)據(jù)對比
上述分析說明,初始軌頂面平直度范圍較高的接頭在線上使用后軌頂面平直度高點(diǎn)降幅較大,即廠內(nèi)軌頂面平直度數(shù)值與現(xiàn)場使用后降幅成正比趨勢。
2.3 3種范圍接頭軌頂面平直度變化
圖4為軌頂面平直度在0.10~0.20 mm時(shí)32個(gè)接頭廠內(nèi)及現(xiàn)場測量軌頂面平直度對比,可知此范圍內(nèi)各次測量數(shù)據(jù)大小交錯(cuò),很多接頭現(xiàn)場軌頂面平直度甚至超過廠內(nèi)測量值。這說明焊接接頭到達(dá)線路后,受道砟、軌枕、軌下墊板等多種因素影響,導(dǎo)致軌頂面平直度比廠內(nèi)值大。
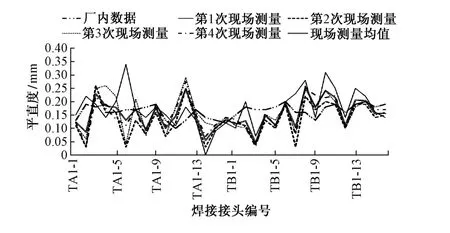
圖4 廠內(nèi)平直度0.10~0.20 mm時(shí)廠內(nèi)及現(xiàn)場測量軌頂面平直度數(shù)據(jù)對比
圖5為軌頂面平直度在0.30~0.40 mm時(shí)32個(gè)接頭廠內(nèi)及現(xiàn)場測量軌頂面平直度對比,可知,僅4個(gè)接頭現(xiàn)場軌頂面平直度超過廠內(nèi)數(shù)值,這表明接頭軌頂面平直度增大后,車輪經(jīng)過對鋼軌接頭軌頂面磨削效果開始顯現(xiàn)。

圖5 廠內(nèi)平直度0.30~0.40 mm時(shí)廠內(nèi)及現(xiàn)場測量軌頂面平直度數(shù)據(jù)對比
圖6為軌頂面平直度在0.50~0.60 mm時(shí)32個(gè)接頭廠內(nèi)及現(xiàn)場測量軌頂面平直度對比,可明顯看出僅2個(gè)接頭現(xiàn)場軌頂面平直度超出廠內(nèi)數(shù)值,現(xiàn)場軌頂面平直度多數(shù)明顯小于廠內(nèi)數(shù)值,這表明接頭平直度受磨削影響較大。
圖7比較了大機(jī)打磨前后10個(gè)焊接接頭軌頂面平直度變化情況。可以看出,大機(jī)打磨對焊接接頭軌頂面平直度高點(diǎn)影響甚小。

圖6 廠內(nèi)平直度0.50~0.60 mm時(shí)廠內(nèi)及現(xiàn)場測量軌頂面平直度數(shù)據(jù)對比
式中:p1,k為升降氣缸腔壓力;p2,k為傾斜氣缸腔壓力;p3,k為擴(kuò)展氣缸腔壓力;ΔPLS為壓力差.
圖1為廠內(nèi)接頭軌頂面平直度數(shù)據(jù)同4次現(xiàn)場測量數(shù)據(jù)對比,可以看出,廠內(nèi)數(shù)據(jù)明顯高于現(xiàn)場測量數(shù)據(jù),總體而言,鋼軌焊接接頭上線后軌頂面平直度高點(diǎn)數(shù)值比廠內(nèi)數(shù)值小。

表1 3組軌頂面平直度范圍內(nèi)接頭平直度降幅對比
上述分析表明,噴風(fēng)壓力較大時(shí),焊接接頭鋪設(shè)至現(xiàn)場的軌頂面平直度下降幅度較小,大噴風(fēng)壓力的熱處理工藝能夠延緩焊接接頭軌頂面平直度減小的速度。
2.4 大機(jī)打磨前后焊接接頭軌頂面平直度變化
聯(lián)系商務(wù)英語專業(yè)對口企業(yè)負(fù)責(zé)人,了解新進(jìn)人員對所學(xué)專業(yè)基礎(chǔ)知識和技能的掌握情況,隨時(shí)掌握該企業(yè)相關(guān)職業(yè)崗位的個(gè)人能力需求及行業(yè)發(fā)展動(dòng)態(tài),可以作為修訂和完善培養(yǎng)方案的參考依據(jù)。
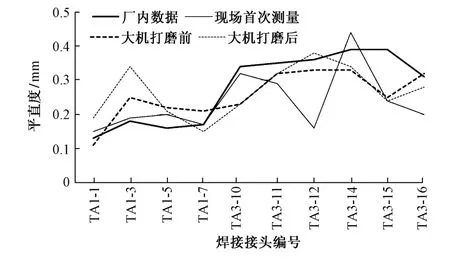
圖7 打磨前后平直度數(shù)據(jù)對比
通過計(jì)算,大機(jī)打磨前10個(gè)焊接接頭軌頂面平直度均值為0.26 mm,大機(jī)打磨后均值為0.27 mm,差別很小,表明大機(jī)打磨對軌頂面平直度基本無影響。
在“一帶一路”實(shí)施的過程中,溝通的問題、傳播的問題、文化碰撞的問題等實(shí)踐中產(chǎn)生的新問題,為研究者提供了大量研究選題。
3 結(jié)論
1)總體上,固定閃光焊接接頭上線后軌頂面平直度與廠內(nèi)數(shù)值相比逐漸減小。
2)噴風(fēng)壓力大時(shí)焊接接頭硬度高,從而增加了接頭耐磨性,大噴風(fēng)壓力的熱處理工藝有利于延緩接頭軌頂面平直度磨耗。
3)初始軌頂面平直度設(shè)置范圍對接頭上線后軌頂面平直度影響較大。初始軌頂面平直度較小時(shí)上線后軌頂面平直度大小變化不一;而初始軌頂面平直度較大時(shí)上線后軌頂面平直度普遍減小。
4)大機(jī)打磨對焊接接頭軌頂面平直度基本無影響。
5)在年通過總重超過110 Mt的線路上,鋼軌廠內(nèi)固定閃光焊接時(shí),接頭熱處理噴風(fēng)壓力適宜選取0.22~0.24 MPa,而接頭軌頂面平直度宜控制在0.3~0.4 mm。
[1]王振強(qiáng),戴虹,呂其兵,等.無縫線路鋼軌現(xiàn)場焊接質(zhì)量研究[J].鐵道建筑,2005(8):76-80.
[2]高文會(huì).鋼軌閃光焊接頭平直度控制技術(shù)[J].鐵道建筑,2010(9):103-107.
[3]高彥嵩.淺析鋼軌廠內(nèi)固定閃光焊接質(zhì)量控制關(guān)鍵環(huán)節(jié)[J].金屬加工(熱加工),2011(16):39-40.
[4]牛道安.提高鋼軌工廠焊接接頭可靠性的研究[J].鐵道建筑,2012(7):118-120.
[5]張銘達(dá).長鋼軌廠焊接頭外觀質(zhì)量的控制[M]//中國鐵道學(xué)會(huì)工務(wù)委員會(huì).鐵道工務(wù)(鋼軌閃光焊).北京:中國鐵道出版社,2011.
[6]高彥嵩,晁俊才,張憲良.鋼軌平直度電子測量儀應(yīng)用比較[J].設(shè)備管理與維修,2011(11):21-23.
[7]周華.淺談鋼軌焊接接頭踏面平直度控制[M]//中國鐵道學(xué)會(huì)工務(wù)委員會(huì).鐵道工務(wù)(鋼軌閃光焊).北京:中國鐵道出版社,2013.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00
