局部加熱和整體加熱技術對X90鋼級熱煨彎管性能的影響
2014-12-23 06:44:10劉金生李玉卓
機械工程師 2014年12期
關鍵詞:工藝
劉金生, 李玉卓
(中油管道機械制造有限責任公司,河北廊坊065000)
0 引言
管道輸送作為第四種運輸方式,是石油天然氣最經濟安全的運輸方式之一。在管道安全可靠的前提下,如何最大限度地降低管道建設成本和提高管道輸送效率,一直是管道建設投資者和管道運營企業長期關注的問題。目前國際上主要采用提高鋼級、增大口徑進行高壓輸送的方法來提高管輸效率和降低成本。已經建成的西二線和西三線采用了管徑1219 mm、壓力12 MPa、X80方案,經濟輸量范圍為250~300億m3/年,不能滿足更大輸量的需求。而西四線、西五線規劃輸量450億m3/年,比西二線設計輸量增加了50%。要進一步提高管道輸量,最可能選用的方案就是進一步提高管道鋼級,采用X90或X100超高強度管線鋼。X80鋼級管線鋼管已在多個國家的天然氣輸送線上應用,但X90管線鋼管尚未被系統研究(僅70年代初有少量X90的原型,不能代表實際的生產),目前世界上還沒有X90管線;X100管線鋼管已得到廣泛研究,但仍未有一條真正的管線工程。
高壓大流量長距離油氣輸送已經成為國際石油天然氣管線的技術發展方向。長距離管道輸送必須應用彎管。彎管是管道輸送系統中必不可少的壓力管道元件,它作為改變管道走向的管件,除了是改變結構方向或輸送介質流向的管路元件,還起著增加管系柔性,吸收由于管道內壓及熱膨脹(收縮)而引起的管道應力的作用。冷彎彎管曲率半徑較大(40D),可在一般施工現場制作;而熱煨彎管曲率半徑較小(3D≤6D),通常工廠化制作,采用電感應加熱的方式進行煨制,我們將用于熱煨彎管的鋼管叫做“熱煨彎管母管”(簡稱母管),以此區分管道干線用的鋼管。因此,根據母管的技術特征及指標對其采用適宜的制造工藝,是開發出合格的X90鋼級熱煨彎管產品的重要條件。本文將對X90鋼級熱煨彎管的制造工藝技術特點進行對比和探索。
1 X90鋼級母管和彎管的參考標準
就熱煨彎管制造而言,“CDP-S-OGP-PL-016-2011-2油氣管道工程感應加熱彎管通用技術條件”以及“CDPS-OGP-PL-017-2011-2油氣管道工程感應加熱彎管母管通用技術條件”兩個標準,在中國油氣管道建設方面有較高的權威性。其中,母管標準在制定中參考了ISO、API等有關國際標準,也參考了國外先進標準及著名企業標準,借鑒了西氣東輸、陜京二線管道工程用管線鋼管用技術條件,同時將近年來對高鋼級感應加熱彎管方面的應用基礎研究及技術標準的研究成果和實踐經驗融入其中,標準格式是按照“API Spec5L:2007”標準體系進行編輯、補充并要求執行。由于X90鋼級母管和熱煨彎管尚處在實驗室研究階段,其很多技術指標就是參照上述兩個標準。
2 熱煨彎管的加熱工藝技術
2.1 熱煨彎管的結構
熱煨彎管的結構如圖1所示,有兩個段位:直管段1、5和彎曲段3;有兩個過渡區:起彎區2和收彎區4;有三個壁厚不等區:內弧區、外弧區以及中性區3;對有縫管而言,還有兩個部位:焊縫和管體;就加熱狀態而言,有兩個熱處理區:回火區1、5 和調質區3。
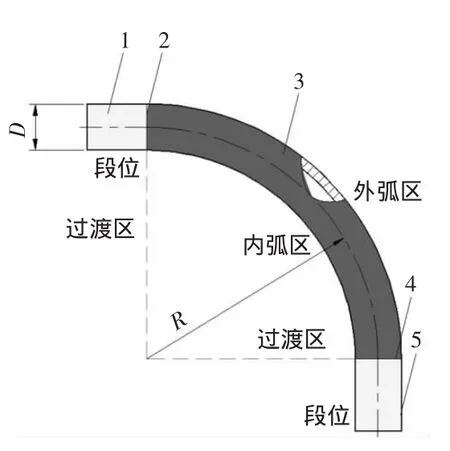
圖1 熱煨彎管的結構
經過煨制后,彎管的不同部位、不同段位、不同狀態都會影響彎管的機械性能,綜合考慮各部位的性能或形狀尺寸是熱煨彎管制造工藝技術的根本所在。
2.2 局部加熱技術和整體加熱技術
制作熱煨彎管時,從所需預留的一定長度直管段末端開始加熱彎制,達到預定的彎制角度后,結束加熱彎制,切除多余管段,然后進行后續的熱處理等工序。母管僅在起彎區、彎曲區、終彎區被加熱,此技術為局部加熱技術。制作熱煨彎管時,從母管首端開始加熱,直行到所需直管段長度后,開始彎制,達到預定的彎制角度后,結束彎制,母管繼續加熱并執行到另一直管段末端后,停止加熱,切除多余管段,然后進行后續的熱處理等工序,此技術為整體加熱技術。
3 X90鋼級熱煨彎管的試制及試驗
我們對某鋼管廠生產的X90鋼級φ1219×16.3母管煨制前進行抗拉性能和沖擊韌性檢測,試驗結果如表1、表2所示。
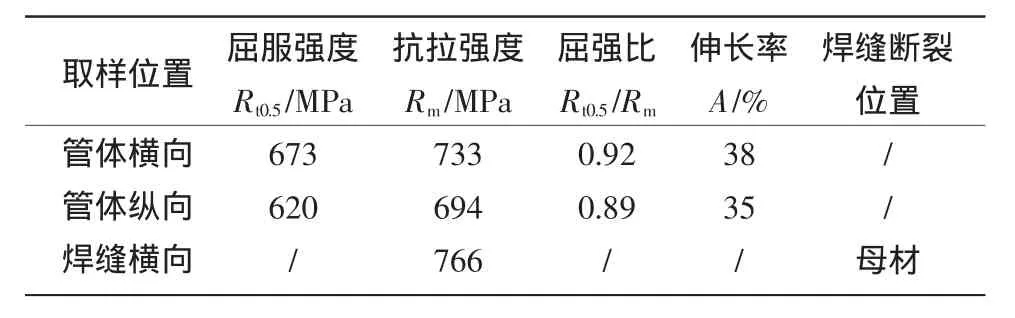
表1 X90鋼級母管拉伸試驗結果
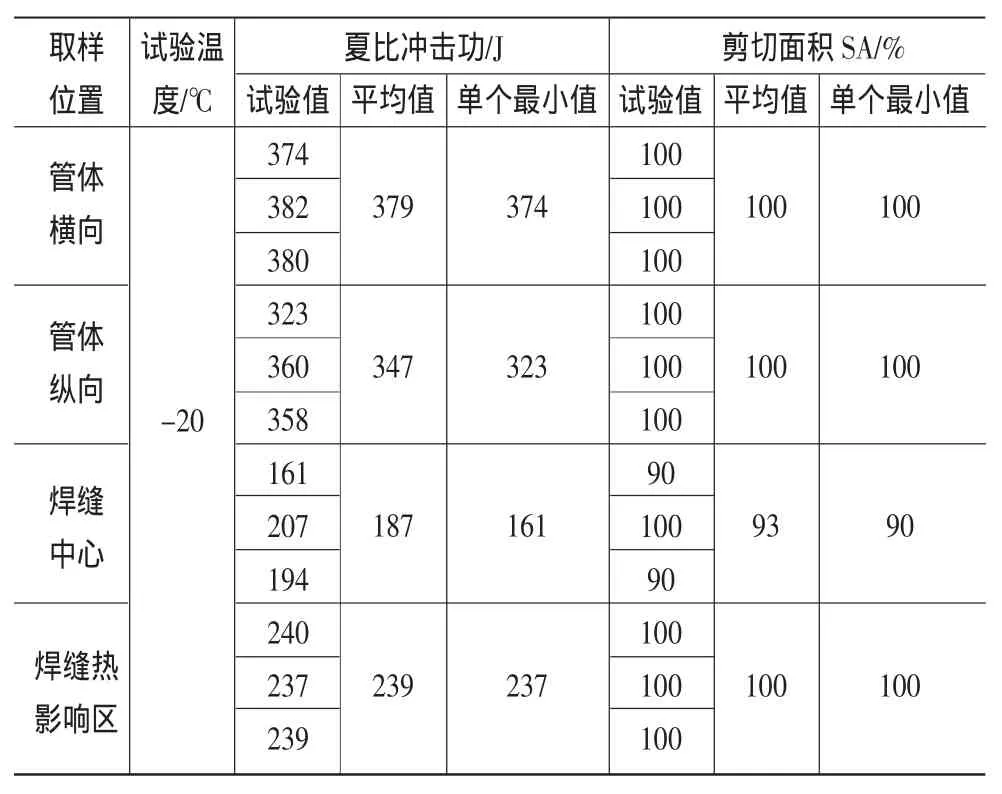
表2 X90鋼級母管夏比沖擊試驗結果
對該母管采用局部加熱工藝和整體加熱工藝進行熱煨試驗,彎曲段角度為12°,煨制后對彎管整體進行回火熱處理。對采用局部加熱工藝的彎管直管段取樣,進行抗拉性能和沖擊韌性進行了檢測,結果如表3、表4所示。
對采用整體加熱工藝的熱煨典型部位進行取樣,進行抗拉性能和沖擊韌性進行了檢測,結果如表5、表6所示。
上述試制結果表明:
1)母管最小屈服強度為620MPa,抗拉強度為694MPa,剛好滿足相應標準對X90級鋼管的抗拉性能要求,管體和焊縫的沖擊功亦高于相應的參考標準值。

表3 X90鋼級局部加熱工藝熱煨彎管拉伸試驗結果
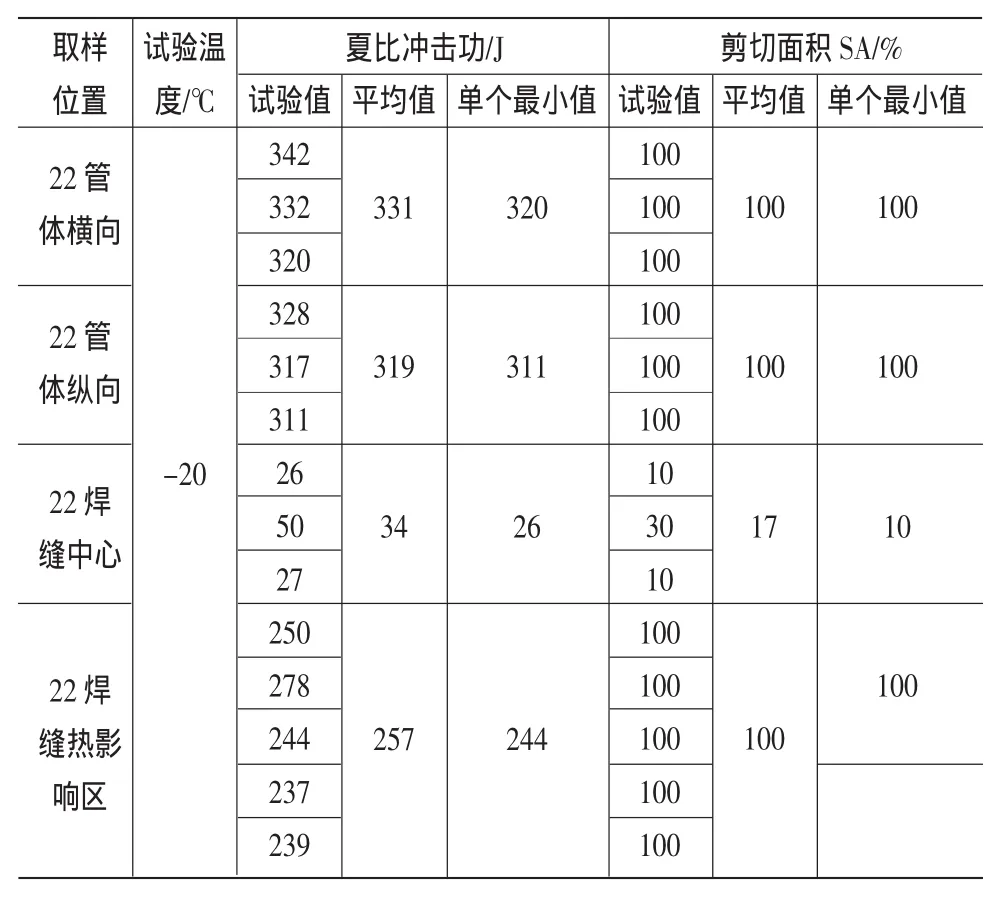
表4 X90鋼級局部加熱工藝熱煨彎管夏比沖擊試驗結果

表5 X90鋼級整體加熱工藝熱煨彎管拉伸試驗結果
2)采用局部加熱技術彎管最小屈服強度為641MPa,抗拉強度為708 MPa,基本滿足相應標準對X90級鋼管的抗拉性能要求;但焊縫中心的沖擊功最小值為26J,平均值為34J,均遠低于相應的參考標準。加熱后的彎曲段和直管段的機械性能差異較大,即使經過回火熱處理也很難消除兩段的性能差異。
3)整體加熱技術消除了起彎區和終彎區性能薄弱區現象,減少了彎曲段和直管段的機械性能差異。采用此技術能顯著提高熱煨彎管的沖擊韌性。
4 結論
1)制作X90鋼級熱煨彎管宜使用專用母管,并進行整體熱處理以減輕殘余應力的影響。
2)雖然采用局部加熱工藝和整體加熱工藝都未得到滿足參考標準要求的合格的X90鋼級熱煨彎管,但采用整體加熱工藝制作的彎管各項性能參數相對穩定。
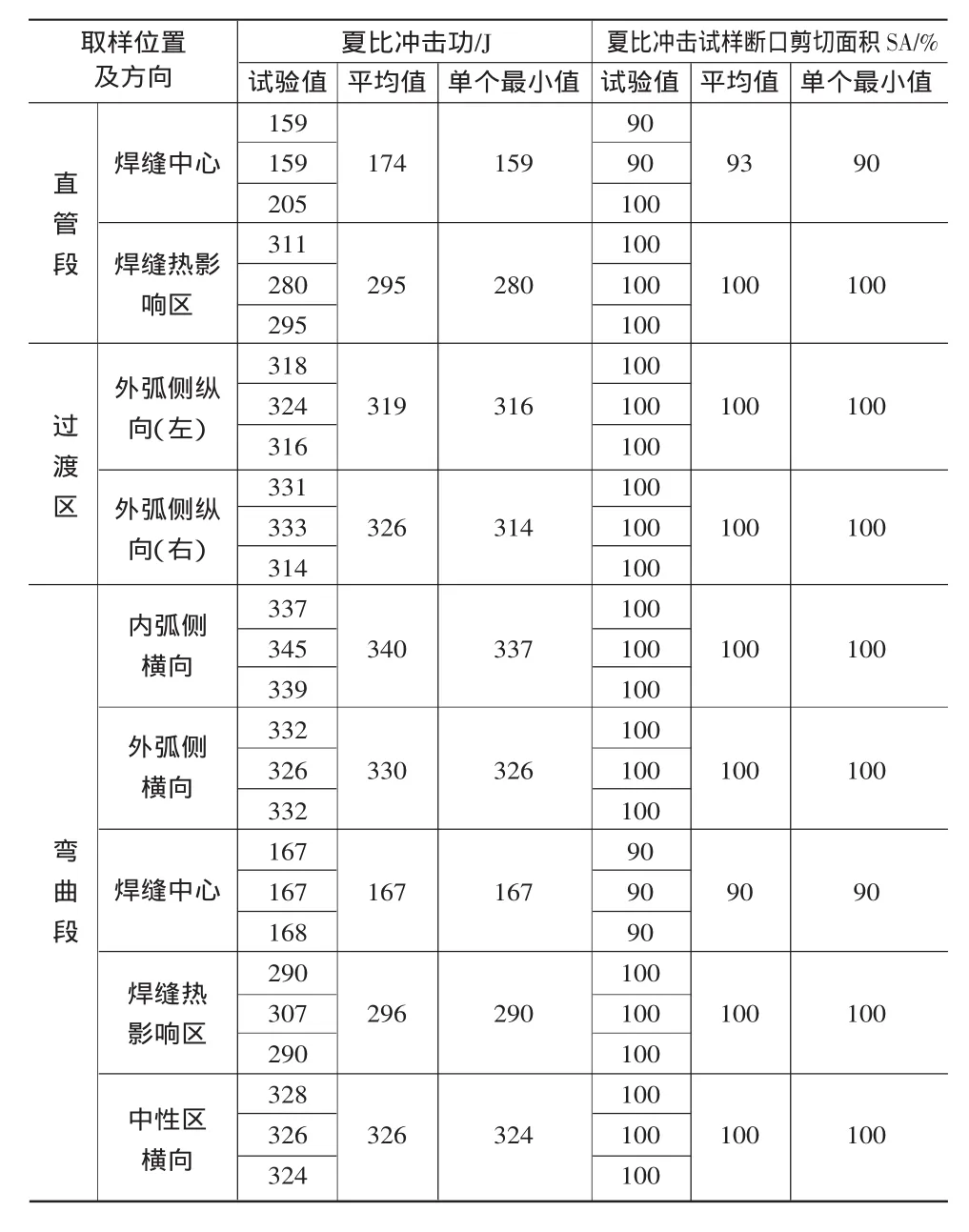
表6 X90鋼級“整體加熱”工藝熱煨彎管夏比沖擊試驗
3)整體加熱技術比較適合高鋼級、母管(特別是焊縫)需要進行調質加工熱處理的熱煨彎管制造。適當調整煨制工藝參數和熱處理參數,采用“整體加熱”工藝技術是開發X90鋼級熱煨彎管最有效的方法之一。
[1] 田瑛,甄建超,孫春良,等.我國油氣管道建設歷程及發展趨勢[J].石油規劃設計,2011,22(4):4-8.
[2]國務院.“十二五”國家戰略性新興產業發展規劃[EB/OL].2012-07-09.http://www.gov.cn/xxgk/pub/govpublic/mrlm/201207/t20120720_65368.html.
[3] 國家發展改革委.天然氣發展“十二五”規劃[EB/OL].2012-12-03.http://www.gov.cn/zwgk/2012-12/03/content_2280785.htm.
[4] 中國石油天然氣股份有限公司天然氣與管道分公司.CDP-SOGP-PL-017-2011-2油氣管道工程感應加熱彎管通用技術條件[S].
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
