舞鋼鋼板尾部分層缺陷原因分析與改進
2014-12-22 06:20:24彭世寶陶林曹季林趙向政
河南冶金 2014年3期
彭世寶 陶林 曹季林 趙向政
(1.舞陽鋼鐵有限公司 2.河南省工業學校)
0 引言
舞陽鋼鐵有限責任公司是目前國內主要厚板生產廠家,第一煉鋼廠現有90 t UHP 超高功率電爐2臺,90 t LF 鋼包精煉爐3 臺,VD 真空處理爐2 臺,采用“電爐-LF -VD -模鑄澆注”的工藝流程[1]。近幾年來隨著鋼板向更厚規格的擴展,模鑄的單重也越來越大,特別是重大工程用鋼,對鋼板的實物質量要求也越來越高。因此,提高單重,并保證厚規格鋼板的合格率成為生產的重要方面。
2014年1 ~2月份,鋼錠軋制后出現成品探傷合格率偏低,筆者對產品的質量問題進行了調查分析,提出了相應的改進措施。通過采取保持模底保護渣均勻、提高保護渣的純凈度、提高鋼液的流動性、控制水口與中鑄管的間距等冶煉措施,有效地控制了鋼材尾部分層缺陷的產生,從而提高了產品的探傷合格率。
1 探傷不合原因分析
1.1 厚板探傷不合統計
2014年1 ~2月份厚板探傷不合格的統計數據見表1。其中尾部分層缺陷導致鋼板探傷不合達到33 塊,占探傷不合總塊數的比例超過52%。按塊數計算,尾部分層導致探傷不合的缺陷,占到總產量的2.79%,比2013年升高了2. 48%(如圖1 所示)。由此而產生計劃外鋼板總量達到612.6 t,造成巨大的質量損失。

表1 2014年1 ~2月尾部分層統計
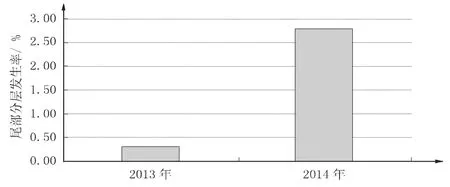
圖1 2013年、2014年尾部分層發生率
1.2 厚板尾部分層缺陷分析
尾部分層缺陷根據分布的位置分別有兩類,一類是分布在鋼板的邊角部(如圖2 所示),冶煉爐號為14100325N0,批號為HA216892 鋼板的原始分層缺陷(1#試樣),缺陷位置在距鋼板尾部約650 mm、邊部約360 mm(鋼板尺寸為150 mm ×2150 mm ×7600 mm);另一類分布于鋼板的中間位置(如圖3所示),冶煉爐號為14100718N0,批號為HA256328鋼板的分層缺陷(2#試樣),缺陷位置在距鋼板底端520 mm、在鋼板寬度的正中間部位(鋼板厚度82 mm×2320mm×11800 mm)。
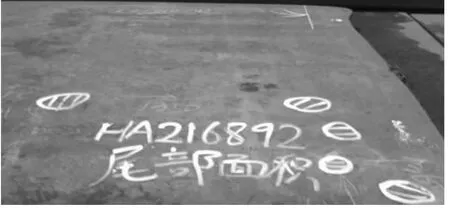
圖2 位于鋼板邊角部的分層缺陷

圖3 位于中間位置的分層缺陷
為分析尾部分層缺陷形成的原因,分別取探傷不合處的鋼樣進行刨銑。將1#試樣進行刨銑,在板厚的1/2 區域,發現了直徑約為1 mm ~2.5 mm 黃白色大型非金屬夾雜物,能譜分析如圖4 所示。從能譜結果看,夾雜物為發熱劑與爐渣結合物。
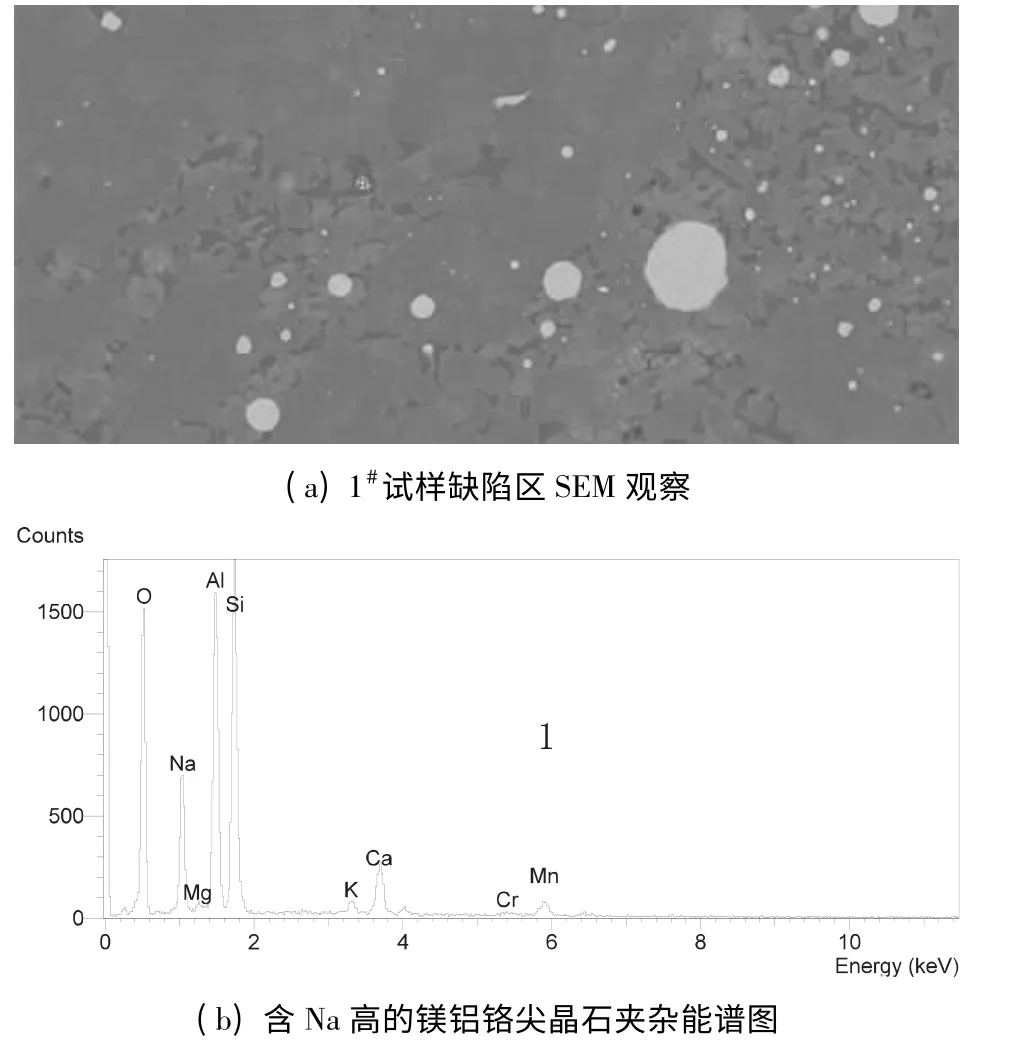
圖4 鎂鋁鉻尖晶石與發熱劑構成的復合夾雜
2#試樣經過刨銑,在板厚的1/2 區域,仍然發現了直徑約為2 mm 黃白色大型非金屬夾雜物,能譜分析如圖5 所示。
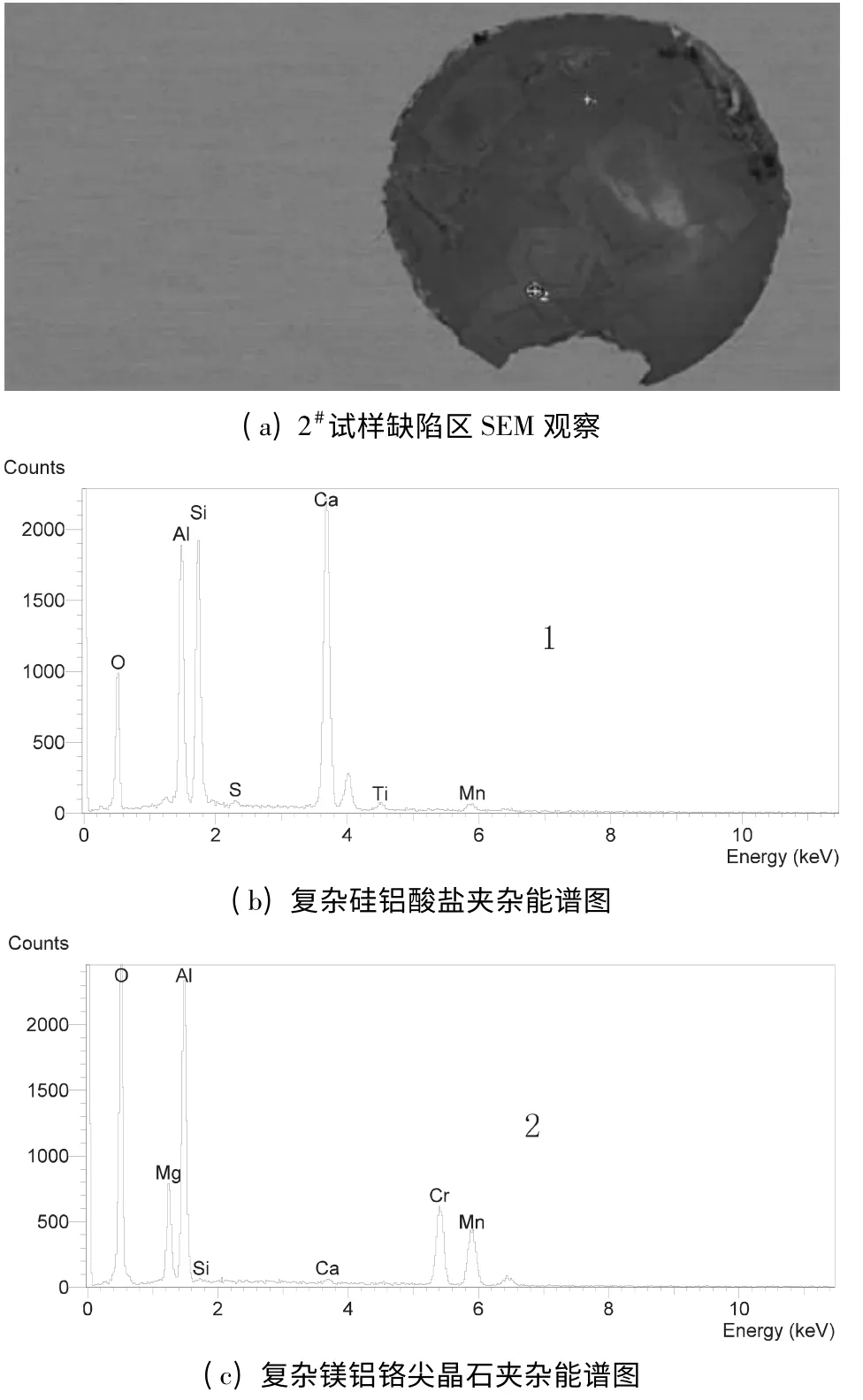
圖5 Ca-Si-Al-O 為主的硅鋁酸鹽和鎂鋁鉻尖晶石類夾雜物
由能譜分析結果可以看出,夾雜物是以Ca-Si-Al-O 為主的硅鋁酸鹽和鎂鋁鉻尖晶石等兩類組成。
1.3 大顆粒夾雜物的形成
分析表明,鋼板尾部的分層缺陷主要是由于該部位含有大顆粒的非金屬夾雜物造成的。鎮靜鋼錠中的大型氧化物夾雜(直徑大于100 μm)組成以硅酸鹽和鋁酸鹽為主[2]。主要來源是澆注開始階段,鋼錠表層快速凝固,使接近模壁的鋼液中的夾雜物(多為外來夾雜物)來不及上浮而被凝固殼的樹枝晶捕獲成為表皮的大型夾雜物。隨后由于結晶過程夾雜物不斷上浮,凝固前沿的推進速度也減慢,使大型夾雜物的數量由錠表面向錠中心明顯減少。底部沉積堆補位大型夾雜物較多,主要是凝固初期底部迅速形成粘稠層,阻礙夾雜物上浮所致。造成聚集的因素以下幾方面:
1)上浮的夾雜物被“結晶雨”帶入粘稠層;
2)以夾雜物為結晶核心而形成的結晶體,密度大于鋼液而沉到底部;
3)在凝固前沿濃聚的夾雜物及部分樹枝晶被熱流送到錠底,鋼流重新上升,而晶體與夾雜物則滯留在粘稠層內;
4)澆注時水口下面的凝鋼或模內由于散熱和保護渣冷卻形成的凝鋼沉降時,將夾雜物帶入粘稠層;
5)夾雜物在粘稠層中聚集長大等。
2 改進措施
根據以上分析的結果,為了消除鋼板尾部的分層缺陷,控制鋼錠邊角部和水口上方的夾雜物,主要在工藝上采取了以下技術措施:
2.1 保持模底保護渣均勻
下注法鋼水進入錠模后,很快形成激冷層,如果保護渣不能均勻分散開來,與冷鋼形成夾雜物進入粘稠層,難以上浮,容易在鋼錠邊角部形成夾雜,軋板后表現為分層缺陷。因此,必須使袋裝模鑄保護渣在模底保持均勻平鋪,防止積堆造成的熔化不均勻。
2.2 提高保護渣的純凈度
如果在保護渣制造過程中,因篩分設備異常導致保護渣中混入片狀氧化鋁或單質鋁,則會在澆注初期直接進入粘稠層,形成大顆粒夾雜物,不能夠上浮。因此需要嚴把保護渣質量關,特別防止保護渣中混入片狀氧化鋁或單質鋁。
2.3 提高鋼液的流動性
調節注溫、注速,提高、改善澆注后期鋼液流動性。按照鋼包冷熱周轉狀況,澆注過熱度按規程中上限控制,以確保澆注后期鋼水有較好的流動性,利于夾雜物上浮;取樣在冒口澆注階段最后期進行,冒口澆注速度按照規程規定的時間下限控制,適當加快速度;距離冒口線下100 mm 開始控流,過冒口線后增流,以確保冒口澆注階段注流強勁有力,帶動鋼水模內循環,促使夾雜物上浮。
2.4 控制水口與中鑄管的間距
控制鋼包水口與中鑄管盆磚間距在300 mm 以內。過高的鋼包水口與中鑄管盆磚間距,勢必增大鋼水的二次氧化程度,使得氧化鋁富集在水口或中鑄管磚壁上,流速波動時隨鋼水進入模內,形成大型夾雜物。
3 效果
通過以上措施的實施,嚴格控制了澆鑄過程中產生的大顆粒非金屬夾雜物,從而減少了鋼板尾部的兩類分層缺陷,探傷合格率明顯提高。2014年3~5月份,鋼錠探傷3123 塊,出現尾部分層缺陷4塊,尾部分層發生率為0.13%,取得了較好效果。具體統計數據見表2。
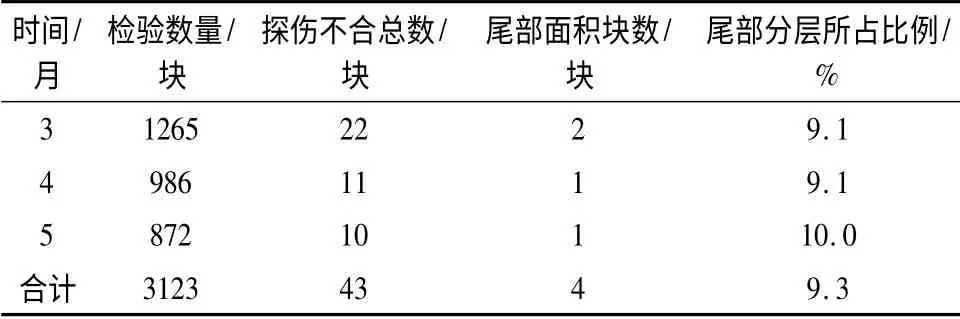
表2 2014年3 ~5月探傷統計
4 結束語
1)公司錠材板尾部面積缺陷主要成分是以Al2O3為主、含有少量的Mg 的化合物、Ca 的化合物或者Ca-Mg-Si 的復雜化合物等。
2)根據對模鑄用輔助材料的成分分析以及工藝統計結果看,尾部面積缺陷的主要來源應該是鋼液中的脫氧產物以及少量沒有被渣料吸附的復雜化合物。
3)根據針對尾部面積缺陷所制定的一系列工藝措施及效果看,主要影響因素包括澆注鋼液后期流動性、不同包況過熱度控制、澆鑄過程控制(尤其是后期帽口澆注時間)、鑄線裝配準備潔凈程度等。
4)通過實驗分析結果,嚴格檢查鑄模裝配潔凈程度、細化澆鑄工藝過程控制、減少真空后補喂鋁線等一系列措施,目前尾部面積缺陷已經得到有效控制。
[1]曹季林,毛志剛,趙向政.大型鋼錠軋板和穿孔缺陷分析級澆注工藝優化[J].特殊鋼,2013,34(4):36 -39.
[2]羅愛國.最新煉鋼新工藝與核心技術操作要點及現場作業全程控制制度實施手冊[M].北京:中國科技出版社,2007:679-680.
