電腦橫機組合式凸輪換色基座的創新設計
2014-12-19 03:37:08常熟市國光機械有限公司顧振剛鄭文玉肖鋒何明華
紡織機械 2014年8期
常熟市國光機械有限公司 顧振剛 鄭文玉 肖鋒 何明華/文
本文通過對原有電腦橫機采用的電磁鐵驅動換色基座存在的缺點進行分析,對采用組合式凸輪技術和控制方法所提供的一種結構簡單、穩定性好、維修率低的換色基座進行了特點及運行的分析和說明。
1. 前言
換色基座是電腦橫機在編織過程中選擇不同導紗器滑架(也稱烏斯座)帶動紗嘴中的紗線來完成各種編織的重要部件。
現有的換色裝置一般均采用電磁鐵配合杠桿推動的方式來實現其功能。目前無論是國內還是國外生產制造的電腦針織橫機一般均采用上述原理制造。多個導紗器滑架由獨立的電磁鐵控制,使用頻率高的電磁鐵每年要更換1~3次。
2. 電磁鐵驅動缺點的分析
1)每個電磁鐵都有連接控制線,再加上電磁鐵的磁場較大,造成電控部分的干擾,影響電控穩定性。
2)單個電磁鐵故障,無法報警提示,維修人員不能盡快確定排除。
3)電磁鐵切換啟用頻率高,瞬間工作沖擊力大、噪聲大,容易損壞切換機構和電磁鐵自身,故障多、維修率高。
由于以上存在的缺點,造成了機械部件更換率和編織物廢品率高,編織原料浪費大,維修人員花費工時成本高。
3. 組合式凸輪換色基座的設計理念
基于電磁鐵換色基座的缺陷較多,常熟市國光機械有限公司研發團隊對此進行了多年的探索研究,開發了一種采用動力裝置為電機驅動的組合式凸輪換色基座。
該組合式凸輪換色基座的優點是:避免了電磁鐵造成的電控部分干擾、穩定性差的問題。利用電機驅動組合的凸輪推動所需切換滑塊,由切換滑塊帶動導紗器滑架,凸輪與切換滑塊之間工作配合無沖擊力,因此噪聲小。同時,減少了電路控制連接和電磁鐵所產生的電磁干擾,穩定性好,各相關部件也不容易損壞,維修少,使用壽命長。
4. 組合式凸輪換色基座的工作原理及機構特點
組合式凸輪換色機構如圖1所示,包括用來選擇導紗器滑架的切換滑塊2、杠桿3和動力裝置,所述杠桿3為蹺蹺板式設置,其中部采用軸4固定,杠桿3的兩端分別設置有切換滑塊2、動力裝置,動力裝置推動杠桿3一端,杠桿3的另一端帶動切換滑塊2向上運動,所述切換滑塊2上設置有復位彈簧10,復位彈簧10設置在切換滑塊2和安裝蓋板11之間,在動力裝置推動杠桿3一端的力度解除后,復位彈簧10使切換滑塊2向下復位。所述動力裝置摒棄傳統采用組合電磁鐵來分別推動所需切換滑塊2的結構,其包括電機驅動的凸輪6,所述凸輪6安裝在電機軸5上,凸輪6下方為杠桿3,凸輪6的曲面作用在杠桿3的一端,即凸輪6的曲面推動杠桿3的一端。
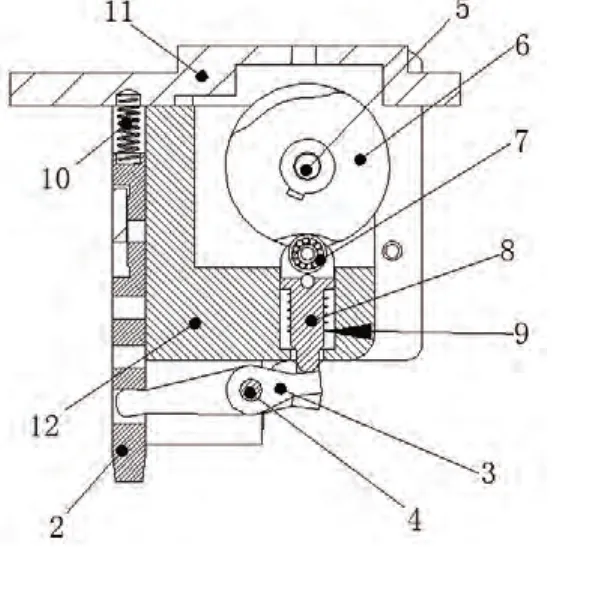
圖1 凸輪換色機構示意圖
如圖1所示,還可以在凸輪6與杠桿3之間設置頂銷8,所述頂銷8可上下活動地安裝在凸輪6下方的基座12上,其上端緊靠凸輪6的曲面,其下端作用在杠桿3的一端。一般情況下,單系統的電腦針織橫機的換色基座由八個并排的換色機構構成,從一端起,相鄰四個換色機構的凸輪設置在一個電機軸上,而雙系統、三系統則以此類推。
5. 組合式凸輪換色基座的具體實施方式
5.1 凸輪類型的選擇
當從動件的位移、速度、加速度必須嚴格按照預定規律變化時,常采用凸輪機構。凸輪機構一般由凸輪、從動件和機架三個基本構件組成。凸輪機構的主要優點是,只要適當設計凸輪輪廓曲線,即可使從動件實現各種預期的運動規律,簡單緊湊。
電腦橫機換色基座工作時要求中速低載,故可選擇盤形凸輪控制頂銷8的上下運動,應用最普遍的滾子從動件,其承受力較好。盤形凸輪需要與柱形彈簧配合工作,為力鎖合凸輪機構。
5.2 組合式凸輪分度轉動規律
電腦針織橫機的換色基座包括多個換色機構,一般情況下,單系統的電腦針織橫機的換色基座具有6至8個換色機構,這些換色機構依次排在一起;雙系統則需要再加6至8個換色機構并排成兩行,如圖2所示;而三系統、四系統則以此類推。
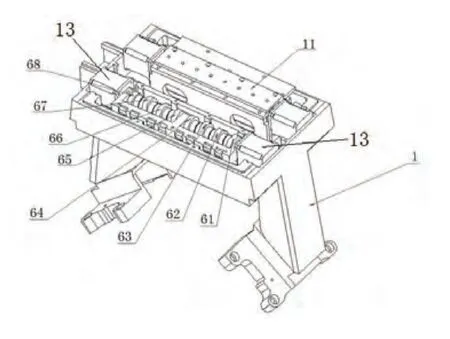
圖2 組合式凸輪換色基座
如圖2所示,電腦織針橫機在使用組合式凸輪換色基座時,可以采用一個電機軸5上設置有多個凸輪6,每個凸輪6對應一個換色機構,即一個電機13驅動多個換色機構。此時考慮到不同切換滑塊2選擇導紗器滑架的時間不同,因此此時凸輪6的形狀是不同的。凸輪6具體的形狀有多種選擇,但選擇的思路是:一個或多個導紗器滑架的選擇與其他沒有被選中的導紗器滑架之間互不干擾,不干涉正常的工作。優化的選擇可以是:一個電機13驅動4個凸輪6,如圖4所示,2個電機13共驅動8個凸輪6。
下面以單系統為例,對電機驅動凸輪以及凸輪形狀的選擇進行詳細說明。單系統的電腦針織橫機換色基座具有八個換色機構,如圖2所示,換色基座安裝在天橋1上,從一端起,將換色基座上相鄰四個換色機構的凸輪6通過一個電機13驅動,這樣八個換色機構僅用兩個電機13便可以實現驅動。
將上述換色基座的凸輪6分別命名為第一凸輪61、第二凸輪62、第三凸輪63、第四凸輪64、第五凸輪65、第六凸輪66、第七凸輪67和第八凸輪68,每個凸輪6按角度均分為8份,順時針依次為第一、二、三、四、五、六、七、八凸輪塊。并且,每個凸輪6的各個凸輪塊所處的位置相同,即每個凸輪6的第一凸輪塊在電機軸5上的位置相同。
根據實際編織物要求,有時要用兩個紗嘴同時編織,一般不用相鄰兩個紗嘴,這樣兩個紗嘴之間的夾角大,紗嘴前后交換方便,容易居中。考慮到上述因素,第一、二、三、四、五、六、七、八凸輪塊的狀態如圖3所示來進行優化,其中第一凸輪、第二凸輪、第三凸輪和第四凸輪的凸輪塊狀態如圖3:
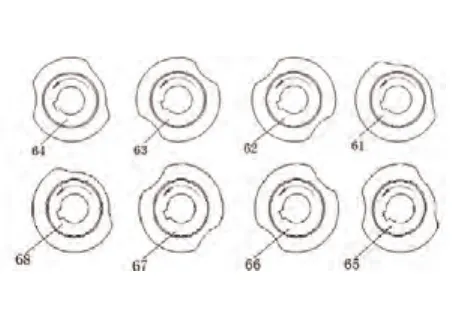
圖3 凸輪塊狀態圖
第五、六、七、八凸輪的凸輪塊狀態與第一、二、三、四凸輪的凸輪塊狀態對稱。以第一凸輪61、第二凸輪62、第三凸輪63和第四凸輪64為例,初始狀態默認所有凸輪6的第一凸輪塊位于頂銷8上方(即第一凸輪塊與頂銷8接觸,或通過軸承7與頂銷8接觸)。
上述八個換色機構在電機13驅動下工作過程如下:
在電機帶動凸輪組逆時針轉動45°后,第三凸輪63對應的切換滑塊2落下選擇導紗器滑架,第一凸輪61、第二凸輪62和第四凸輪64收起不選擇導紗器滑架;繼續逆時針轉動45°后,第四凸輪64對應的切換滑塊2落下選擇導紗器滑架,第一凸輪61、第二凸輪62和第三凸輪63收起不選擇導紗器滑架;繼續轉動的狀態如表1和表2所示。

表1 凸輪分度轉動狀態表
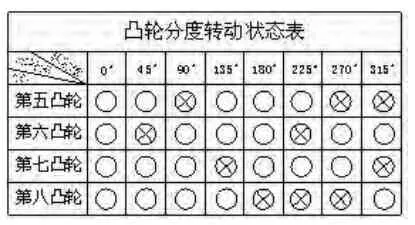
表2 凸輪分度轉動狀態表
同理,第五凸輪65、第六凸輪66、第七凸輪67和第八凸輪68的工作過程及選擇原理均相同。
表1、表2中○×代表凸輪6表面此時凹陷,對應的切換滑塊2落下選中導紗器滑架; ○代表凸輪6表面此時突出,對應的切換滑塊2不落下,從而不會選中導紗器滑架。表1、2中的度數代表逆時針轉動的角度。
由于第一凸輪61、第二凸輪62、第三凸輪63、第四凸輪64組成的一組凸輪與第五凸輪65、第六凸輪66、第七凸輪67、第八凸輪68組成的另一組凸輪分別采用兩個獨立的電機驅動,因此一組凸輪的八種狀態可與另一組凸輪的八種狀態任意組合。
6. 組合式凸輪換色基座的控制方法
電腦針織橫機組合式凸輪換色基座包括多個換色機構,如圖4所示,換色機構包括用來選擇導紗器滑架的切換滑塊和驅動切換滑塊的凸輪,驅動軸2或凸輪1上設置有分別與位置傳感器3、狀態傳感器4對應的感應點5。位置傳感器3檢測所述的換色機構中組合凸輪1的初始位置信號。狀態傳感器4檢測所述的換色機構中組合凸輪1的轉動狀態(即角度)信號。狀態傳感器4可選用霍爾傳感器,在驅動軸2或凸輪1上設置有感應磁鋼(即感應點5),磁鋼按角度均勻設置,霍爾傳感器通過感應磁鋼來計數,計數器的數字乘以磁鋼分布的角度便可以得到凸輪1轉動的角度。位置傳感器3、狀態傳感器4采集的信息通過信號采集模塊傳遞給主控制器。換色機構驅動元件選用步進電機。
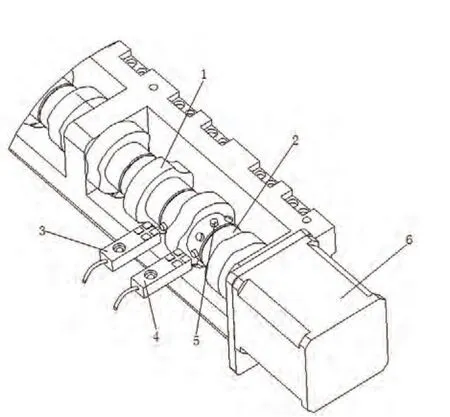
圖4 傳感器安裝示意圖
將編織程序輸入到主控制器中,工作流程是:主控制器向換色機構驅動模塊發送驅動指令,換色機構驅動模塊根據驅動指令來驅動換色機構驅動元件運動,從而帶動凸輪1精確地轉動來選擇不同的導紗器滑架進行編織動作。
但上述流程僅僅是理想狀態,帶動凸輪1轉動的角度常常存在偏差,因此就會影響選擇導紗器滑架的準確度。可通過以下控制方法來解決此問題,如圖5所示。控制方法包括以下步驟:
1)通過位置傳感器3檢測換色機構中凸輪1的初始位置信號,根據此信號判斷凸輪1是否在初始位置,位置傳感器通過信號采集模塊將此信號傳遞給主控制器,由主控制器對凸輪1是否在初始位置的信號進行判斷;
2)若凸輪1不在初始位置,則對凸輪1進行復位,執行步驟1);若凸輪1在初始位置,則執行步驟3);
3)換色機構驅動元件根據驅動指令驅動換色機構的凸輪1轉動來選擇不同的導紗器滑架進行編織動作;
4)通過狀態傳感器來檢測判斷凸輪1轉動的角度是否正確,用以判斷、防止例如步進電機失步等原因引起的轉動角度不到位的情況發生;
5)若凸輪1轉動的角度不正確,則通過報警模塊發出報警信號并鎖定驅動元件;若凸輪1轉動的角度正確則執行步驟6);
6)判斷是否有轉動的信號,若有則根據轉動的信號,執行步驟3)5);若沒有轉動的信號則結束。
此方法控制簡單,驅動元件采用步進電機時,只需向步進電機發送一定的脈沖即可驅動,硬件設計上接口少;位置傳感器和狀態傳感器可確保組合凸輪的每個轉動角度精確;同時具有反饋故障的功能。
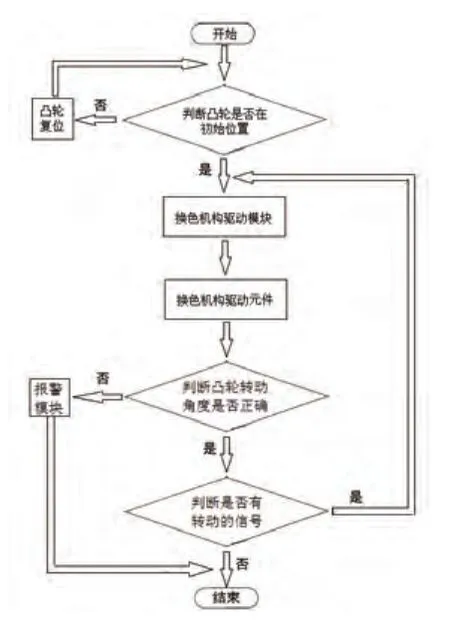
圖5 組合式凸輪換色基座電控流程圖
7. 結語
電腦橫機組合式凸輪換色基座改變了原采用組合電磁鐵來分別推動所需切換滑塊的結構,避免了電控部分造成的干擾、穩定性差的缺點。利用電機驅動組合的凸輪,推動所需切換滑塊,由切換滑塊帶動導紗器滑架,凸輪與切換滑塊之間工作配合無沖擊力,因此機械故障率少、噪聲也小;其減少了電路控制連接,結構簡單,各相關部件也不容易損壞,穩定性好,維修少,使用壽命長;是電腦針織橫機換色基座更新換代的方向。
[1].常熟市國光機械有限公司,電腦針織橫機組合凸輪式換色基座,CN 102808279 B。
[2].常熟市國光機械有限公司,電腦針織橫機組合凸輪式換色基座的控制方法, CN 102787441 B。
