曲軸加工中的車床配重計算
2014-12-16 07:17:36宋春蘭李廣娟田理中
鍛壓裝備與制造技術(shù) 2014年5期
關(guān)鍵詞:質(zhì)量
宋春蘭,李廣娟,田理中,劉 華
(江蘇省徐州鍛壓機(jī)床廠集團(tuán)有限公司,江蘇 徐州 221116)
機(jī)械加工過程中,偏心回轉(zhuǎn)體零件的加工非常普遍,因車床工件做圓周運動,質(zhì)量的偏心會產(chǎn)生離心力。當(dāng)工件重心與車床卡盤的回轉(zhuǎn)中心不重合時,在旋轉(zhuǎn)狀態(tài)下就會產(chǎn)生一定的不平衡力,在不平衡力的作用下,加工過程中工件會產(chǎn)生振動,直接影響加工精度,當(dāng)精加工轉(zhuǎn)速較高時,很可能造成事故,因此偏心回轉(zhuǎn)體的加工過程中,車床配重是非常重要的環(huán)節(jié)。配重計算即計算配重塊的兩個參數(shù):位置及質(zhì)量,位置主要根據(jù)車床卡盤參數(shù)及待加工零件的具體尺寸綜合決定,以不干涉為原則;質(zhì)量則用軟件進(jìn)行模擬計算。本文將以偏心曲軸為例進(jìn)行詳細(xì)介紹,供行業(yè)同仁參考。
1 確定配重位置
配重位置主要根據(jù)車床卡盤參數(shù)及加工零件的具體尺寸綜合決定。配重塊之間、配重塊與卡爪、配重塊與零件均不得干涉。配重塊通過卡盤上T型槽固定,因此T型槽位置也是必須要了解的。為確保配重塊位置的合理、實用,計算配重之前需確定以下四個參數(shù):①車床型號、卡盤直徑;②卡盤上T型槽尺寸及T型槽位置分布;③卡爪尺寸及位置分布;④待加工零件的尺寸。
2 在SolidWorks中建模
以圖1中偏心軸頸A加工為例,建模時首先確定A外圓中心(XY坐標(biāo))與坐標(biāo)原點重合,即重心與坐標(biāo)原點重合,Z坐標(biāo)為A外圓長度方向坐標(biāo)。其次因是毛坯加工,應(yīng)按毛坯圖建模。零件密度正確配置,保證模型重量與實際零件重量相符。
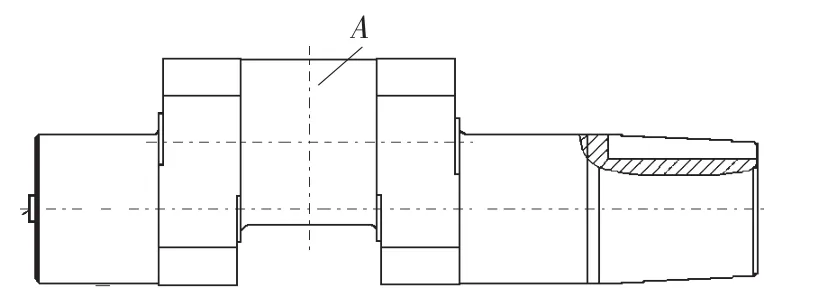
圖1 偏心軸頸加工
3 配重質(zhì)量計算
模型建好后,通過軟件的質(zhì)量特性選項可直接計算出零件的重心坐標(biāo)值,對應(yīng)視圖窗口中即圖中小球所在位置,如圖2所示。對曲軸重心進(jìn)行分析,因曲軸是軸向?qū)ΨQ零件,因此重心X坐標(biāo)與零件中心重合,根據(jù)圖2質(zhì)量特性對話框可以看出Y坐標(biāo)與零件中心相差74.411。根據(jù)力矩平衡原理,配重塊位置應(yīng)在重心與坐標(biāo)原點連線的延長線上,方向與重心坐標(biāo)相反。根據(jù)卡盤尺寸及T型槽位置確定配重塊中心距坐標(biāo)原點的Y方向距離設(shè)為Lp,假設(shè)配重塊質(zhì)量為Mp。

圖2 零件質(zhì)量特性
Mp=(零件質(zhì)量×重心Y坐標(biāo))/Lp
根據(jù)以上公式,假設(shè)Lp=300,即算得Mp=154.672。建立質(zhì)量為154.672的圓柱體模型進(jìn)行裝配,并通過對裝配體進(jìn)行重心計算,如圖3所示,可看到重心與坐標(biāo)原點基本重合,即配重計算正確。

圖3 裝配體質(zhì)量特性
車曲軸其他軸頸時,配重計算方法同上,只需將待加工軸頸中心與坐標(biāo)原點重合,按上述步驟計算即可。
4 實際應(yīng)用
當(dāng)曲軸偏心較大時,所需配重較重,體積較大,配重塊往往需要分開布置。布置配重塊時需注意以下幾點:
(1)為方便操作人員安裝,配重塊不宜太重。
(2)因零件是毛坯,與所建模型重量及重心不可能完全相符,計算的配重Mp只能是一個接近的數(shù)值。因此,配重塊需設(shè)計成幾種大小不同的規(guī)格,方便調(diào)節(jié)。
(3)根據(jù)上述Mp計算公式可以看出,Lp越大,配重質(zhì)量越小,從節(jié)約成本的角度考慮,Lp盡可能大一些,但需確保安全。
(4)配重塊高度不宜過高,以防高速旋轉(zhuǎn)時T型槽螺釘拉斷。
(5)配重效果應(yīng)達(dá)到翻轉(zhuǎn)曲軸時,曲軸能夠在任意位置停轉(zhuǎn)。
(6)當(dāng)配重較重,圓柱型配重塊不能滿足要求時,可使用扇形配重塊,但扇形配重塊重心不好確定,最好利用三維軟件進(jìn)行模擬。
5 結(jié)論
通過以上方法計算的配重基本能夠滿足使用要求,已在本廠進(jìn)行了推廣使用。其他偏心回轉(zhuǎn)體零件的加工均可參照此法進(jìn)行計算。
[1] 梁化春.曲軸偏心軸頸加工工藝方案探討[J].鍛壓裝備與制造技術(shù),2009,44(1).
[2] 馬永紅.利用Solidworks軟件為數(shù)控重型車床卡盤添加配重做平衡試驗[J].金屬加工(冷加工),2011,(19).
[3] 林俊峰.雙拐曲軸內(nèi)高壓成形過程的有限元分析[J].鍛壓裝備與制造技術(shù),2005,40(4).
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
