汽車橋殼脹—壓復合成形工藝預制坯脹形模擬研究
2014-12-16 07:17:40吳士波趙升噸張大偉
鍛壓裝備與制造技術 2014年5期
吳士波,趙升噸,張大偉
(西安交通大學 機械工程學院,陜西 西安 710049)
0 引言
汽車橋殼作為汽車的主要部件起著支撐車體、保護差速器等功能。目前汽車橋殼主要采用鑄造、沖壓焊接的方法制造。其中,鑄件的強度、剛度雖然較大,但浪費材料和能源,生產工藝不夠環保;沖壓焊接件的質量輕,但焊縫性能比較差[1]。
管材液壓成形工藝具有材料利用率高、生產成本降低、成形件整體強度高等優點[2]。基于管材液壓成形的諸多優點,Lei[3]已將此成形工藝應用于汽車橋殼成形,并對橋殼的液壓脹形過程進行模擬;王連東提出采用脹—壓復合成形工藝[4],初步解決了橋殼傳統液壓脹形成形性不好、脹形液體壓力大的問題,成形件較傳統脹形成形件結構規整、可成形圓角更小、管材貼模良好。
汽車橋殼脹—壓復合成形工藝主要包括預制坯的脹形過程與汽車橋殼的壓制過程,其中預制坯的形狀與尺寸直接影響最終橋殼的質量[1],而預制坯脹形時的加載曲線(即管坯內部壓強與軸向進給量的協調關系)是脹形件質量的關鍵,管坯內部壓強過小或過大會引起脹形件的局部褶皺或貼模性差的問題。本文以某型橋殼為例,根據汽車橋殼脹—壓復合成形工藝預制坯的設計原則[1],并考慮了汽車橋殼截面尺寸的劇烈變化,設計了汽車橋殼脹—壓復合成形工藝預制坯。通過ABAQUS有限元軟件對橋殼脹—壓復合成形預制坯脹形過程進行模擬仿真,分析預制坯脹形過程中加載曲線對預制坯成形質量的影響。通過控制加載曲線得到有益褶皺進而脹形得到符合要求的預制坯,并對理想預制坯的壁厚進行分析。
1 預制坯的脹形方式與尺寸的確定
1.1 預制坯的脹形方式的確定
汽車橋殼脹—壓復合成形工藝的基本步驟為[4]:管材兩端縮徑→對縮徑管材脹形得到預制坯→將脹形件壓制成形。以某型汽車橋殼為例,如圖1所示為預制坯的脹形基本步驟,初始管材采用20#無縫鋼管,對管材進行縮徑處理得到縮徑管坯;將縮徑管坯進行脹形得到預制坯。
圖1 橋殼脹—壓工藝預制坯脹形基本步驟
由于管材力學性能、零件形狀等的影響,采用傳統管材內高壓成形工藝時管材的膨脹率低甚至出現管材破裂現象,若在管材脹形時利用有益褶皺,可以適當增加管材的膨脹率、降低管材的減薄[2,5,6]。本橋殼預制坯所需的管材膨脹率較大,但由于管材極限膨脹率以及成形工藝的限制,管坯脹形時若采用一次脹形的方式,在脹形過程中管材減薄嚴重甚至會出現管材破裂。即使在管材脹形過程中采用有益褶皺,由于管材坯料的局部堆積同樣會出現無法展平的死皺[7]。管材破裂與出現死皺都屬管材失效行為,在管材脹形過程中不允許出現上述失效現象。因此,汽車橋殼脹—壓復合成形工藝預制坯需要通過兩次液壓脹形與有益褶皺相結合的方式得到,從而降低管材脹形過程中的減薄甚至破裂的可能性。
1.2 預制坯尺寸的確定
在汽車橋殼脹—壓復合成形過程中,橋殼附加蓋的大小對橋殼的成形性有一定影響,若附加蓋過大,橋殼成形件成形性好,但浪費材料;相反,若附加蓋過小,橋殼成形件省材料但橋包部分成形性差,且在壓制成形過程中的端部翹曲易造成管坯端頭密封失效[1],無法完成橋殼脹形過程。以某型號汽車橋殼為例,如圖2所示,橋包最高點的高度H1=58mm,附加蓋最高點高度為 H2,定義 L=H2/H1。當 L取值為 0.78~1時,橋殼外形及基本成形的內壓范圍較理想[4]。為方便計算與模具設計,本模擬試驗中取L=1。
汽車橋殼預制坯形狀同樣對橋殼成形件成形質量有很大影響,一般情況下,軸對稱脹形件的可成形性及成形質量較非軸對稱脹形件好,因此汽車橋殼預制坯的形狀選取軸對稱。如圖3a所示,忽略橋包部分小臺階對壓制成形的影響,設計預制坯形狀為左右對稱。在橋殼成形件右半部分取若干截面并計算截面上橋殼周長,其中,在橋殼截面周長變化劇烈的地方取多個截面,定義截面周長為C1,等效圓截面周長為C2,取 k=C2/C1。當 k=0.96~0.98時汽車后橋殼成形性較好,橋包及過渡圓角合適[8],本模擬試驗中取k=0.96。如圖3b所示為汽車橋殼壓制所需要的理想預制坯各截面處半徑分布情況。
圖2 汽車橋殼樣件
圖3 橋殼樣件與預制坯半徑分布
汽車橋殼最終成形件的最薄壁厚要求為3mm,為保證成形件總體強度與使用要求,設計預制坯的厚度為4mm,因此,根據塑性成形基本理論中材料成形前后等體積的原則,如圖1a所示,初始管材選取20#無縫鋼管,外徑為118mm,壁厚4mm,長度為476mm。經冷推壓縮徑處理后管材兩端直徑為66.5mm,縮徑長度為45mm,如圖1b所示。
2 有限元模型
運用ABAQUS有限元模擬軟件對汽車橋殼成形過程進行模擬時,無法對其成形過程進行完全真實的仿真,因此,在運用ABAQUS進行橋殼成形模擬時作如下簡化:①管坯內表面采用施加等效壓強的方式模擬高壓液體對管坯的作用;②根據汽車橋殼成形件的結構特點,模擬過程采用橋殼整體的二分之一作為有限元模型進行模擬以減少計算時間;③脹形模擬過程中忽略載荷加載速度對材料應變速率的影響,通過采用平滑分析步減少模擬過程中的慣性力。
管材流動應力變化符合Hollomon冪指函數公式,即
σ=Aεn
式中:A——與材料有關的強度系數;
n——材料的硬化指數。
預制坯脹形過程是在管坯內部液力脹形與軸向受壓縮的條件下進行的,因此材料參數采用雙向應力脹形條件下得到的參數更接近實際。與拉伸實驗得到的參數(A=746,n=0.223)相比,在雙向應力脹形條件下得到的管材相應參數偏大[9]。
如表1所示為縮徑管坯的材料參數。

表1 縮徑管坯材料參數
汽車橋殼預制坯的脹形管坯為經去應力退火后的縮徑管坯,在ABAQUS中通過更新材料屬性等效去應力退火過程。
汽車橋殼脹—壓復合成形工藝預制坯有限元模型中,管坯采用C3D8R網格類型,其余脹形模具采用離散剛體,網格類型為R3D4。定義管坯對稱面,管坯與模具之間采用庫倫摩擦,摩擦系數為0.05。采用ABAQUS顯示動力進行脹形模擬分析。
如圖4所示為汽車橋殼脹—壓復合成形預制坯脹形有限元模型。
3 預制坯脹形
3.1 一次脹形工藝模擬
圖4 壓制有限元模型
管材初次脹形最大直徑約為管材最終直徑與初始直徑的均值且一次脹形件形狀為圓柱體。保證脹形成形件成形質量的關鍵因素是脹形過程中加載曲線的設置[10,11],即脹形過程中一次脹形左右半模具軸向進給量S與管材內部壓強P的協調關系。在本脹形模擬試驗中,采用三種加載方式進行模擬對比,如圖5所示為三種不同方式的加載曲線。
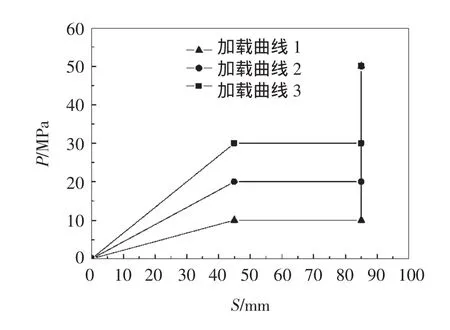
圖5 一次脹形三種加載曲線
根據管材脹形整形壓強計算公式[2]:

式中:rc——工件截面最小圓角半徑,mm;
t——過渡圓角半徑處的平均厚度,mm;
σs——整形時材料流動應力,MPa。
三種加載方式的一次脹形整形壓強取為50MPa。三種加載方式的模擬結果對比分析如表2所示。
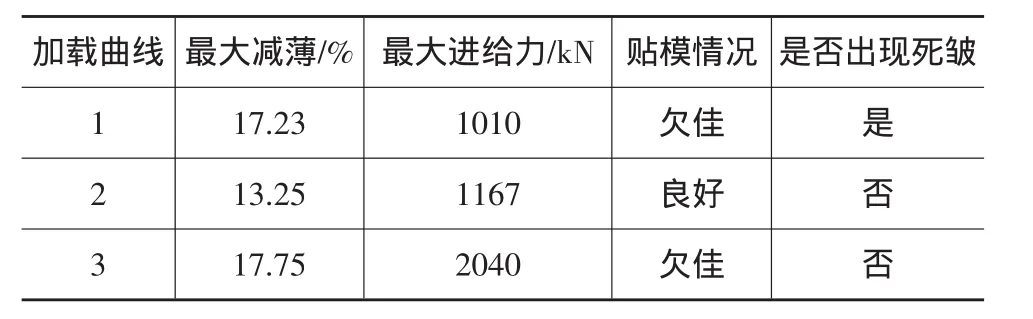
表2 一次脹形三種加載方式模擬結果
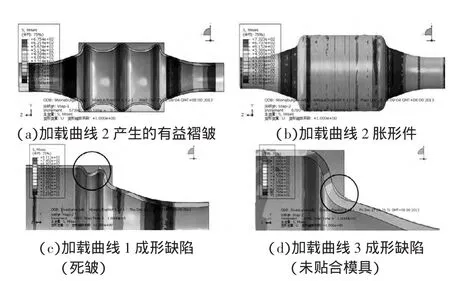
圖6 不同加載曲線成形情況
預制坯一次脹形過程中采用有益褶皺,如圖6a所示在一次脹形左右半模具行程為85mm時產生3個波紋,然后通過加壓最終得到一次脹形件。加載曲線2的管材減薄最小、進給力適中且在成形過程中沒有出現死皺,成形件形狀如圖6b所示。加載曲線3雖未出現死皺,但成形過程中進給力與減薄較大且管材貼模狀況欠佳。加載曲線1與加載曲線3在脹形過程中都出現管材貼模狀態欠佳現象,但其出現的原因不同:加載曲線1是由于脹形壓強不足造成,且出現無法展平的死皺(如圖6c所示);而加載曲線3是由于初期脹形壓強過大,導致后期管材成形圓角半徑過小(如圖6d所示)。
3.2 二次脹形工藝
二次脹形工藝與一次脹形工藝類似,即通過合理的加載曲線控制最終脹形件的質量。二次脹形相比一次脹形不同在于二次脹形中間形狀為球面而非圓柱面,各截面處的膨脹率不同,最大膨脹率處于中心對稱面。預制坯二次脹形模擬取三種不同的加載方式,與一次脹形相比在管材脹形過程中沒有保壓階段,最終整形壓強為50MPa,如圖7所示為三種加載曲線,即二次脹形左右半模具軸向進給量S與管坯內部壓強P的協調關系。
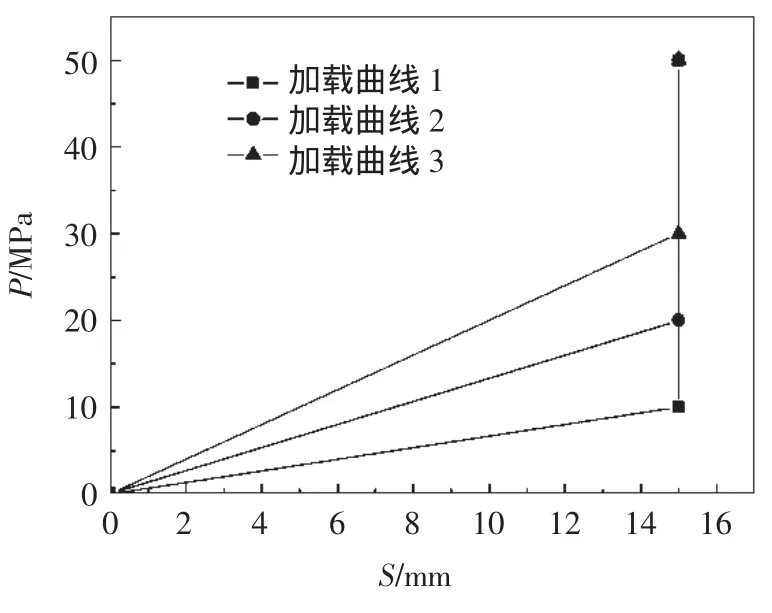
圖7 二次脹形三種加載曲線
三種加載方式的模擬結果如表3所示。
加載曲線2較加載曲線1產生的管材減薄略小,最大進給力小;且總體成形質量較好,管材貼膜良好,無飛邊出現,如圖8a所示。加載曲線3管材的最大減薄與最大進給力較大且出現飛邊現象(如圖8b所示),其主要原因在于加載曲線3在管材脹形過程中壓強較大,管材脹形過大。
表3 二次脹形三種加載方式模擬結果
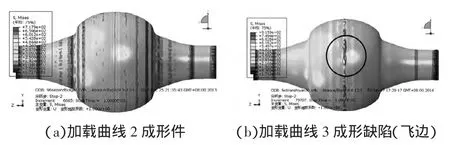
圖8 不同加載曲線成形情況
汽車橋殼脹—壓復合成形預制坯的壁厚分布情況與橋殼最終壓制成形件壁厚分布有很大關系,從而對橋殼整體強度產生影響,因此,有必要對預制坯脹形件的壁厚分布進行分析。如圖9所示取脹形件截面并對此截面上脹形件壁厚減薄進行計算。由預制坯脹形件壁厚減薄分布可以看出,預制坯壁厚分布情況呈對稱分布;中間壁厚減薄最大,最大減薄為20%,滿足預制坯的初始設計目標;脹形件兩端壁厚分布較厚,增厚較嚴重,最大增厚在50%左右,預制坯脹形件整體壁厚分布呈現不均勻性,但不影響后續橋殼的壓制成形。
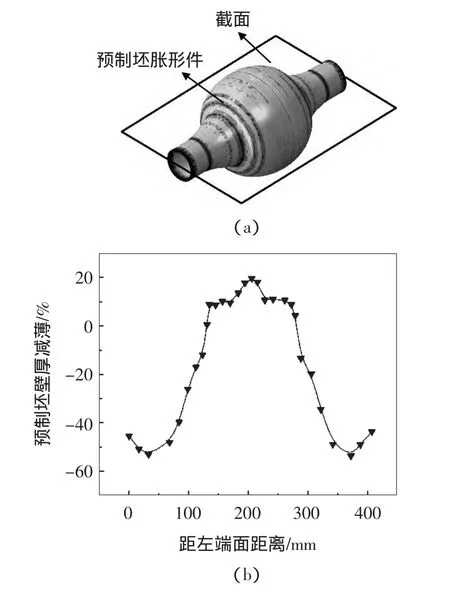
圖9 預制坯脹形件壁厚分布
4 結論
(1)通過對汽車橋殼脹—壓復合成形工藝預制坯脹形件成形過程的模擬仿真發現:若預制坯脹形過程中脹形壓強較低,容易使脹形件貼模欠佳;若脹形過程中脹形壓強過高,脹形件容易出現飛邊或局部褶皺失效且所需進給力較大。一次脹形時采用加載曲線2可產生良好的有益褶皺,加壓展平后得到理想狀態一次脹形件;二次脹形時采用加載曲線2可產生貼模良好、減薄小且所需進給力小的預制坯。
(2)通過對理想預制坯脹形件的壁厚分布情況進行分析,成形件壁厚最大減薄20%,但兩端壁厚增厚較嚴重,最大增厚50%,預制坯脹形件整體依然存在壁厚分布不均勻的現象。預制坯脹形件達到預制坯設計目標,基本滿足汽車橋殼脹—壓復合成形工藝壓制的需要。
[1] 崔亞平,王連東,楊立云,等.附加前蓋對汽車橋殼脹—壓成形性的影響[J].中國機械工程,2013,24(13):1831-1834.
[2] 苑世劍.現代液壓成型技術[M].北京:國防工業出版社,2009.
[3] Lei L P,Kim J,Kang B S.Analysis and Design of Hydroforming Process for Automobile Rear Axle Housing by FEM [J].International Journal of Machine Tools & Manufacture,2000,40 (12):1691-1708.
[4] 王連東,楊東峰,崔亞平,等.預成形管坯壓制成形汽車橋殼的變形分析[J].中國機械工程,2013,24(19):2671-2672.
[5] Shijian Yuan,Xiaosong Wang,Gang Liu,et al.Control and use of wrinkles in tube hydroforming[J].Journal of Materials Processing Technology,2007:6-11.
[6] Shijian Yuan,Wenjian Yuan,Xiaosong Wang.Effect of wrinkling behavior on formability and thickness distribution in tube hydroforming[J].Journal of Materials Processing Technology,2006(177):668-671.
[7] 程文冬,王連東.汽車驅動橋殼液壓脹形試驗的失效研究[J].機械設計與制造,2010,(3):139-139.
[8] 崔亞平,王連東,楊立云,等.脹—壓復合成形汽車橋殼預成形管坯的設計及成形試驗 [J].中國機械工程,2012,23(21):2577-2580.
[9] 楊連發,郭 成.液壓脹形薄壁管材料流動應力方程的構建[J].西安交通大學學報,2006,40(3):334-336.
[10] 陳建軍.內高壓成形工藝及其在汽車輕量化中的應用[J].鍛壓裝備與制造技術,2010,45(1):14-15.
[11] 宋國橋,馮文君.內高壓成形開裂問題的影響因素研究[J].鍛壓裝備與制造技術,2012,47(4):57-58.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
