直徑≤600 mm的筒節(jié)卷制工藝
2014-12-14 03:56:54齊洪勤陳運(yùn)輝
設(shè)備管理與維修 2014年7期
關(guān)鍵詞:筒體
齊洪勤 隋 文 陳運(yùn)輝
(北方華錦化學(xué)工業(yè)股份有限公司 遼寧盤錦)
1.原筒節(jié)制作工藝
在壓力容器制造中,筒體是主要受壓元件,過去公司受卷板機(jī)(滾徑200 mm,輥長1.8 m)能力的限制,筒體直徑<500 mm時,一般直接采用無縫鋼管制作。直徑>500 mm的筒體,一般采用鋼板卷制、焊接而成,由于直徑及板厚的限制,采用鋼板壓頭及預(yù)留直邊法。
(1)鋼板壓頭。卷制前端頭必須經(jīng)過預(yù)彎,以適應(yīng)由于卷板機(jī)上下滾軸有一定跨度不卷制盡頭而出現(xiàn)直段的現(xiàn)象。直徑≥700 mm的筒節(jié)采用在三輥卷板機(jī)上直接壓頭卷制。
(2)預(yù)留直邊法。直徑≤600 mm的筒節(jié)采用預(yù)留直邊法(筒體下料尺寸兩端各加長200 mm)在三輥卷板機(jī)上壓頭后,將直邊部分割去再成形的方法,坡口的質(zhì)量沒有刨削加工高,影響焊接質(zhì)量,且成本高,浪費(fèi)嚴(yán)重。如不采用預(yù)留直邊法且不壓頭直接卷制,卷制后形狀如圖1所示。因冷作硬化現(xiàn)象及焊接應(yīng)力,校圓后筒節(jié)的橢圓度及棱角嚴(yán)重超標(biāo)。
有條件的單位使用液壓壓力機(jī)壓頭,或使用厚板預(yù)先彎弧再墊板壓頭的方法,前者公司條件不具備,后者準(zhǔn)確度不高,不能多次利用且不能壓制厚板。在長期的摸索中,終于實現(xiàn)不壓頭、不采用預(yù)留直邊且成形后直徑≤600 mm的筒體,橢圓度及棱角均滿足技術(shù)標(biāo)準(zhǔn)要求,該方法下料方便、尺寸準(zhǔn)確、效率高且節(jié)省制造成本。
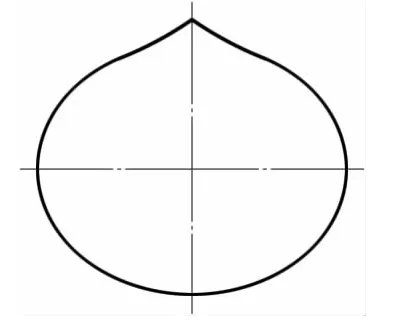
圖1 不帶頭直接卷制后形狀
2.下料
筒節(jié)(板厚14 mm)如與封頭組對,在封頭切割機(jī)上把加工好的封頭切割至圖紙所要求的加工尺寸,并修磨好端口,盤好外周尺寸。用外周長減去π×1個筒節(jié)厚度,即為筒節(jié)實際下料尺寸。筒節(jié)如不與封頭組對,用內(nèi)徑加上1個筒節(jié)厚度后乘以π,即為筒節(jié)實際下料尺寸,然后將下的料刨邊至實際尺寸及所要求的坡口形式。
3.改進(jìn)筒節(jié)卷制工藝
(1)按圖2所示卷制成形。兩端鋼板各留200 mm不壓弧,即為直板。兩端直板后的壓弧在滾壓過程中要多壓一點,中間部位按正常情況滾壓,滾壓到兩端直板端卷攏。
(2)從三輥卷板機(jī)卸下,清除坡口及兩側(cè)20 mm范圍內(nèi)的氧化皮、油污及其他有害雜質(zhì),露出金屬表面光澤,點固縱焊縫、兩頭加焊引弧板,因平板拼縫,其對口錯邊量能完全保證滿足要求,焊接縱焊縫,焊接時,因處于平焊位置,焊接質(zhì)量容易保證。
(3)待筒節(jié)涼透后,重上卷板機(jī),首先從平板處開始滾壓,根據(jù)圓筒的半徑大小,反復(fù)多次調(diào)節(jié)上輥,每次上輥下降5~10 mm,直至下調(diào)到校正曲率位置,再整個圓周滾圓,使焊后的筒體在校正曲率下滾卷2~3圈,使圓曲率均勻一致,而后逐漸卸載,使筒節(jié)在逐漸減少的校正載荷下多次滾卷,直到卸載完成。
經(jīng)多年實際運(yùn)用,直徑≤600 mm的筒節(jié)按改進(jìn)的方法卷制后,筒節(jié)錯邊量、橢圓度及棱角滿足技術(shù)標(biāo)準(zhǔn)要求,為公司節(jié)剩大量鋼材且提高了工效。
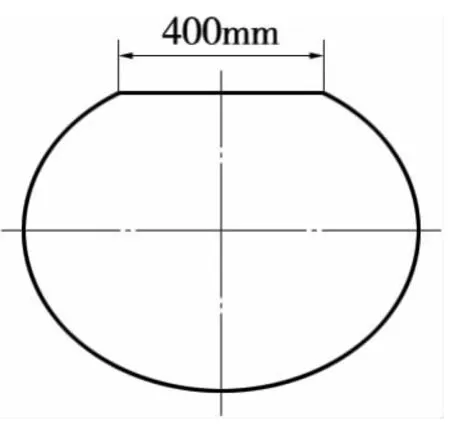
圖2 采用新工藝不帶頭直接卷制后形狀
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
現(xiàn)代制造技術(shù)與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
重型機(jī)械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
