熱軋帶鋼橫折印缺陷產生原因及分析
2014-12-13 06:56:19劉鴻智張海賓劉宏亮
中國科技縱橫 2014年11期
劉鴻智 張海賓 劉宏亮
(本鋼集團公司板材熱連軋廠,遼寧本溪 117000)
熱軋帶鋼橫折印缺陷產生原因及分析
劉鴻智 張海賓 劉宏亮
(本鋼集團公司板材熱連軋廠,遼寧本溪 117000)
從本鋼2012-2013年統計熱軋帶鋼外部質量異議情況看,橫折印缺陷是主要熱軋產品質量異議缺陷之一,用戶反饋較頻繁,因此對橫折印缺陷進行系統的分析研究,具有重要意義。熱軋鋼卷,尤其是低碳類鋼卷開卷后出現橫折印是一種較為常見的現象,國內外熱軋產品均不同程度的出現橫折印缺陷。為了解決這一問題,許多企業都進行了研究和實驗,但效果始終不理想;主要是對橫折印產生的原因存在分歧,因此采取的解決措施也不明確。對橫折印缺陷的分析,建議采用理論與實踐相結合的方式,系統的分析其產生的原因,才能制定有效的解決措施,防止缺陷產生。
熱連軋 產品缺陷 橫折印
1 橫折印缺陷產生機理分析
橫折印缺陷是垂直或近似于垂直軋制方向的折痕或折紋。在鋼板中心和邊部可同時存在,甚至貫通整個板寬。橫折印在熱軋后鋼卷表面不可見,均產生在開卷過程中,并且隨開卷卷徑的減小,曲率的增大,橫折印逐漸加重。根據國內外大量關于橫折印缺陷的資料研究,目前分析產生橫折印的主要內因為鋼板普遍存在屈服平臺,并存在上、下屈服點;屈服平臺的存在造成了塑性變形的集中,從而形成條帶狀的形變區。外因是鋼卷在開卷過程中,承受拉應力與彎曲應力,在應力的作用下產生彈塑性變形,局部的變形量不均造成了橫折印缺陷。
另外,部分研究資料認為,鋼板板型不良造成的殘余應力分布不均,也是造成橫折印缺陷的原因之一。(圖1)
2 熱軋工藝對橫折印影響分析
2.1 加熱工藝與軋制模型
從統計上看,產生橫折印的鋼卷,鋼種規格不同,加熱工藝與軋制模型參數差別均很大,統計數據上看無關聯性。普遍認為橫折印缺陷與精軋之前的工序及軋制模型參數無關。
2.2 材料性能
由于橫折印缺陷大部分鋼卷均存在屈服強度偏低,延伸率偏高的特性。可以初步認為缺陷產生與鋼板屈服強度與延伸率有關,除受化學成分影響外,受熱軋鋼板的終軋溫度與卷取溫度影響。目前統計橫折印缺陷主要發生于低碳類軟鋼,高強類鋼種很少發生橫折印缺陷。
2.3 板型對橫折印影響
對于熱軋工序來說,從實際生產情況上看,板形與橫折印缺陷未發現明顯的關聯性,可以初步認為橫折印缺陷與熱軋板形無根本性關聯。熱軋板形缺陷與橫折印缺陷在宏觀上的不同體現在:橫折印是貫通板面,垂直于軋向的,并且有條狀折痕和邊界 ,主要發生在低碳鋼種。浪形在局部產生,連續沒有邊界,與鋼種無關。另外,浪形在熱軋軋制過程中及軋制后均可發現,橫折印只在開卷過程中產生。但是,浪形可能會加重橫折印缺陷的程度。值得注意的是,在橫折印缺陷的判定過程中,應仔細區分鋼板“中間浪”與“橫折印”的區別,中浪產生于鋼板中部的橫向折印,橫折印在鋼板整個橫向上均可發生,并且橫折印缺陷觀察存在表面“細紋”類缺陷,中浪一般折印均較大。
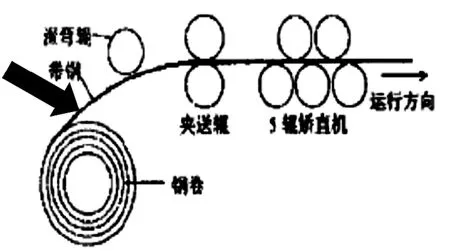
圖1 鋼卷開卷產生橫折印位置
3 平整工序及其它因素對橫折印的影響
3.1 平整工序分析
目前國際上公認用機械平整方式消除橫折印缺陷,是最為經濟、有效的手段。在實際生產過程中,對橫折印平整效果來說,平整鋼卷“伸長率”越大,橫折印消除情況越好,即使平整碾壓后不能完全消除,但至少可以將折印“碾平”無手感。另外適當降低開卷張力,可以減少開卷過程中的拉應力,加快開卷速度,可以減少鋼卷不均勻變形的時間,這些因素也能夠緩解橫折印缺陷。
另外,通過實驗發現熱軋工序平整效果好于冷軋工序。熱軋工序與冷軋工序平整的不同在于,一方面熱軋工序平整機能力強于冷軋平整機,平整鋼卷“伸長率”大于冷軋平整。另一方面熱軋平整時在鋼板“酸洗前”而冷軋平整時在鋼板“酸洗后”。酸洗時鋼卷溫度在80℃左右,經過開卷酸洗后的鋼板屈服平臺得到更有利的釋放,后續橫折印缺陷更加難以消除。
3.2 鋼卷開卷溫度影響
鋼卷開卷時溫度越高,金屬分子越活躍,越容易產生塑性變形,開卷過程中局部不均勻變形量將增大。因此在開卷過程中,必須防止高溫開卷。從實際反饋情況上看,高溫開卷橫折印產生的概率很高。
3.3 開卷過程中矯直影響
橫折印與開卷矯直的彎曲變形量有直接關系,當塑性彎曲超過臨界值時,產生橫折印缺陷。鋼卷直徑、鋼卷厚度、矯直輥輥縫和矯直速度均影響彎曲變形量。優化不同厚度鋼板的矯直輥縫,矯直力,提高矯直速度,能夠對橫折印缺陷起到顯著降低作用。
4 消除橫折印建議與措施
(1)改變化學成分,控制鋼中N含量,適當提高C含量。
(2)從熱軋工藝上,對低碳軟鋼類橫折印缺陷,適當降低終軋溫度或卷取溫度,降低鋼板的延伸率,提高屈服強度,可減少橫折印缺陷。
(3)對于已經發現有橫折印鋼卷、或者橫折印產生概率較高的鋼種規格,進行平整。熱軋平整優先于冷軋平整。在平整過程中,軋制力越大,開卷速度越快,開卷張力越小,越有利于消除橫折印缺陷。
(4)對于易產生橫折印的鋼卷,開卷溫度盡量控制在40℃以下。
(5)在用戶開卷過程中,需要根據不同厚度、不同卷徑,調整矯直輥輥縫與矯直力,并且盡量提高開卷速度,減少開卷張力,以減少橫折印缺陷。
[1]王宏霞.Q235B熱軋鋼帶橫折印缺陷分析[J].中國重型裝備,2009(4).29-32.
[2]馬慶龍,楊利坡,彭艷,等.冷軋帶鋼平整時橫折印缺陷的產生機理及消除措施[J].鋼鐵,2008,43(1):45-49.
[3]王丹,左軍,黃徐晶,等.熱軋板橫折印缺陷的成因分析[J].鋼鐵釩鈦,2000,21(1):29-35.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
