電子束焊接在中小航空發動機上的應用
2014-12-07 10:39:02蔣紹堂
中國科技縱橫 2014年7期
蔣紹堂
(中國南方航空工業(集團)有限公司新品試制中心,湖南株洲 412002)
電子束焊接在中小航空發動機上的應用
蔣紹堂
(中國南方航空工業(集團)有限公司新品試制中心,湖南株洲 412002)
介紹了電子束焊接的基本特點及在“中小航空發動機”上的應用,分析了典型零件、典型材料的電子束焊接工藝。
電子束 焊接 應用
1 電子束焊接的特點及在“中小航空發動機”上的應用
電子束焊接是一種能量密度極高的高能束流(電子束)加工技術,它是利用電子槍發射出的高能量密度的電子流,經過靜電磁場和電磁透鏡加速和聚焦后與材料相互作用,使機械能轉化為熱能后實現材料的加熱加工。電子束焊接技術作為一種高能量密度的特種加工方法,具有其他很多加工技術不可比擬和不可替代的優勢。
隨著航空技術的發展,對航空發動機提出更高的要求,特別是中小新型航空發動機中高性能難加工材料、精鑄件的使用增多,對難加工材料及精鑄件連接提出更高要求,對焊縫的承載能力要求越來越高,焊后加工余量越來越少,甚至不加工,要求焊接變形小,焊接熱影響區小。電子束焊接作為高質量、精密連接技術經過50多年的發展已經廣泛應用到航空、航天等各個領域,特別是“中小發”上的應用廣泛。
電子束焊接是利用電子束作為熱源對材料進行加熱,實現材料連接。電子束焊接一般是在真空工作室中進行,工作時主要有2個特點:功率密度高和精確、快速的可控性。正是主要由于電子束焊接的兩大特點,使得同其他焊接方法相比,電子束焊接具有如下優點。
(1)電子束焊接穿透能力強,焊縫深寬比大,可達到50:1(圖1所示),使得電子束焊接接頭的變形很小,實現精密電子束焊接。
(2)可焊材料的范圍很廣。電子束焊接除了可以焊接其他焊接方法容易焊接的材料如鋼、銅等外,對于一些難焊材料如鈦合金、高溫合金GH2132、鑄造高溫合金K163等同樣有較高的工藝適應性。(3)電子束焊接的可達性和可控性好,非常容易實現自動化。(4)電子束焊接在真空環境下進行,真空環境利于提高焊縫質量。特別適于活潑金屬的焊接,如鈦合金零件的焊接。
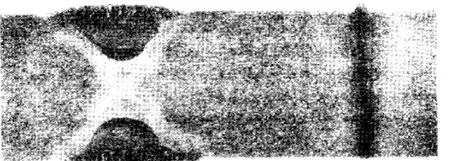
圖1 電子束焊縫與氬弧焊焊縫對比

圖2 電子束焊縫熱影響區中的微裂(50×)

圖3 電子束焊縫中的氣孔(100×)
2 電子束焊接工藝
2.1 焊接工藝參數的調整
電子束焊接工藝參數主要有電子束流(即焊接電流)、加速電壓、焊接速度、聚焦電流和離焦量等。焊接電流和焊接速度是主要調整的工藝參數。焊接熱輸入是焊接工藝參數綜合作用的結果,對于同一種材料,焊接厚度和焊接熱輸入有對應的函數關系。電子束焊接時,熱輸入的計算公式為:
式中q——熱輸入;Ub——加速電壓;Ib——電子束流;V——焊接速度。
熱輸入與電子束焊接功率成正比,與焊接速度成反比。通過調整電子束的各主要參數,來改變電子束焊接功率,調節焊接熱輸入,控制焊縫成形質量。利用電子束的精確、快速的可控性特點,電子束可加工材料厚度的范圍大,即可以實現薄板之間的連接又可以焊接厚板,應用范圍廣泛。
2.2 典型材料的電子束焊接工藝
隨著航空發動機技術的發展,電子束焊接技術促使鈦合金、高溫合金和鑄造高溫合金焊接結構件在航空發動機的制造技術中獲得廣泛運用。
2.2.1 鈦合金電子束焊接
電子束焊接非常適用于鈦及鈦合金材料加工。真空環境焊接冶金質量好、焊縫窄、深寬比大、焊縫角變形小、焊縫及熱影響區晶粒細、接頭性能好,焊縫和熱影響區不會被空氣污染。焊接過程中焊縫向母材過渡不平滑,易出現氣孔。預防氣孔措施:(1)焊接前采用酸洗和機械加工清理干凈;(2)其次使用電子束擺動可改善焊縫成形、細化晶粒和減少氣孔;(3)適當限制焊接速度,增加攪拌,使焊縫中的氣體能夠快速逸出。
2.2.2 鑄造高溫合金電子束焊接
鑄造高溫合金電子束焊的焊接缺陷主要是熱影響區液化裂紋及焊縫中的氣孔等。熱影響區的裂紋多分布于焊縫釘頭轉角處,并垂直于融合線向母材延伸(圖2)。形成裂紋的幾率與母材裂紋敏感性密切相關。防止裂紋的措施是:(1)采用含雜質低的優質母材,減少晶界的低熔點相;(2)在保證焊透的前提下,采用較低的熱輸入,防止熱影響晶粒長大和晶界局部液化;(3)控制焊縫成形,減少應力集中。
[1]鄒茉蓮.焊接理論及工藝基礎[M].北京:北京航空航天大學出版社,1994.
[2]劉春飛.電子束焊接技術發展歷史、現狀及展望[J].航天制造技術,2003(10).
[3]吳林.焊接手冊、焊接方法與設備[M].北京:機械工業出版社,2002.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03