汽車門框式結(jié)構(gòu)件焊接工藝研究及其焊接夾具設(shè)計
2014-12-03 07:55:34呂桂財李云濤李朝龍邢恩宏
重型機(jī)械 2014年4期
呂桂財,李云濤,李朝龍,邢恩宏
(1.天津理工大學(xué)材料科學(xué)與工程學(xué)院,天津 300384;2.天津市光電顯示材料與器件重點實驗室,天津 300384;3.天津理工大學(xué)機(jī)械工程學(xué)院,天津 3000384)
0 前言
對于汽車門框類薄板件的焊接,由于其具有剛性差、易變形的特點,且形狀尺寸較大,所以在焊接時極易出現(xiàn)熱變形、焊透等缺陷[1]。天津理工大學(xué)開發(fā)了一套針對汽車門框式結(jié)構(gòu)的焊接夾具[2-3],利用該焊接夾具對汽車門框式結(jié)構(gòu)件進(jìn)行焊接試驗,通過焊件性能檢測分析,確定焊接工藝,以提高焊接質(zhì)量,保證汽車門框在焊后滿足幾何形狀、尺寸及性能要求。
1 焊接夾具的設(shè)計
1.1 設(shè)計要求
汽車門框要求有高強(qiáng)度、高剛性以及良好的耐腐蝕性。隨著薄板汽車門框應(yīng)用的越來越多,對其焊接性能要求越來越高,因此,該焊接夾具應(yīng)滿足以下四點要求。
(1)因汽車門框為尺寸較大的薄板件,夾具要確保各部件獲得準(zhǔn)確的位置和可靠的夾緊,并在焊接時能防止焊件產(chǎn)生變形;
(2)汽車門框的部件大多窄而長,空間跨度比較大,所以夾具結(jié)構(gòu)應(yīng)開敞,使操作方便;
(3)在汽車門框夾具中,凡是受力的器件等,例如門框角處的定位元件等,都應(yīng)該有足夠的強(qiáng)度和鋼度;
(4)夾具應(yīng)滿足定位夾緊迅速,焊件裝卸方便。
1.2 定位方案與定位元件
采用過定位的形式來保證汽車門框的準(zhǔn)確形狀和可靠定位。以前支柱端部外側(cè)作為定位基準(zhǔn),由于要實現(xiàn)門上梁與前支柱的準(zhǔn)確對接,因而對接處的左右兩邊的定位準(zhǔn)度尤為重要,汽車門框中的門上梁窄而長,空間跨度大,除了在其兩端定位外,要在中間加一個支撐定位機(jī)構(gòu),防止其變形。前、后支柱的端部利用支撐板與定位器定位。定位元件為夾具中的支撐板、擋塊與定位器。如圖1所示。
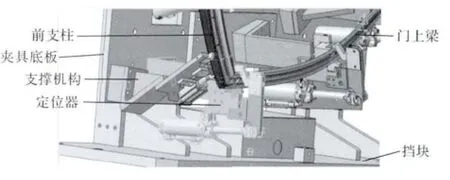
圖1 汽車門框的焊接夾具局部圖Fig.1 Partial figure of welding fixture for door frame
1.3 支撐機(jī)構(gòu)與夾緊器
支撐機(jī)構(gòu)除了起到支板件的作用外,還起到了定位作用。夾緊器采用氣動夾緊,用9個氣缸控制9個夾緊器,保證夾緊力的大小能夠克服零件上的局部變形,且夾緊力的方向要垂直定位基準(zhǔn),確保與夾具定位面的接觸面積最大,將焊接件牢牢的固定在夾具上。如圖2所示。
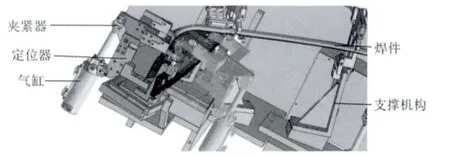
圖2 汽車門框的焊接夾具局部圖Fig.2 Partial figure of welding fixture for door frame
1.4 焊接夾具的制作與調(diào)試
如圖3所示,利用繪圖軟件CATIA進(jìn)行焊接夾具的繪圖,并依照圖紙進(jìn)行精確的加工制作,再對焊接夾具進(jìn)行調(diào)試試驗。
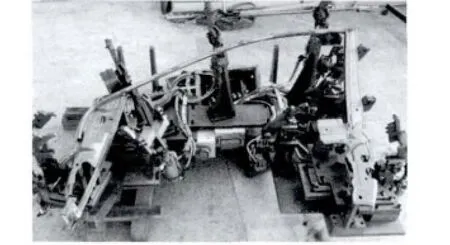
圖3 汽車門框的焊接夾具圖Fig.3 Welding fixture for door frame
2 焊接試驗
由于該夾具設(shè)計可夾持約0.7~3 mm厚的汽車門框式結(jié)構(gòu)件進(jìn)行施焊,利用其進(jìn)行0.7 mm 型材焊接試驗[4]。
2.1 選材及焊接工藝
本文采用的試驗材料為0.7 mm的DX51D+Z鍍鋅板(鍍鋅板的化學(xué)成分見表1)。材料結(jié)構(gòu)為汽車門框式結(jié)構(gòu),焊接工藝為TIG(Tungsten Inert Gas非熔化極氣體保護(hù)焊)[5-6],焊接參數(shù)見表2。

表1 鍍鋅板的化學(xué)成分Tab.1 Chemical compositions of galvanized sheet %

表2 焊接工藝參數(shù)Tab.2 Welding parameters of TIG
2.2 焊接接頭金相組織分析
SGCC拼焊板的金相組織測試結(jié)果如圖4所示。可以看出焊縫中存在大量的柱狀晶,其沿熔合線的法向方向生長,具有明顯的方向性。焊縫中存在片狀與塊狀先共析鐵素體,由于焊接熱輸入量大,轉(zhuǎn)變溫度高,奧氏體晶粒急劇長大,出現(xiàn)了魏氏體組織,粗大的魏氏體組織導(dǎo)致材料性能惡化,韌性降低,嚴(yán)重影響焊接接頭的焊接性能,應(yīng)盡量避免形成魏氏體組織。

圖4 焊接接頭Fig.4 Weld joint
2.3 焊接接頭顯微硬度試驗
由于焊縫寬度約為3 mm,每側(cè)約1.5 mm,所以需進(jìn)行焊接接頭顯微硬度試驗:從一側(cè)母材通過焊縫區(qū)到另一側(cè)母材,每隔0.2 mm測一個硬度值(以焊縫中心為原點),共三組,取其平均值。SGCC拼焊板焊接接頭沿垂直焊縫方向的硬度分布見表3。
由表3可以看出,焊縫處的硬度明顯要高于母材,在距離焊縫中心約0.6 mm處,焊縫的硬度值最高313 HV,然后焊縫的硬度逐漸減小,最后達(dá)到原始母材的硬度,最低硬度值為距離焊縫中心約1.8 mm處的168 HV。SGCC焊接接頭的硬度整體表現(xiàn)為以焊縫中心線為軸近似對稱分布。

表3 焊接接頭硬度Tab.3 Hardness of welding joint
2.4 焊縫的拉伸試驗
按照國家標(biāo)準(zhǔn),并結(jié)合試驗和設(shè)備的要求,共加工了2種焊接試樣進(jìn)行單向拉伸試驗,其中試樣a為母材DX51D+Z拉伸試樣;試樣b為DX51D+Z焊后拉伸試樣。拉伸實驗過程中夾頭移動速率為5 mm/min,所得到的實驗結(jié)果見表4。
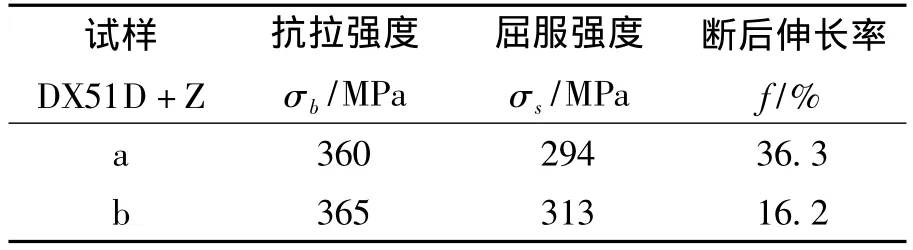
表4 試樣拉伸結(jié)果Tab.4 Results of tensile test
由試驗的結(jié)果可以看出:拉伸試樣b與母材相比,其斷后伸長率較低,抗拉強(qiáng)度與屈服強(qiáng)度與母材接近,材料在變形過程中不容易失穩(wěn),且形狀穩(wěn)定不容易回彈,完全能夠滿足進(jìn)行生產(chǎn)的性能要求,焊縫質(zhì)量合格。
5 結(jié)論
(1)本課題中開發(fā)的針對汽車門框的焊接夾具,能夠使汽車門框窄而長的各部件獲得準(zhǔn)確的位置和可靠的夾緊,由于夾緊器采用氣動夾緊,操作方便,定位夾緊迅速,完全克服了門框焊后出現(xiàn)的易變形、易焊透的缺陷,能夠焊接出質(zhì)量合格、符合使用要求的焊縫。
(2)本文采用的針對鍍鋅薄板的TIG焊接工藝:焊接速度1.0 m·min-1、焊接電流183 A、電弧電壓12 V、保護(hù)氣體流量10 L·min-1,焊后焊件的抗拉強(qiáng)度和屈服強(qiáng)高于母材,結(jié)合性能良好,焊件焊接質(zhì)量較高,焊縫質(zhì)量合格,完全能夠滿足使用的性能要求。
[1]增淵興.焊接結(jié)構(gòu)分析[M].北京:機(jī)械工業(yè)出版社,1983.
[2]蔡瑾,段國林,姚濤,等.計算機(jī)輔助夾具設(shè)計技術(shù)回顧與發(fā)展趨勢綜述[J].機(jī)械設(shè)計,2010(2):1-6.
[3]姚繼光.焊接夾具設(shè)計及標(biāo)準(zhǔn)化[J].科技資訊,2013(06):104.
[4]許鴻吉,趙雯雯,王春生,等.1.4003不銹鋼與0Cr18Ni9不銹鋼焊接接頭組織和力學(xué)性能[J].焊接技術(shù),2009,37(6):12-14.
[5]范陽陽,孫清潔,楊春利,等.基于超聲振動的304不銹鋼TIG焊接[J].焊接學(xué)報,2009,30(2):91-94.
[6]Oh S G,Ra S H.Tig welding machine:U.S.Patent Application 13/695,307[P].2011-4-19.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
汽車與安全(2019年9期)2019-11-22 09:48:03
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
作文大王·低年級(2016年4期)2016-04-18 00:24:37
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
決策探索(2014年21期)2014-11-25 12:29:50
