多向模鍛技術的發(fā)展及應用
2014-12-03 07:55:34任運來聶紹珉苗雅麗
重型機械 2014年4期
任運來,聶紹珉,苗雅麗
(1.先進鍛壓成形技術與科學教育部重點實驗室(燕山大學),河北 秦皇島 066004;2.濟源職業(yè)技術學院機電工程系,河南 濟源 454650)
0 前言
自先人第一次用石塊砸開堅果、切斷樹枝開始,鍛造就成為了一門造福人類的技術。人們利用它制造工具,提高生產力,制造兵器抵御外來侵略。今天它不僅是機械裝備、能源電力裝備、石油化工裝備、鋼鐵冶金裝備、船舶車輛等制造業(yè)不可缺少的基礎技術,也是國防建設及其它制造行業(yè)不可缺少的基礎技術。鍛件質量決定著裝備的制造質量,也強烈地依賴于鍛造技術,在漫長的發(fā)展歷程中,改善鍛件組織、提高鍛件性能,節(jié)約材料、降低成本,減少后續(xù)切削加工量一直是鍛造技術發(fā)展的方向與追求的目標。為滿足零件形狀日益復雜的要求,從自由鍛造技術發(fā)展到了模鍛技術;為完成外壁具有多方向枝芽的復雜鍛件的成形,為完成中空且側壁帶有凸臺的復雜鍛件的成形,為完成難變形合金復雜鍛件的成形,為防止鍛件流線暴露于零件表面,提高特殊環(huán)境下零件抵抗應力腐蝕的能力,提高材料利用率、減少后續(xù)的切削量,縮短機械制造的生產周期,又從普通模鍛技術向多向模鍛技術發(fā)展[1-3]。多向模鍛技術以其特殊的成形方式和生產效果,使鍛件更好地滿足了國民經濟各行業(yè)發(fā)展和國防建設發(fā)展的需求,逐漸成為鍛造技術家族中一個有良好發(fā)展前景的分支。
1 多向模鍛及其特點
從兩個或更多個方向對包含在可分合模腔內的坯料施加工藝力使坯料成形的模鍛方法,稱為多向模鍛。如圖1所示,為使鍛造成形后的鍛件能夠從模腔內取出,多向模鍛有水平分模、垂直分模和多向分模,圖1a為水平分模,1b為垂直分模。同其它模鍛方法相比,多向模鍛有如下特點[4-5]:

圖1 多向模鍛工藝Fig.1 Multi-ram forging technology
(1)可成形中空且側壁帶有凸臺的復雜鍛件。如圖2所示是采用多向模鍛技術鍛造的缸體鍛件。
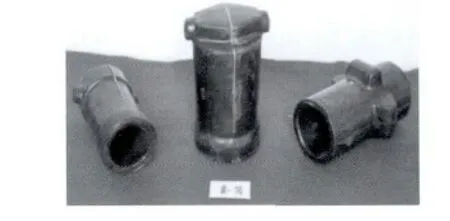
圖2 中空且側壁帶有凸臺鍛件Fig.2 Hollow forgings with outside bosses
(2)可設置多個分模面,能成形外壁具有多方向枝芽的復雜鍛件。如圖3所示是采用多向模鍛技術鍛造的飛機球型接頭鍛件。

圖3 球型接頭鍛件Fig.3 Balloon joint forging

圖4 油泵殼體鍛件Fig.4 Oil pump shell forging
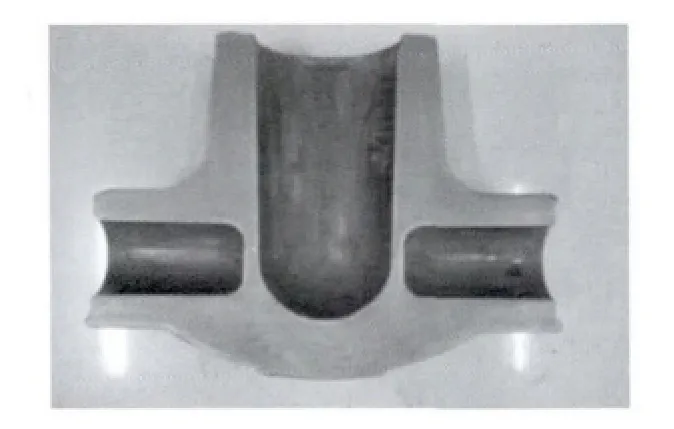
圖5 三通閥體流線Fig.5 Three-way valve stream line
(3)鍛件形狀尺寸更接近零件,材料利用率高,機械加工量少,如圖4所示是采用多向模鍛技術鍛造的油泵殼體鍛件。
(4)鍛件流線完整,抗應力腐蝕好,疲勞強度高。如圖5所示是采用多向模鍛技術鍛造的三通閥體解剖的流線分布。

圖6 導彈噴嘴鍛件Fig.6 Spray forging of missile
(5)坯料在三向壓應力條件下擠壓成形,可提高材料熱塑性,允許很大的一次性變形。對于變形溫度區(qū)間窄的低塑性材料的成形具有特別的意義,如圖6所示是采用多向模鍛技術鍛造的導彈噴嘴鍛件。
(6)由于多向模鍛成形需要在多個方向對模腔內的坯料施加工藝力,因此要用專門的鍛造設備——多向模鍛壓機。如圖7所示是美國cameron公司設計制造的100MN多向模鍛壓機,其垂直合模壓力100 MN,垂直穿孔壓力27 MN,水平壓力2×55 MN。

圖7 Cameron 100MN多向模鍛壓機和完成的鍛件Fig.7 Cameron100MN multi-ram forging hydraulic press and its forging piece
2 多向模鍛技術的應用
2.1 電力裝備制造中的應用
當前,世界范圍內火電仍然是主要的電力資源,為提高熱效率,正逐漸由亞臨界到超臨界,再向超超臨界的方向發(fā)展,蒸汽壓力達30 MPa~35 MPa,蒸汽溫度達593℃ ~600℃或更高的參數[6-9]。在高溫、高壓、高濕度和酸性氣氛中,除要求閥體、管件有高的強度和良好的耐高溫性能外,還要求閥體、管件有優(yōu)秀的耐應力腐蝕能力。多向模鍛生產的閥體、管件恰恰具備上述技術要求。
2.2 核電裝備制造中的應用
核電站由核島與常規(guī)島組成,在核電站中,核島替代了火電機組中的鍋爐,核島閥門除要求具有火力發(fā)電的閥門的性能外,因內部介質水有強烈放射性,絕對不允許有泄漏,要求閥門、管件產品有高的可靠性、安全性,在質量管理方面,比其它行業(yè)閥門、管件的技術要求更為嚴格。必須滿足ASME技術標準,該標準把閥門、管件都視作耐壓容器。除此之外,為提高核電閥門、管件和結構件安全性,盡量減少焊縫數量,因而其形狀變的更為復雜。只有采用多向模鍛技術,才能生產出滿足技術要求和復雜形狀要求的鍛件。
在核電站中,核電閥門、管件和結構件的數量大、應用面廣,它們連接整個核電站的300余個系統,是核電站安全運行的關鍵附件。據統計,全世界現有核電機組500余座,總裝機容量達4億kW以上。有閘閥、截止閥、止回閥、蝶閥、安全閥、主蒸汽隔離閥、球閥、隔膜閥、減壓閥和控制閥等,具有代表性閥門的最高技術參數為:最大口徑DN1200 mm(核3級的蝶閥)、DN800 mm(核2級的主蒸汽隔離閥)、DN350 mm(核1級的主回路閘閥),最高壓力約CL1500,最高溫度約350℃。
圖8是采用多向模鍛技術生產的電站和核電站閥體鍛件。
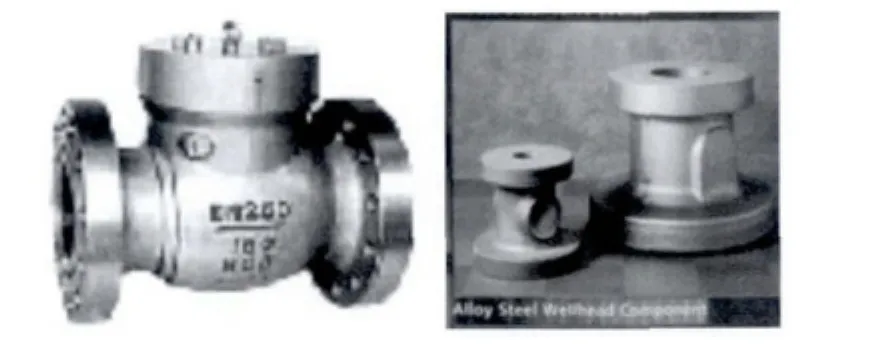
圖8 采用多向模鍛技術鍛造電站和核電站閥體鍛件Fig.8 Valve forging of(nuclear)power station with multi-ram forging technology
2.3 石油化工裝備制造業(yè)的應用
石化裝備中的許多管件、泵、閥體等零部件服役于高壓或高溫或強烈腐蝕的條件,這些閥體要符合美國API6A標準。采用多向模鍛生產這些零件,不僅節(jié)材,而且提高其強度和抗腐蝕能力。典型零部件有井口裝置的單閘板、雙閘板、有導流孔、無導流孔的鍛鋼平行式閘閥、泥漿閥、角式節(jié)流閥、油田專用平行式調節(jié)閥、油田專用直通式回閥、注水聚合物專用平行式閘閥、卡箍式平行閘閥、先導式安全閥和止回閥。
天然氣輸送管線應用的單閘板、雙閘板、有導流孔、無導流孔的平板閘閥;鍛鋼三體式、上裝式固定球球閥;油密封式、壓力平衡式旋塞閥;旋啟式、蝶式止回閥,通球止回閥;清管閥等。圖9為石油化工裝備需求多向模鍛件。
2.4 航空裝備制造業(yè)中的應用
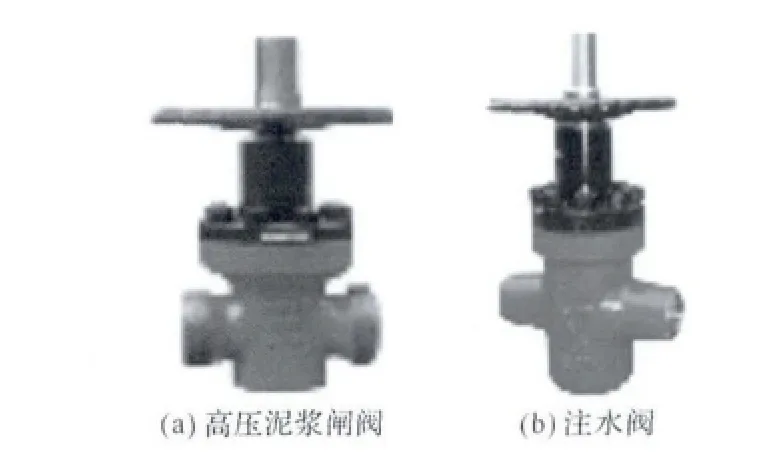
圖9 石油化工裝備需求多向模鍛件Fig.9 Multi-ram forging pieces in petrochemical equipment
飛機等航空設備離地升空和返回地面的耗能和安全性需要盡可能減小其重量;另一方面,為提高設備的載貨能力,又需要增大設備的尺寸或重量,除此之外,設備在惡劣條件下要有高的抗沖擊、抗疲勞能力,也是這些航空設備成敗的關鍵。為此,增加一次鍛造過程中零件成形的復雜度,提高零件的整體性和零件內部流線分布的合理性與連續(xù)性,可有效提高鍛件的使用性能。直升飛機的發(fā)動機球頭、一班飛機起落架等重要零件都采用多向模鍛工藝鍛造制坯。圖10是飛機起落架零件。
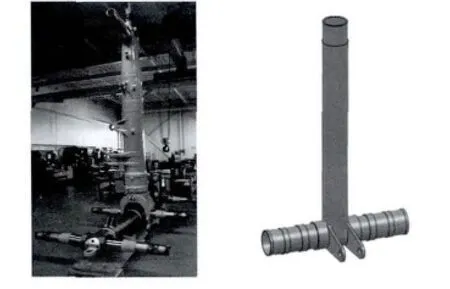
圖10 飛機起落架零件Fig.10 Aircraft landing gear accessory
3 多向模鍛技術的發(fā)展現狀
3.1 多向模鍛設備的發(fā)展現狀
3.1.1 國內多向模鍛設備的發(fā)展現狀
多向模鍛技術包括多向模鍛設備技術與多向模鍛工藝技術。與普通模鍛設備相比,多向模鍛設備在工作時要同時承受垂直載荷與水平載荷,機身受力、變形復雜。到目前為止,世界上所有的多向模鍛設備都為液壓機。上世紀70年代,西安重型機械研究所設計的8.0MN多向模鍛液壓機是國內首臺多向模鍛設備,制造后安裝在開封高壓閥門廠,見圖11。壓機本體的特點是:采用傳統的三梁四柱結構,沒有上穿孔缸,其上不能完成三通類閥體件的多向模鍛鍛造。下橫梁為槽鋼截面狀(U形),水平缸安裝在兩側壁上,水平穿孔時,下梁變形大,兩水平沖頭不同心,不僅影響鍛件尺寸精度,而且易造成水平沖頭折斷[10-15]。

圖11 8.0MN多向模鍛液壓機Fig.11 8.0MN multi-ram forging hydraulic press
第二重型機器廠為西南鋁業(yè)有限公司設計制造的100 MN多向模鍛液壓機見圖12。該壓機本體的特點是:垂直機架、水平機架分開,都采用四柱結構,垂直機架設有合模缸、垂直穿孔缸和下頂出缸,水平機架設有水平穿孔缸,結構簡單,受載相互獨立,但工作空間小,垂直機架與水平機架相對位置易變動。
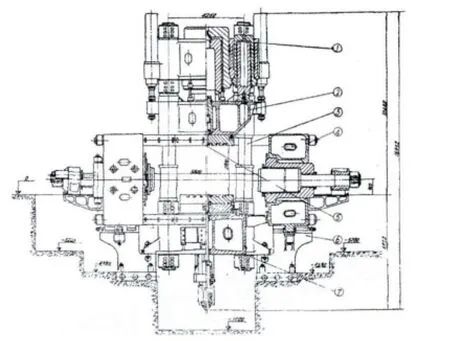
圖12 100MN多向模鍛液壓機Fig.12 100MN multi-ram forging hydraulic press
東北重型機械學院(燕山大學)研制的6.5 MN多向模鍛擠壓液壓機如圖13所示,該壓機是國家擬建的650 MN多向模鍛擠壓液壓機的模擬機,欲解決的關鍵問題是大型液壓機的制造與安裝,借鑒前蘇聯650MN模鍛液壓機的結構。壓機本體的特點是:在壓機上可實現擠壓與多向模鍛兩種工藝,擠壓時卸掉穿孔缸。本體采用C型板框十字對中外側螺栓把緊的組合結構。
上世紀90年代,第一重型機器廠完成了“20 MN多向模鍛技術工業(yè)性試驗”項目,設計制造了20 MN多向模鍛液壓機(圖14)。壓機本體與美國Cameron公司的300 MN多向模鍛液壓機相似,采用方形板框結構,上下橫梁支撐于方形板框結構的上下面,上穿孔缸、合模缸采用缸底支撐。水平缸支撐于方形板框結構的左右側壁。

圖13 6.5MN多向模鍛液壓機Fig.13 6.5MN multi-ram forging hydraulic press

圖14 20MN多向模鍛液壓機Fig.14 20MN multi-ram forging hydraulic press
2009年清華大學與中國二十二冶共同投資,采用鋼帶纏繞結構機架,建造了一臺40 MN多向模鍛液壓機(圖 15),與 1972年前蘇聯ΒΗИИМЕТМАШ設計的100 MN多向模鍛液壓機相似,機架由兩個平面框架、兩個橫梁和一個下墊板組成。每個平面框架由兩個支撐橫梁的弓形支架和兩個立柱組成,弓形支架和立柱有鋼帶纏繞在一起。
2011年上海電機學院研制的6.5 MN多向模鍛擠壓液壓機如圖16所示。壓機穿孔缸采用空心柱塞,可方便地實現擠壓與多向模鍛兩種工藝,且避免了現有壓機擠壓時拆卸穿孔缸的麻煩。壓機本體采用前后整體板框結構,下梁為U型,多向模鍛時,動梁可與下梁形成水平封閉框架。

圖15 40 MN多向模鍛液壓機Fig.15 40MN multi-ram forging hydraulic press

圖16 6.5MN多向模鍛擠壓液壓機Fig.16 6.5MN multi-ram forging hydraulic press
3.1.2 國外多向模鍛設備的發(fā)展現狀
上世紀50年代初,美國Cameron公司設計并制造了110 MN、180 MN和320 MN三臺多向模鍛液壓機,使多向模鍛技術迅速投入工業(yè)生產,圖17是180 MN多向模鍛液壓機的工作照片,時至今日,該公司的320 MN多向模鍛液壓機仍為世界上最大的多向模鍛液壓機,如圖18所示。
上世紀70年代初,前蘇聯為制造閥體、殼體、三通等復雜腔零件,開始研制多向模鍛液壓機及工藝,ЦБКМ設計的多向模鍛液壓機具有代表性,壓機兩個獨立的機架:垂直的和水平的。垂直機架由上、下固定橫梁組成,由4個立柱連接,活動橫梁沿著立柱移動。水平機架安裝在垂直機架的下橫梁上,有兩個固定橫梁。左、右固定橫梁靠分布在橫梁對角線上的兩個柱相連,活動橫梁分布在柱上且借助于模鍛水平缸水平移動。

圖17 180 MN多向模鍛液壓機Fig.17 180MN multi-ram forging hydraulic press
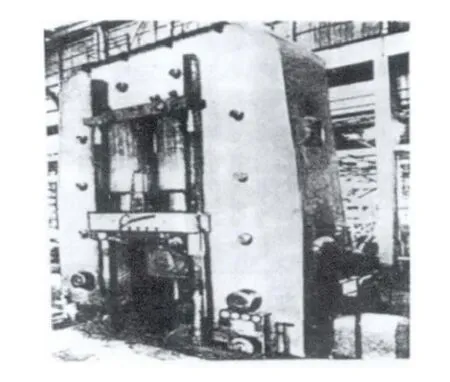
圖18 Cameron公司320 MN多向模鍛液壓機Fig.18 320 MN multi-ram forging hydraulic press of Cameron company
Hydraulic公司設計的原東德Henrieh-sitte公司使用的300 MN壓機配備100 MN的側向水平缸。該壓機用于模鍛鋁合金和鎂合金。單缸壓機主柱塞直徑φ2 800 mm,行程1 300 mm,中心頂出器頂出壓力為50 MN。
為模鍛帶有內腔的小閥殼,原東德Hasenclever公司生產了具有4個水平柱塞的立式水壓機。在壓機下面的各個角度看,其中一個水平柱塞是可以轉向的。主滑塊壓力是240 t和375 t,穿孔系統相應壓力是80 t和125 t。這類壓機在前蘇聯的公司中也有。
英國Shanforge公司研究了垂直滑塊壓力為750t的多向模鍛水壓機,用于閉式熱模鍛。該壓機具有4個壓力均為150t的水平穿孔系統,4個穿孔系統可以同步工作或相互獨立工作。
Shanforge公司的模鍛壓機可以制作加工余量小、無飛邊、表面粗糙度低的零件,在這些壓機上生產的典型零件有閥體、管接頭、四通等。
3.2 多向模鍛工藝的發(fā)展現狀
3.2.1 國內多向模鍛工藝的發(fā)展
我國的多向模鍛工藝研究開始于上世紀70年代初,根據國防和機器制造業(yè)的需求,選擇了6個多向模鍛典型試驗鍛件:下套筒、導彈噴管、大外筒、小外筒、球形接頭和燃油泵殼體。其中,下套筒、導彈噴管、大外筒為水平分模多向模鍛,小外筒采用垂直分模多向模鍛,而形狀復雜的球形接頭、燃油泵殼體則采用聯合分模多向模鍛。前4個典型鍛件在開封高壓閥門廠的8 MN多向模鍛水壓機上進行了成形試驗和動態(tài)測試。后2個典型鍛件,由于8 MN多向模鍛液壓機沒有穿孔缸,所以是在東北重型機械學院的6.5 MN多向模鍛液壓機上進行的成形試驗和動態(tài)測試。對6種典型鍛件分別做了組織性能檢查。項目的試驗研究工作取得了圓滿成果,達到了預期的研究目標。
上世紀80年代,缸體多向模鍛工藝研究是國家“六五”科技攻關項目,由開封高壓閥門廠、沈陽風動工具廠和東北重型機械學院共同承擔。采礦風動鑿巖機需求量很大,年需求量為10萬臺。鑿巖機缸體是典型的中空且外壁帶枝芽的零件,其模鍛工藝是50年代從前蘇聯引進的技術,采用3 t錘開式模鍛,材料利用率只有29.6%。缸體多向模鍛工藝研究是在開封高壓閥門廠的8 MN多向模鍛水壓機上進行。小批量生產證明,多向模鍛工藝裝備和工藝合理可行,鍛件質量穩(wěn)定,節(jié)材效果顯著,鍛件毛坯由原來的15.2 kg降低到8.7 kg,節(jié)材率達到42.76%。圖19是多向模鍛技術生產的缸體。
上世紀90年代,針對石油化工和電力工業(yè)建設的需求,當時國家計劃委員會確立了“2 000 t多向模鍛及擠壓工業(yè)性試驗”項目,由第一重型機器廠、東北重型機械學院和清華大學共同承擔。圖20是利用多向模鍛技術生產的等徑三通閥體。

圖19 多向模鍛的缸體Fig.19 Cylinder of multi-ram forging

圖20 多向模鍛的等徑三通閥體Fig.20 Straight tee of multi-ram forging
2010年10月,燕山大學與唐山二十二冶合作研發(fā)了高溫高壓閥的多向模鍛技術,圖21是采用多向模鍛生產的不等徑閥體。
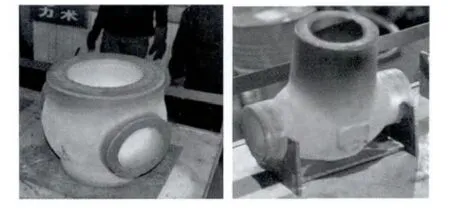
圖21 多向模鍛成形的不等徑閥體Fig.21 Reducing tee formed by multi-ram forging
3.2.2 國外多向模鍛工藝的發(fā)展
圖22是國外采用多向模鍛工藝生產的鍛件,分析這些鍛件,不難知道國外多向模鍛工藝的發(fā)展水平已具備了如下技術特征:一是已能生產形狀非常復雜的多向模鍛鍛件,二是多向模鍛鍛件已廣泛而穩(wěn)定地用于各種高端制造業(yè),包括飛機制造、電力制造、石油化工裝備制造等。

圖22 國外生產的多向模鍛鍛件Fig.20 Multi-ram forging pieces abroad
4 未來多向模鍛技術的發(fā)展趨勢
隨著對機器制造業(yè)節(jié)能節(jié)材及對機器本身性能要求的不斷提高,對多向模鍛技術的需求將進一步增加,一方面表現在鍛件的形狀更加復雜,另一方面表現在對鍛件的組織性能要求更高。為滿足上述需求,需要在多向模鍛設備與工藝兩方面進行創(chuàng)新與改進。
4.1 具有多向穿孔功能和穿孔方向可調多向模鍛設備的應用
目前,多向模鍛設備的穿孔缸都設置在一個鉛垂面內,且鉛垂穿孔缸與水平穿孔缸垂直。由于設備結構的限制,只能鍛造單向空心件或兩向垂直空心鍛件。由于機器性能的需要,愈來愈多的兩向不垂直空心鍛件和多向空心鍛件需進行多向模鍛。為此,設計研發(fā)具有多向穿孔功能和可調節(jié)穿孔方向的多向模鍛設備是多向模鍛設備發(fā)展的方向之一。
4.2 高位移控制精度與瞬時位移同步多向模鍛設備
穿孔運動具有高的位移控制精度與瞬時位移同步是多向模鍛設備發(fā)展的另一個方向。提出這一要求的原因是,多向模鍛的毛坯通常是柱體,而多數鍛件是不對稱的,導致兩側缸的穿孔載荷不等,在多向模鍛成形過程中,毛坯在模腔內無法定位,而無規(guī)律的移動,造成鍛件局部成形不足或局部形成飛邊等缺陷。
4.3 快鍛多向模鍛設備的應用
開發(fā)制造是第三個發(fā)展方向。多向模鍛鍛造過程中,要經歷先合模,后鉛垂沖頭穿孔,再水平沖頭穿孔,各沖頭退出,開模等變形工序。上下模及沖頭與毛坯接觸時間長,易導致模具回火,降低模具使用壽命。
4.4 在非多向模鍛液壓機上實現多向模鍛工藝
國內已擁有大量的非多向模鍛液壓機,包括自由鍛液壓機,普通模鍛液壓機、擠壓液壓機等,這些非多向模鍛液壓機的年生產負荷量不飽滿,有相當的空余時間。它們的單向公稱噸位從幾十MN到幾百MN,完全滿足多向模鍛液壓機單向壓制的需求,只要另外方向添加施力機架或裝置并對非多向模鍛液壓機進行局部改造,就可以實現多向模鍛工藝。這既節(jié)省大量設備投資,又可解決現有設備年生產負荷量不飽滿的困境。
4.5 多工位多向模鍛技術的應用
隨著制造技術要求的不斷提高,鍛件的形狀愈加復雜。目前的單工位多向模鍛已不能使鍛件獲得理想的成形,需要在兩個或更多工位上逐步成形,這樣能以最少的加熱次數,以高的生產節(jié)拍,完成復雜鍛件的生產。
5 結論
作為伴隨機器制造業(yè)發(fā)展而誕生的技術,多向模鍛以其特殊的成形方式和效果,產生了良好技術和經濟效益,今后會得到更廣泛地應用,同時也需要在多向模鍛設備與工藝兩方面不斷地進行創(chuàng)新與改進,以滿足不斷增長的技術需求。
參考資料:
[1]靳輔安,蘇升貴,高新.多向模鍛合模力的確定[J].燕山大學學報,1980,04(01):25-30.
[2]夏長友.閥門滲漏問題的原因分析及對策[J].管道技術與設備,1999(1):20-22.
[3]任運來.在多向模鍛擠壓機上的型材擠壓成形研究[J].鋼鐵,2000(1):28-31.
[4]董傳勇,薛克敏,趙茂俞.接套體多向模鍛工藝及模具設計[J].金屬加工(鍛壓),2009(23):53-54.
[5]高新.多向模鍛的現狀與發(fā)展[J].鍛造與沖壓,2010(6):24-25.
[6]中國工程院.發(fā)展我國大型鍛壓裝備研究[R].工程科技與發(fā)展戰(zhàn)略咨詢研究報告集[C].2010.
[7]祁恩蘭.我國核電經濟性及競爭力的分析[J].核電,2004(1).
[8]黃明亞.我國閥門行業(yè)的現狀與發(fā)展趨勢[J].閥門,2002(1).
[9]胡明杰,居久培,劉飛.柱式多向模鍛液壓機的結構設計研究[J].鍛壓裝備與制造技術2011(2).
[10]支鳳春,謝云岫,劉憲文.國外多向模鍛設備[J].一重技術,1995(04).
[11]肖剛,朱仲琦.黃銅合金氣瓶閥體多向模鍛工藝初探[J].安徽機電學院學報,1999-11-30.
[12]Zhu,Chundong.The calculation of deformation force in closed multi-ram forging.Advanced Materials Research,2011,155:969-972.
[13]Ji,Dongsheng.Numerical analysis and experimental investigation of multi-ram precision die forging for sleeve.Journal of Hua zhong University of Science and Technology(Natural Science Edition),2009,37(06):117-120.
[14]Lin,Feng.Multi-ram forge process and its equipment development Jixie Gongcheng Xuebao/Journal of Mechanical Engineering,2012,48(18):13-20.
[15]Zhu,Chun Dong.An upper-bound analysis of closed multi-ram forging of rod.Advanced Materials Research,2011,189-193:2511-2514.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
