旋塞閥座的車削加工
2014-12-02 01:34:16山東冶金機械廠淄博255064苑力力張玉芳劉慶林
金屬加工(冷加工) 2014年2期
山東冶金機械廠 (淄博 255064)苑力力 張玉芳 劉慶林
煤氣發生爐廣泛地應用于冶金、建材、化工、耐材等行業,為其熱加工車間提供混合發生爐煤氣。煤氣發生爐結構復雜,探火閥是煤氣發生爐的重要部件之一,它均勻地分布在爐蓋或爐體上。探火閥部件的性能要求如下:操作時要封住爐內壓力,使煤氣不外泄;不工作時,密封面要有良好的密封性能。為滿足此使用要求必須使旋塞閥座和閥芯之間的密封錐面具有較好的密封性,以保證煤氣不向外泄漏。這就要求旋塞閥座的各部加工尺寸具有較高的精度,特別是與閥芯配合的錐孔精度要求極高。
1.加工難點分析
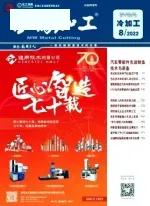
旋塞閥座必須具有較好的加工精度和表面粗糙度,并通過研磨閥芯與閥座錐孔來確保二者配合的密封面具有良好的密封性。旋塞閥座(見圖1)的結構非常復雜,在車床上裝夾和找正極為困難。下面結合圖樣分析一下其中的難點。
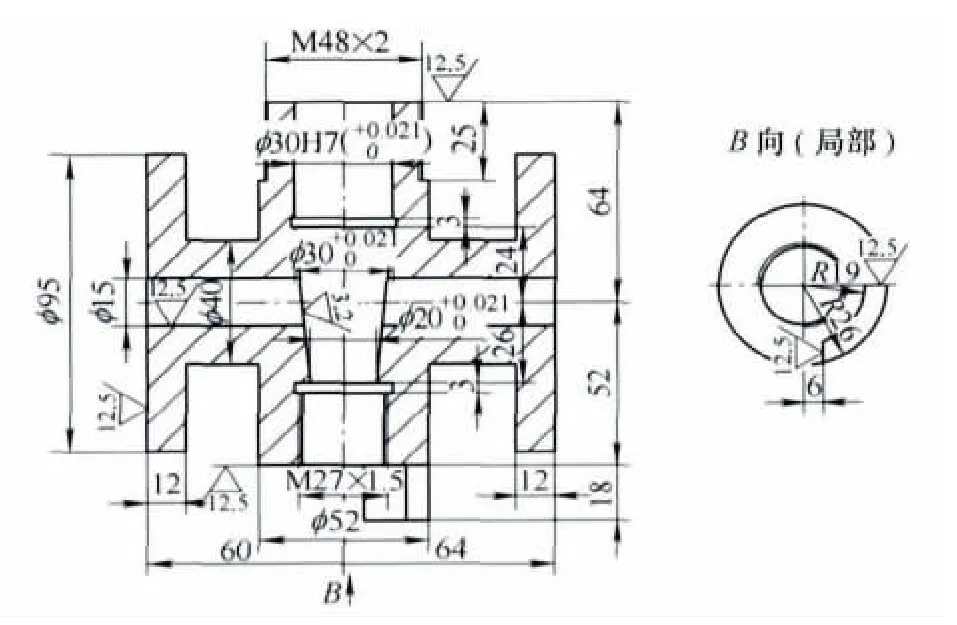
圖1
從圖1 中可以看出,旋塞閥座特點如下:一是零件形狀不規則,外螺紋加工部分受兩側φ95×12mm 輪狀外圓限制,普通螺紋刀具無法車削,需要自制刀桿;二是內孔φ30H7 以及錐度為1∶5 的錐面孔深90mm,表面粗糙度值Ra=3.2μm,大小頭基本尺寸和公差較小、表面粗糙度值要求小,常規刀具根本無法完成加工;三是下部內孔M27×1.5 螺紋部分加工時,翻頭裝夾保證精度非常困難,需要制作心軸完成定位工作;四是因材質球墨鑄鐵的特性,切削中如果不能很好的控制切削量,在加工表面會出現毛刺和鱗狀碎片,影響零件的表面粗糙度;五是零件需要加工M48×2 及M27×1.5 兩處細牙螺紋,螺距和牙高都很小,受材質影響,加工螺紋時如果控制不好會出現螺紋牙部碎裂的問題。
2.在C620 車床上車削
為解決以上難點,經過綜合考慮,采用以下措施:首先,鉗工要對旋塞閥座進行整體劃線,均分余量并劃好各方向十字中心線、孔線,為車床加工提供可靠依據,然后進行車削加工。我們是在臥式C620 車床上加工旋塞閥座的,對這樣一個外形結構復雜、精度要求很高的零件需要多次使用自定心卡盤和單動卡盤裝夾,利用心軸嚴格找正,還要自制一些特殊刀具,選擇好切削用量,才能以較高的效率完成加工。
(1)用單動裝夾第一次上活加工上部M48×2 螺紋及φ30H7 內孔以及錐面孔。這一次裝夾使用單動卡盤,為了便于找正,上活前在卡盤卡爪平面上劃出十字中心線,然后上活裝夾。因為在上步工序鉗工已經對毛坯進行了整體劃線,這一步上活時只要將零件中心線與卡爪上所劃的中心線對齊、找正,就可以快速輕松完成零件找正。找正后,用通用方法車好上部端面,然后開始加工φ30H7 內孔以及錐度為1∶5 的錐面孔,這是零件加工的難點之一。現采用自制的特殊車內孔刀桿(見圖2)來解決該難點。刀桿材料選用45 號調質鋼,后部銑25mm×25mm 方用來壓刀。根據圖樣要求孔深90mm,錐面深50,錐度為1∶5,最大處直徑30mm。將刀桿前部車成總長100mm,直段為φ20mm×50mm、錐面錐度為1∶5 的形狀,刀桿前端銑出刀槽焊接YG6 硬質合金刀頭。該刀桿克服了普通車刀因刀桿細長易產生振動波紋的缺點,刀頭焊接在刀桿中心上,刀桿與孔之間有足夠的間隙,排屑順暢。
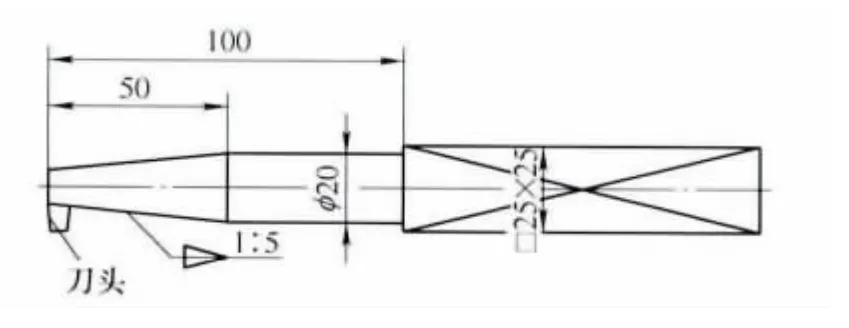
圖2
在加工錐孔前,先用φ19mm 鉆頭預鉆通孔,再將前端φ30H7 直段車好;粗車時選用轉速n=280r/min,背吃刀量ap=2.5mm,進給量f=0.3mm/r,留1mm 精車;精車選擇轉速n=280r/min,進給量f=0.15mm/r。然后開始車錐孔,車錐孔采用手動小滑板,以床鞍上的刻度線定徑分3~4 刀車出。最后車槽用機床刻度盤以及車好的孔對刀、進刀來完成,車好后還要用標準塞規對錐孔進行研磨檢測。
車好內孔后開始車削M48×2 螺紋,這也是本零件的加工難點。此時需要再自制一把特殊刀桿(見圖3)。
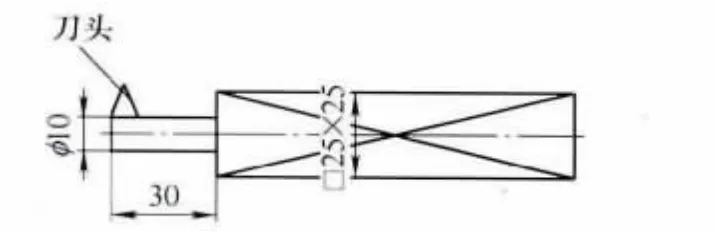
圖3
刀桿前端直徑車至10mm,長度30mm,端面開槽焊好硬質合金刀頭,實際就是制作一把特殊的90°左偏刀,刀尖角度修磨至85°~87°。外圓和螺紋可以用一把刀一次車出。車削外圓時采用轉速n=180r/min,背吃刀量ap=2.5mm,進給f=0.28mm/r。車螺紋時特別注意由于工件為QT400—18 材料,加工螺紋容易出現牙部加工面碎裂的問題,所以吃刀深度不宜過大,雖然螺距僅為2mm,但是要分5 刀車出,背吃刀量ap分別選擇為:第一刀1mm、第二刀0.5mm、第三刀0.3mm、第四刀0.2mm、第5 刀0.1mm,轉速仍可選用n=180r/min,這樣才能保證螺紋表面的質量。完成該加工后要翻頭加工底部。
3.翻頭車削底部內螺紋及端面
二次裝夾翻頭加工底部端面和M27×1.5 內螺紋。這里又遇到第四個加工難題:如何快速定位找正保證兩端同軸度,我們可通過制作心軸解決這個問題。心軸(見圖4)內端以C620 車床主軸錐孔定位,外端按工件內錐孔錐度1∶5 定位,內外兩端用M30 普通螺紋聯接,備有鎖緊螺母,以便調整長度,注意前部定位工件的錐面部分長度比圖樣要求短5mm,以免加工M27×1.5 螺紋時發生干涉。用制好的心軸將工件裝夾可實現自動定位,此處仍用單動卡盤裝夾,轉動工件車好端面后開始車制底孔,車削時選用n=280r/min,分三刀車出底孔。然后使用M27×1.5 標準絲錐手動攻螺紋完成這一端的加工。
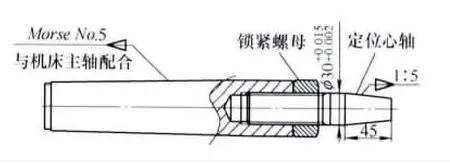
圖4
4.使用自定心卡盤快速加工左右兩端端面及內孔
加工好上下兩端后,開始加工左右兩端端面及φ15mm 內孔。通常這種形狀零件都要使用單動卡盤裝夾,但是找正復雜效率很低,這里我們使用自定心卡盤完成零件的找正工作。使用自定心卡盤按劃好的中心線先夾一端,將另一端按線找正打中心孔,用尾座頂好工件粗車一刀外圓(車圓即可)。然后翻頭夾住車好的外圓部分,按線找正打中心孔車外圓和端面至圖樣要求,鉆好φ15mm 孔。再翻頭以卡盤自動定心夾車好的一端,修中心孔,車好端面,鉆φ15mm 孔。這樣通過兩次翻頭,三次裝夾應用相對找正的方法完成兩端φ15mm 孔的加工。
5.結語
通過自制兩把刀桿,設計心軸,選擇合理的切削用量和5 次裝夾完成了旋塞閥座在臥式C620 機床上的加工,并且通過大膽改進找正方法使用自定心卡盤裝夾提高了加工效率,為類似零件的加工積累了寶貴經驗。