高精度圓柱角尺的加工工藝改進
2014-12-02 01:34:18中國船舶工業(yè)集團總公司第六三五四所江西九江332000雷繼輝關福州
金屬加工(冷加工) 2014年2期
關鍵詞:工藝
中國船舶工業(yè)集團總公司第六三五四所 (江西九江 332000)雷繼輝 關福州
該產(chǎn)品是我所研發(fā)的新產(chǎn)品,沒有成熟的工藝方法可參考,也沒有相關的技術信息資料可借鑒,經(jīng)過首套圓柱角尺的加工,零件的最終圓度、圓柱度、表面粗糙度等精度達不到圖樣的要求,影響到產(chǎn)品質(zhì)量。
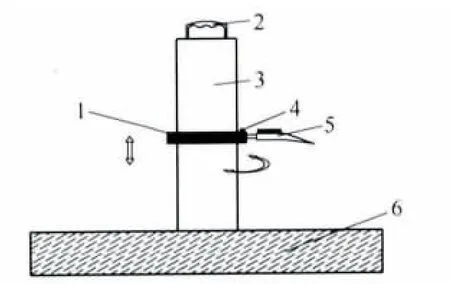
圖1
通過分析,我們找出了以下三個方面的原因:一是圓柱與柱套的配合精度不夠理想;二是圓柱的圓柱度、圓度不夠理想,會產(chǎn)生兩邊小、中間大的鼓形形狀,造成柱套在圓柱上下滑動不夠理想;三是圓柱與柱套的表面粗糙度不夠高,且有振紋。
針對以上圓柱角尺加工中存在的原因分析認為,圓柱與柱套的配合精度不夠理想,主要是工藝方法不夠完善,在線測量方法不到位;圓柱的圓柱度、圓度不夠理想,主要是中心孔表面粗糙度較差,工件旋轉軸線與工作臺運動方向不平行;圓柱與柱套的表面粗糙度較差,主要是切削液不清潔,砂輪粒度號過大。對此我們分別對圓柱、柱套的加工確定了新的工藝方案。
1.圓柱的加工
(1)工藝流程 圓柱如圖2 所示:材料為CrWMn,重量35kg,硬度要求:淬火60~64HRC 并進行穩(wěn)定性處理,外徑110mm,長度500mm,精度分別為:圓柱度0.002mm,直線度0.0015mm,軸線與端面A 的垂直度0.004mm,表面粗糙度值Ra=0.1μm 級。根據(jù)以上精度要求我們制定了新的加工工藝:將加工分粗磨、半精磨和精磨,并在每次磨削加工后對零件進行相應的熱處理以消除應力,便于最后尺寸的穩(wěn)定。即下料→球化退化→車→淬火→研中心孔→粗磨留余量0.2mm→人工時效→研中心孔→半精磨留余量0.05mm→油煮定性并Ct.0→研中心孔→精磨達圖樣要求。
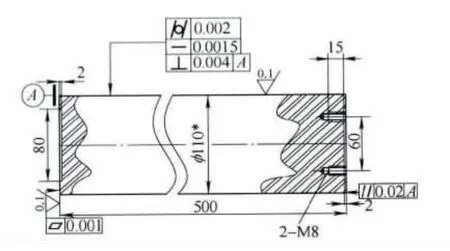
圖2
(2)關鍵工序的處理 在磨削前,首先將中心孔進行仔細地研磨,使兩端中心孔表面質(zhì)量達10 級以上。在準備磨削前,將機床空運轉一段時間(約30min),防止機床有爬行現(xiàn)象,使機床在工作時性能穩(wěn)定,空運轉時,除油泵、工作臺往復運動及砂輪軸應起動外,頭架也起動,避免頭架熱變形的作用會改變工件的錐度,并檢查兩頂尖與中心孔接觸是否良好。當頂尖中心線與圓柱中心線相偏斜而不重合時,這種接觸狀況不僅使圓度減小,而且對表面粗糙度也有影響。在溫度的控制方面,溫度在±20℃,濕度在50%~75%,以更好地控制圓度和尺寸等。用兩頂尖定位時,不能過松或過緊,過松在磨削時圓柱會有微量竄動和跳動,影響加工精度和表面粗糙度;過緊則使圓柱中心孔與頂尖摩擦大,發(fā)熱大,使圓柱產(chǎn)生彎曲變形,加工后的表面粗糙度和圓度也較差,一般以用手能輕輕轉動為宜。安裝圓柱時一定要將中心孔和頂尖用干凈的布或棉花清洗,并加入適量的潤滑油,為了達到圓度0.001mm,采用清潔的L -AN32 全損耗系統(tǒng)用油為宜,因為用潤滑脂往往易夾入雜質(zhì)而影響工件的圓度。在精磨階段,由于精磨這道余量偏少,對刀是很重要,一般只有0.05mm 余量,因為還要對工件進行錐度調(diào)整,否則尺寸精度很難控制。加工時要用帶表千分尺反復地測量兩端尺寸,把工作臺調(diào)到最佳位置。如果工件是鼓形形狀必須減小磨削深度,多作“光磨”行程,及時修整砂輪,使其經(jīng)常保持良好的切削性能。如果第一次對刀進給太大,不僅會破壞砂輪表面的微刃,而且由于砂輪切削能力所限,將會使圓柱產(chǎn)生燒傷和螺旋形。在砂輪選用方面,為了達到較低的表面粗糙度值,選用PA120K6的砂輪,用乳化液冷卻,在達到最終尺寸時,光磨時間不宜過長,大概光磨5~6 次,表面粗糙度值就可以達到Ra=0.05mm 以下;如光磨時間太長了,由于砂輪鈍化后所引起的自激振動,會使圓柱表面產(chǎn)生振紋,影響表面粗糙度。
采用以上的工藝和加工方法,解決了圓柱的加工精度問題,獲得更高的圓柱度、直線度,圓度和表面粗糙度。
2.柱套的加工
圖3
(1)工藝流程 柱套如圖3 所示:材料為CrWMn 要求硬度為60~64HRC,內(nèi)徑110mm,外徑132mm,長度45mm,在內(nèi)孔與外圓上分別有兩處對稱的3mm×2mm 的凹槽。柱套精度要求:圓柱度0.001mm,內(nèi)孔表與端面的垂直度0.0015mm,內(nèi)孔表面粗糙度值Ra=0.1μm,與柱身配磨的相對間隙0.002~0.004mm,并且要求柱套兩端磨成比中間大0.002~0.003mm 的喇叭口形狀,位置從開槽處開始。可以看出:內(nèi)孔的圓度、圓柱度,孔對端面的垂直度、與圓柱的配合間隙要求極高,所以在加工中這幾項技術指標加工控制最為重要。根據(jù)以上精度要求,我們制定了新的工藝過程:柱套的加工分粗磨、精磨、半精磨和超精磨,并在每次磨削加工對零件進行相應的熱處理工序以消除應力,便于最后尺寸的穩(wěn)定。即下料→球化退化→車→淬火→粗磨留余量0.2mm→人工時效→精磨留余量0.1mm→油煮定性并Ct.0→半精磨留余量0.03mm (這之前要測量圓柱的實際尺寸)→自然時效→超精磨與圓柱實際配磨。
(2)關鍵工序的處理 在設備選擇方面,考慮到數(shù)控內(nèi)圓磨床是采用乳化液冷卻,便于柱套溫度的控制以獲得理想的尺寸精度,并可進行相對磨頭的微調(diào),所以在錐度、垂直度、圓度及尺寸上更易控制。在砂輪選擇方面,選用陶瓷結合劑的單面凹白剛玉砂輪,粒度為120 號、直徑70mm,長度40mm 的砂輪。在裝夾方面,采用磁力吸盤吸柱套A面,在測量方法方面,采用相對測量的方法測量柱套的尺寸,方法是先加工一件柱套零件,定溫后經(jīng)精測儀器將內(nèi)孔尺寸測量出來,然后以此零件的內(nèi)孔尺寸為基準,用杠桿千分表測量配磨柱套尺寸,以達到與圓柱0.003mm 的間隙配合。在加工最終尺寸時,可不進給而進行循環(huán)十次左右的光磨,以降低表面粗糙度值。在溫度控制方面,室內(nèi)溫度控制在20℃左右。采用以上的工藝方法與加工方法,很好的解決了柱套與圓柱的配磨精度問題,并獲得更高的圓柱度、圓度和表面粗糙度。
通過以上工藝方法,精度較以前有了明顯的提高。
3.結語
通過摸索、實踐,我們總結了圓柱角尺加工的工藝新方法,滿足了圖樣的各項指標要求。該新產(chǎn)品在轉臺、六面體等高精度產(chǎn)品的檢測方面得以廣泛應用,提高了檢測質(zhì)量和效率。該工藝方法為我所精密檢具產(chǎn)品加工鋪墊了基礎,為今后研發(fā)其他精密檢具提供了一套很好的工藝方法。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52