某航空零件加工精度的研究
2014-12-02 02:00:22袁琪
科技傳播 2014年21期
關鍵詞:方向
袁 琪
湖北職業技術學院機電工程學院,湖北孝感 432000
由于某航空廠數控加工中心在加工環型零件第50 和60 工序時,無法達到加工精度要求,而采用人工換刀加工。通過對現場進行調研和現場銑削試驗,確定出影響環型零件加工精度的主要因素,并提出相應的解決方案。
1 原因分析
該航空零件為燃氣機燃燒室單元體的主要部分,零件材料為高溫合金鋼。其第50 和60 工序中最重要的工步尺寸為大小弧段和兩側邊的上下槽,且最小加工尺寸精度為。

圖1 環型零件的實體模型
如圖1 所示為零件的三維實體模型,其結構為框架結構,,在受到較大銑削力作用下容易發生變形,基于此將工件彈性變形作為影響加工精度的主要因素。運用UG 軟件進行零件的三維造型[1],將零件實體轉換成ANSYS 能夠識別的文件格式導入,并對工件進行有限元分析[2]。由于軟件的后處理功能所得的X、Y 向的最大位移量都很小可忽略掉,故不將工件的彈性變形列為影響零件加工精度的主要因素。
通過現場銑削實驗了解到在銑削內外輪廓中銑削余量較多,而刀具材料為M42,在受到較大銑削力的作用,易出現刀具磨損現象。基于此將刀具磨損作為影響加工精度的又一主要因素。針對刀具半徑的磨損監測,采用聲發射法[3],通過對實驗采集的AE 信號進行移頻小波包的特征值提取+,結合BP 神經網絡[5],建立刀具磨損監測預報模型。通過建立刀具磨損監測預報模型,對訓練樣本和驗證樣本的數據進行分析,其訓練樣本的最大誤差為±0.0005mm,驗證樣本的最大誤差為±0.0009mm。而該環型零件的最小加工尺寸精度為,均滿足誤差精度要求,故對零件加工精度的影響可忽略掉。
通過前期的調研了解到,由于銑削零件的環型槽其Z 方向的誤差精度不能滿足加工精度要求,而且該廠16 臺數控銑床自99 年投入生產,一直都未徹底檢修,基于此將機床誤差作為影響加工精度的又一主要因素。結合零件的加工工況,只考慮機床的幾何誤差對加工精度的影響。
2 解決方法
實驗方案:
本次實驗是將兩把銑刀分別裝入刀庫和機床主軸,采用自動換刀和手動換刀來測量其Z 方向的定位誤差。首先用銑床壓板將工件緊固在工作臺上,以工件的上表面為定位基準,沿Z 方向下降10mm,用手工對刀的方式將工件的一個側槽銑削出來,并以側槽的下表面為定位基準,沿Z 方向下降10mm,依次銑出第二、第三個槽。由于零件四周均布環型槽,運用自動換刀的方式,以工件的上表面作為定位基準,以第一個槽等高度的其它三個方向依次銑削出第四、第五、第六個槽。然后采用自動換刀的方式,相對于前三個槽沿Z 方向下降10mm,按照上述方法,以各個槽的下表面為定位基準依次銑削出第七、第八、第九個槽。最后還是采用自動換刀的方式,相對于前三個槽沿Z 方向再下降10mm,以各個槽的下表面為定位基準依次銑削出第十、第十一、第十二個槽,如圖2 所示。
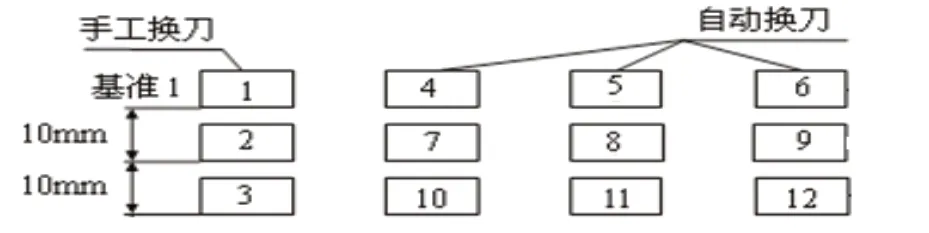
圖2 實驗方案示意圖
試切實驗完成后,利用杠桿千分尺,以第一個槽的下表面為基準,依次測量從第一個槽至各個槽的高度差。測量所得Z方向定位誤差如表1 所示。
由Z 方向定位誤差可知,在采用手動換刀對零件進行銑槽加工時其最大定位誤差為0.07mm。而采用自動換刀對零件進行銑槽加工時,其最大定位誤差為1.04mm。由于零件的最小加工尺寸精度為,根據試切實驗測得的數據可知自動換刀加工過程中其Z 方向定位誤差是影響零件加工精度的主要因素。

表1 Z 方向定位誤差
由于機床Z 方向的定位誤差值呈現不規則變化,為了保證零件加工精度的要求,應采取如下措施即:在修磨機床主軸和檢修實驗設備的同時,每次銑削加工前,通過杠桿千分尺測量出裝刀后的Z 方向定位誤差,將上述誤差值以刀補的形式添加到相應程序段中。并運用宏程序對零件可以串編的程序進行調用,真正實現了自動換刀加工。
3 結論
通過對工件的彈性變形、刀具磨損、機床誤差進行分析,結合銑槽實驗所測得的Z 方向定位誤差,確定出機床誤差是影響零件加工精度的主要因素。為了保證零件的加工精度,在修磨機床主軸和檢修實驗設備的同時,每次銑削加工前,通過杠桿千分尺測量出裝刀后的Z 方向定位誤差,將上述誤差值以刀補的形式添加到相應程序段中。并運用宏程序對零件可以串編的程序進行調用,真正實現自動換刀加工,極大地提高了工廠的生產效率。
[1]閆伍平,黃成.中文版UG NX8.0 技術大全[M].北京:人民郵電出版社,2013:104-367.
[2]李黎明.ANSYS有限元分析實用教程[M].北京:清華大學出版社,2005.
[3]余峰浩.刀具磨損、破損的聲發射監控法的研究[J].機電工程技術,2005,34(9):72-74.
[4]路勇.加工工況信息遠程監測與刀具磨損識別技術的研究[D].哈爾濱:哈爾濱工業大學,2000.
[5]聞新.MATLAB神經網絡應用設計[M].北京:北京航空航天出版社,2001:207-232.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50