機械加工零件表面紋理缺陷檢測分析
2014-12-02 01:59:52張明華
科技傳播 2014年21期
張明華
寧波技師學院,浙江寧波 315000
本文特別針對機械加工零件表面的紋理方向性強,對機械加工零件表面的紋理特點進行了研究和分析,而且試驗中取得了很不錯的結果也表明此實驗適合機械加工零件表面紋理缺陷的實時性檢測研究。檢測中提出了一種新的計算方法針對機械零件表面的紋理缺陷檢測。這個實驗是對機械加工零件表面的圖像進行傅里葉變換,而且還通過設計濾波器去除紋理的辦法,在進行其新圖閥值分割,不僅能從中得到缺陷目標的二值圖像,還可以經過圖像的形態學運算法除掉了紋理分割噪聲和干擾,從而實現缺陷目標與背景紋理的分離。
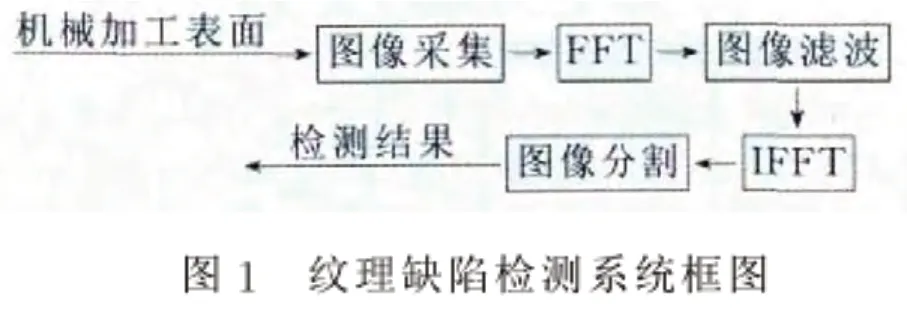
1 機械加工表面紋理缺陷檢測系統框圖
實驗研究的紋理缺陷檢測系統圖如圖1 顯示。
2 機械加工零件表面紋理特征分析
在機械生產加工過程中,因為磨削,咆哮工藝等加工出的零件表明多少都會有刀具留下的各種紋理缺陷,在試驗中運用傅里葉變換進行頻譜分析中能看到對應頻譜幅值圖。
因為大部分缺陷紋理的圖像都是那種垂直方向的,所以這些地方的的像素點的頻譜幅值很大。因為傅里葉變換是線型變換,所以空域圖像的信息能夠較為全面的保持到頻域,紋理屬性的方向紋理主要都集中反映在頻譜圖里和紋理方向垂直形成的平面上,如果通過頻域濾波器對頻譜中能量較為集中的能量進行抑制濾波的話,方向問你的紋理特征就會被大大的消弱,這樣就可以增強缺陷紋理便于識別和分類。
關于機械零件加工生產過程中的表面紋理的缺陷,如果從缺陷紋理方面來考慮,在很多情況下,在缺陷紋理方向和加工過程中產生的原有圖案不一致的情況下,還有一種情況就是缺陷紋理在一般情況中分布很均勻,方向性比較弱。如果從缺陷紋理角度觀察,因為缺陷紋理的頻譜能量低于主紋理頻譜能量。所以想要增強缺陷紋理圖像,只要通過找出頻譜能量集中的主紋理并且過濾掉主紋理方向的頻譜就可以做到,然后通過圖像分割法就能提取缺陷紋理了。
運用多種的計算公式及分析研究最終會輕而易舉的在主紋理中提出缺陷紋理,而且通過這些方法可以自動提取主紋理方向,然后當檢測物體的位置放生旋轉時,因為濾器方向跟著變換,因此濾波器很容易找到高功率頻譜帶,并且將其濾除,也就是是想了缺陷檢測的旋轉不變性。
3 缺陷紋理提取方法
就這樣被過濾之后主紋理就會被掩蓋,缺陷紋理圖像很容易凸現出來,然后在運用閥值分割法來劃分缺陷紋理和主紋理。但是由于閥值分割后不僅能體現缺陷紋理還會包含噪聲點,所以還要對其結果進行處理。以便于消除噪聲點。試驗中考慮到噪聲點是隨機的,而且缺陷紋理是有一定的圖像形成的,所以進一步實驗表明,對圖像進行開運算,由于開運算的變化是從先腐蝕在在膨脹的變化過程,所以它不但可以消除這些噪聲點還能消除圖像分割時產生的誤差。
4 實驗證明及結果分析
為了證明提出紋理缺陷檢測方法的最終效果,實驗中還采取了對比法來對缺陷紋理和主文理圖像進行了測試分析,一種是機械過程中的磨削等操作中自然轉變的紋理缺陷,而另一種是沒有缺陷紋理的零件圖像上重復的不同類型的紋理缺陷。紋理缺陷包括很多種圖像,無論是形狀還是大小都是不規則的。
對不同紋理缺陷進行測試,如下表。
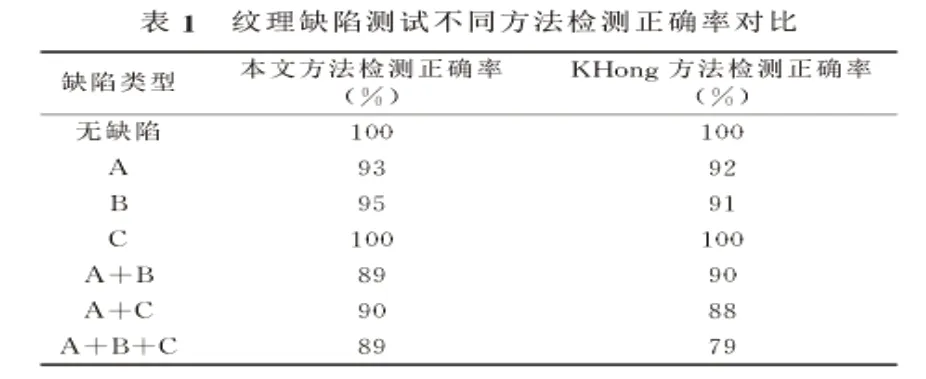
檢測結果中表明,圖像檢測速度均為1.13s/每幅圖,所以結果證明許多方法對于缺陷紋理檢測都沒有此方法的正確率高。
5 結論
本文運用一個專門針對于于機械加工零件表面紋理圖像觀測檢查的視覺檢測系統方法,而且在機械加工零件表面紋理特點的基礎之上提出了新的適用于機械加工零件表面缺陷檢測的方法。一切研究結果表明這種方法對于紋理缺陷檢測方法不僅計算量較少,而且還能相對準確的處理這些紋理缺陷。準確率相對來說也很高,更具有實用性。值得開發運用研究。
[1]任勇勇.基于傳感器信號及表面紋理的工件表面缺陷檢測[D].湘潭大學,2013,6.
[2]劉麗萍.淺析影響機械加工零件表面質量的因素及其改進策略[J].機電信息,2011,10.
[3]韋衍.工件表面質量缺陷的無損視覺檢測關鍵技術研究[D].湘潭大學,2012,6.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
計算機應用(2022年2期)2022-03-01 12:33:42
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55