大型鏈輪綠色加工工藝研究
2014-11-26 03:12:32萬正喜康碧波
機械制造 2014年8期
□ 萬正喜 □ 肖 熳 □ 康碧波
湖南長重機器股份有限公司 技術(shù)研發(fā)中心 長沙 410014
目前,國家實施經(jīng)濟可持續(xù)發(fā)展戰(zhàn)略,節(jié)約原材料、優(yōu)化利用資源已是綠色制造研究的重要組成部分。鏈輪制作工藝復(fù)雜,如何設(shè)計合理的制作工藝尤為重要。本文分析了傳統(tǒng)大型鏈輪制作方法的不足,提出了新的制作方法和工藝,對該方法及工藝流程進行了詳細的分析,并將該種方法及工藝應(yīng)用于混勻取料機斗輪機構(gòu)中的驅(qū)動大鏈輪的制作。現(xiàn)以混勻取料機斗輪機構(gòu)驅(qū)動鏈輪為例,詳細介紹大型鏈輪的加工過程。
1 大型鏈輪傳統(tǒng)制造工藝
在大型鏈輪的制造工藝上,人們進行了積極的研究,大型鏈輪的加工主要分為兩步,第一步是鏈輪體的加工,第二步是鏈輪的輪齒加工。鏈輪體的制造過程是:鑄造-切削加工-拼接;鏈齒的加工一般采用銑削的方法。下面對鏈輪的傳統(tǒng)制造工藝進行詳細分析。
1.1 大型鏈輪傳統(tǒng)制造工藝方法之一
大型鏈輪一般的制造方法是:用鑄造工藝鑄造出鏈輪體,其材料為ZG310-570,鑄造后先對鏈輪體進行退火熱處理,再進行正火和回火熱處理、加工螺孔等,完成后用螺栓與斗輪機機構(gòu)的輪體安裝成一體,并在大型銑齒機上進行鏈輪齒的加工,最后進行齒面的淬火。
鑄造大型鏈輪體,需要大型的鑄造設(shè)備,且鑄造后鏈輪體存在氣孔、針孔、夾渣、裂紋、凹坑等缺陷,為了消除這些缺點,需要對鏈輪體進行退火處理,退火處理后,再進行調(diào)質(zhì)熱處理。另外,為了消除鏈輪體內(nèi)存在的殘余應(yīng)力以及提高鏈輪輪齒切削加工的效率,需要進行正火熱處理。而這些熱處理工藝需要專門的大型熱處理裝備,同時還要耗費大量的能源,其制作工藝復(fù)雜,費時且成本很高。
1.2 大型鏈輪傳統(tǒng)制造工藝方法之二
隨著計算機科學(xué)技術(shù)的發(fā)展,20世紀90年代初,出現(xiàn)了數(shù)控切割機床,鏈輪的加工方法也有所改變,鏈輪體的制作由原來的鑄造改用數(shù)控機床切割鋼板來實現(xiàn)。具體方法是:按鏈輪的尺寸確定鏈板的尺寸(一般將鏈輪等分為8、10或12),通過數(shù)控機床對鏈板進行切割下料,切割后的鏈板在機床上加工,將加工好的鏈板拼接成鏈輪。這種加工方法比第一種方法節(jié)省時間和加工成本,但鏈板拼接成鏈輪后有加工誤差累積,導(dǎo)致鏈輪在傳動過程中的不平穩(wěn),降低了鏈輪使用壽命。
2 大型鏈輪綠色制造方法及工藝
2.1 綠色制造工藝在機械中的應(yīng)用
綠色制造工藝技術(shù)是以傳統(tǒng)的工藝技術(shù)為基礎(chǔ),并結(jié)合材料科學(xué)、表面技術(shù)、控制技術(shù)等新技術(shù)的先進制造工藝技術(shù),它是應(yīng)用綠色設(shè)計、使用綠色設(shè)備、綠色材料、綠色能源制造綠色產(chǎn)品,一直到產(chǎn)品使用壽命完結(jié)后的綠色處理的全過程。其目標是對資源的合理利用,節(jié)約成本,降低對環(huán)境造成的污染。根據(jù)這個目標可將綠色制造工藝劃分為三種類型:節(jié)約資源的工藝技術(shù)、節(jié)省能源的工藝技術(shù)、環(huán)保型工藝技術(shù)。
2.2 大型鏈輪下料方法的工藝流程
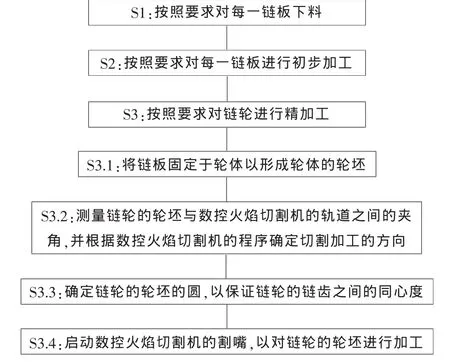
筆者提出了一種新的鏈輪加工方法,即采用數(shù)控切割的方法來制作。數(shù)控切割機為數(shù)控火焰切割機、數(shù)控等離子切割機或數(shù)控高壓水射流切割機,鏈輪的加工工藝流程如圖1和圖2所示。
(1)下料。對多個弦長相等的弧形的鏈板下料,下料后形成的每一個鏈板所對應(yīng)的扇形夾角為整數(shù),且保證每一鏈板的外弧周緣上能加工出整數(shù)個鏈輪的鏈齒。
(2)初步加工。先對每一鏈板的表面加工到規(guī)定的尺寸,再分別對每一鏈板的第一面、第二面、第一端、臺階面及連接第一面和第二面的兩側(cè)面均加工到規(guī)定的尺寸,并使第一面、第二面及第一端的粗糙度為Ra6.3 μm。在初步加工過程中,對每一鏈板的第二端的表面進行初步加工,并保留5~8 mm的加工余量,以便于在第二端上加工鏈齒,同時還在每一鏈板上加工固定孔。
▲圖1新的鏈輪加工方法流程

▲圖2 鏈輪加工結(jié)構(gòu)組成
(3)精確加工。第一步,先使相鄰兩個鏈板的端面相互抵接,拼接形成鏈輪的輪坯,并使每一鏈板的第二端朝向輪體的外周;第二步,通過數(shù)控切割機對拼接在一起的輪坯的外周進行切割,形成鏈齒。具體過程為:啟動數(shù)控切割機的割嘴,使割嘴自輪坯的任意相鄰兩個鏈板的接縫處為起始點,開始進行切割加工。精確加工的第一步和第二步之間還包括,在第一步之后,先通過數(shù)控切割機測量鏈輪的輪坯與數(shù)控切割機的軌道之間的夾角,并根據(jù)數(shù)控切割機的程序,確定切割加工的方向,再通過數(shù)控切割機確定鏈輪的輪坯的圓心。
2.3 大型鏈輪綠色下料方法的分析
新鏈輪的綠色加工方法具備的優(yōu)點有:①利用數(shù)控切割機切割代替?zhèn)鹘y(tǒng)的機床銑削加工,切割需要的時間短,節(jié)約了生產(chǎn)加工成本;②將所有鏈板先裝配在輪體上,再進行整體切割,相對于對每一個鏈板單獨加工后再拼接成鏈輪,減小了累積加工誤差;③通過數(shù)控切割機測量了鏈輪的輪坯夾角及圓心,提高了加工的精確性。
3 實施實例
以混勻取料機的斗輪機構(gòu)驅(qū)動鏈輪為例來介紹新鏈輪加工方法的使用方法。橋式混勻取料機的斗輪機構(gòu)一般是由雙斗輪組成,兩斗輪之間通過小車相連接,有兩個大鏈輪通過螺栓分別固定在斗輪機構(gòu)的兩個輪體上,斗輪機構(gòu)直接由鏈輪來驅(qū)動。斗輪機構(gòu)的輪體直徑一般在5 m左右,固定在輪體上的鏈輪直徑也在5 m左右,由于鏈輪直徑很大,其制造成本在整個鏈輪成本中占有很大的比重。另一方面,由于鏈輪工作環(huán)境惡劣,鏈輪屬于易損件,一般使用幾年后,由于鏈輪的部分輪齒損壞需要對鏈輪進行修補或更換鏈輪,因此合理的鏈輪制造工藝就顯得尤為重要。
新的鏈輪加工方法在工程中的應(yīng)用如圖3所示。其特點:一是節(jié)省時間,加工方便,一個大的輪體的輪齒只需1.5 h就可切割完成,而采用傳統(tǒng)的機床銑削加工需 6至 7天;二是費用低,采用銑齒加工鏈輪的輪齒需花費15 000元左右,而采用新的火焰切割加工方法只需要200元;三是提高精度,由于鏈板是先裝配在輪體上,然后再整體切割,因此減小了累積誤差。

▲圖3 新的鏈輪加工方法在工程中的應(yīng)用
4 結(jié)論
本文在詳細分析傳統(tǒng)大型鏈輪制造工藝方法不足的基礎(chǔ)上,提出了新的鏈輪制造工藝方法及流程。新的方法加工時間短,節(jié)約了生產(chǎn)成本,減小了累積加工誤差,提高了加工的精確性。新的加工方法應(yīng)用于混勻取料機斗輪機構(gòu)的驅(qū)動鏈輪的制造加工,取得良好的綜合效果,為大型鏈輪的制造加工提供了參考和借鑒。
[1] 萬正喜.斗輪堆取料機行走機構(gòu)力學(xué)性能分析及結(jié)構(gòu)優(yōu)化[D].長沙:中南大學(xué),2011.
[2] 幺炳唐.提高數(shù)控設(shè)備資源利用率發(fā)展綠色制造[J].機械設(shè)計與制造,2010(4):41-43.
[3] 呂亞軍,韓青江,饒運清.基于共邊切割方法的板材切割路徑的優(yōu)化[J].機械設(shè)計與制造,2011(6):120-122.
[4] Indrajit Mukherjee,Pradip Kumar Ray.A Review of Optimization Techniquesin MetalCutting Processe [J].Computers&Industrial Engineering,2006(50):15-34.
猜你喜歡
品牌研究(2022年26期)2022-09-19 05:54:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
海峽姐妹(2019年3期)2019-06-18 10:37:10
Coco薇(2016年2期)2016-03-22 02:42:52
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
百科知識(2008年8期)2008-05-15 09:53:30
