移置、半固定帶式輸送機用Q345E焊接工藝的研究
2014-11-26 12:12:52李志強
中國煤炭 2014年6期
李志強 張 誠
(寧夏天地西北煤機有限公司,寧夏自治區石嘴山市,753001)
我國露天煤礦分布以東北和華北居多,這些地區都會遇到冬季寒冷的氣候條件,而移置、半固定帶式輸送機作為露天煤礦輸送系統的重要組成部分,長期處在這一環境條件下進行作業,其結構部件需要選擇一種在低溫環境下具有良好沖擊韌性的材質。根據材質特性,選用Q345E低合金高強度鋼作為其結構件用材,因其在-40℃都具有良好沖擊韌性。國外將屈服強度在295~460MPa的低合金高強度鋼廣泛應用于井上 (露天采礦、港口輸送)帶式輸送機結構部件中,在保證其性能的同時也取得了較好的經濟效益,而國內煤機行業在這方面起步較晚。移置、半固定帶式輸送機結構復雜且對焊縫質量要求很高,因此,做好焊接工藝評定并制定切實可行的焊接工藝成為其制造技術的關鍵。
本文根據實際生產項目的需求,研究了Q345E材質的焊接工藝,并利用 “焊接地圖”這一技術手段對產品中關鍵焊縫的質量及整個生命周期進行了有效的管理和控制。
1 Q345E材質性能及焊接性分析
1.1 材質性能
Q345E鋼屬于低碳合金鋼,符合GB/T1591-1994《低合金高強度結構鋼》,其金相為帶狀分布的鐵素體+珠光體,它是在16Mn合金鋼系列的基礎上增加了一些微量合金元素,并且嚴格控制P和S元素,以提高其低溫度沖擊性能 (在-40℃的沖擊吸收功不小于27J)。Q345E鋼在保證拉伸性能的基礎上,側重改善鋼材的沖擊韌性,為了防止低溫環境下結構脆斷,增加了釩、鈮和鈦等細化晶粒的微量元素,Q345E的化學成分 (質量分數%)為:C≤0.18,Mn為1.0~1.6,Si≤0.55,P≤0.025,S≤0.025,V 為 0.02~0.15,Nb 為0.015~0.06,Ti為 0.02~0.2,Al≥0.015。Q345E的力學性能為:屈服點σS≥325MPa,抗拉強度σb為470~630MPa,伸長率δ5為22,沖擊吸收功AKV(縱向,-40℃)為27J。
1.2 Q345E焊接性分析
1.2.1 碳當量基計算
選用國際焊接學會碳當量公式,計算結果為Ceq=C+Mn/6+ (Cu+Ni)/15+ (Cr+Mo+V)/5=0.416。當碳當量>0.4時有一定的淬硬傾向,焊接性一般,材質在室溫 (16℃~20℃)情況下焊接通常不需要預熱,但厚板或在低溫環境下焊接則需要預熱,預熱能有效地防止裂紋的產生,并有一定的改善焊接接頭性能的作用,預熱溫度選擇在100℃左右。
1.2.2 焊接熱輸入分析
焊接熱輸入是決定焊接接頭組織性能的主要參數,熱輸入過大時會使焊接熱影響區的晶粒粗化,形成粗大的鐵素體,甚至出現魏氏組織,降低韌性。還可能形成上貝氏體及M-A組元,對熱影響區的韌性十分有害。熱輸入過小時將會在熱影響區出現淬硬組織,易產生焊接冷裂紋。這兩種情況皆直接影響焊接接頭的質量,進而影響整個結構件的可靠性。因此,熱輸入必須控制在合理范圍內。
2 焊接工藝評定
2.1 焊接工藝評定條件及程序
焊接工藝評定是驗證所擬定的焊接工藝的正確性而進行的試驗過程及結果評價,要求被焊材料在進廠前要經過嚴格檢驗,且檢驗結果符合相應的標準。焊接工藝評定的所用設備、儀表與輔助機械均應處于正常工作狀態,施焊時必須由有資質的熟練焊接人員進行試件焊接,焊后由有資質的第三方進行檢測,并出具檢驗報告。焊接工藝評定具體實施程序見表1。

表1 焊接工藝評具體實施程序
2.2 焊接試樣及坡口類型
根據移置、半固定帶式輸送機的特性及結構件材質,并依據GB/T 19869.1-2005《鋼、鎳及鎳合金的焊接工藝評定試驗》,制定出4組不同坡口形式的焊接接頭,編制焊接工藝評定任務書及相應的焊接工藝規程。具體焊接接頭及坡口類型如圖1所示。

圖1 焊接工藝評定試樣及坡口簡圖
2.3 焊接材料及工藝參數的選擇
高強度鋼焊接時,一般選擇與母材強度相當的焊接材料,且綜合考慮焊縫金屬的韌性、塑性及強度等滿足設計要求又能符合生產的實際情況,采用CO2氣體作為保護焊,選擇ER50-6焊絲作為填充金屬。
由于Q345E材質沖擊功要求為-40℃時不小于27J,而ER50-6焊絲的保證值為-29℃不小于27J,低于母材要求。經過反復試塊焊接并取樣分析后得出,采用合理的焊接電流和電壓,同時把焊接熱輸入控制在合理的范圍內,可以提高焊縫的沖擊韌度,經試驗最終得出表2所制定的焊接參數符合母材材質要求。
2.4 試樣檢測項目及結果分析
試塊焊接后,依據相應的標準取樣并檢測,所有的焊接工藝評定檢測項目由具有相關資質的第三方檢測機構來完成。每種試樣的檢測項目及檢測數量均按照下發的 《焊接工藝評定任務書》中相關內容來執行,同時符合相關國家標準。檢測項目有外觀檢測、拉伸試驗、彎曲試驗、-40℃低溫環境下沖擊試驗、無損檢測 (超聲波探傷、磁粉探傷)、接頭硬度檢測及宏觀金相。試樣結構不同,所需檢測的試樣項目與數量也不同,具體檢測內容及檢測結果見表3。

表2 焊接參數
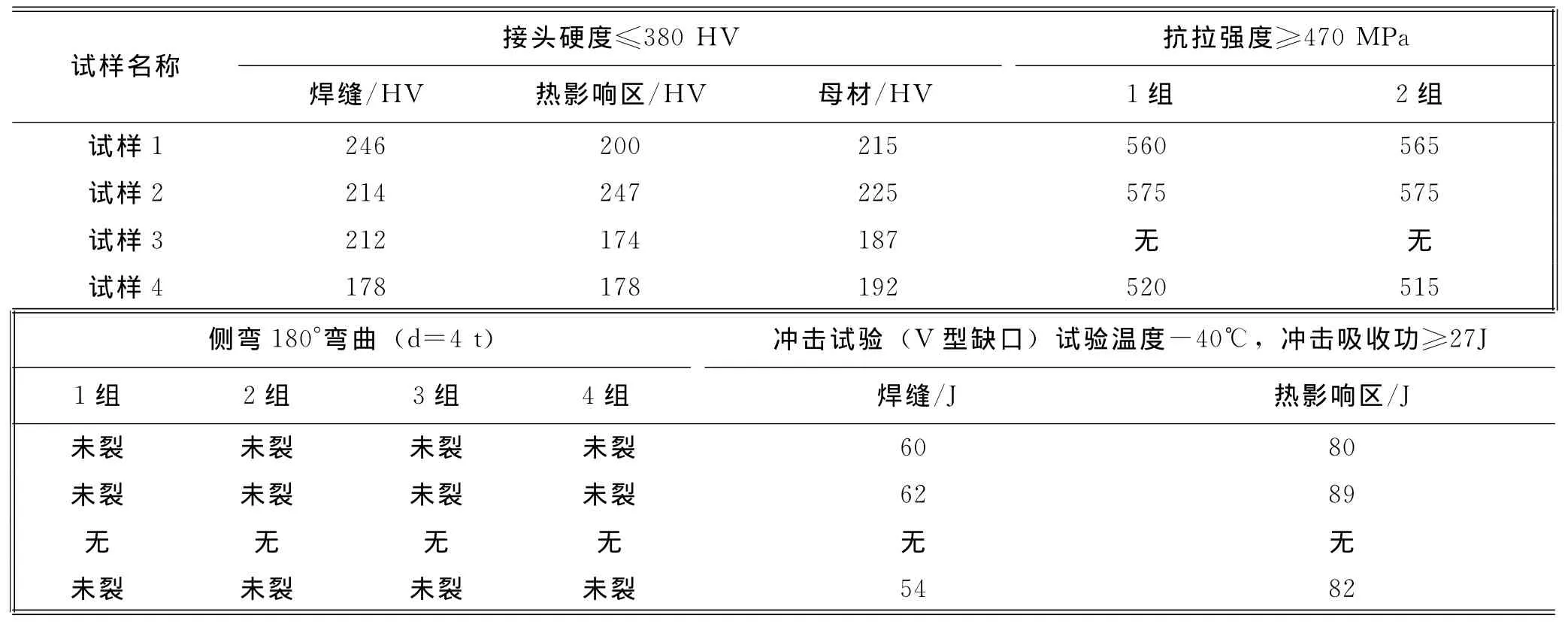
表3 試樣檢測項目及檢測結果
另外,對所有試樣焊接接頭進行宏觀金相檢測,均無夾雜、裂紋、未融合和氣孔等缺陷,焊縫成形良好。經無損探傷檢測焊縫接頭均符合EN1714:2000焊縫無損探傷檢測標準的Ⅱ級要求。
根據檢測結果可以看出,各項檢測指標均符合相關要求,其中所有沖擊試樣的沖擊值均高于母材,可見焊縫的機械性能良好,這說明所編制的焊接工藝規程是合理的,完全可以在生產中得以應用。
3 焊接質量的控制及焊接地圖的應用
焊接是鋼結構件生產中的重要工序,影響其質量的因素有很多,概括起來有人員、設備、材料、工藝方法和生產環境。對焊接質量的控制所涉及的范圍比較寬,主要包括焊工考試、焊接工藝評定、焊接材料管理、焊接設備管理和焊接過程5條控制線。其中,產品焊接的控制又包括焊前清理、定位焊的控制、產品試板、焊工資質、施焊記錄、施焊工藝紀律檢查、焊縫檢測、焊縫返修和控制及焊后熱處理等多道環節。通過上述內容可以看出焊接質量控制其程序比較繁雜,實施起來比較困難,很難做到面面俱到。焊接過程也是一種冶金反應過程,其質量主要在過程控制。這就需要有一種高效的技術手段對其進行統一管理與控制, 為此,我們創新的引入了 “焊接地圖”的概念。
“焊接地圖”是利用圖形及表格將產品中的關鍵焊縫和重要焊縫標示出,規定其焊接方法、連接方式、施焊人員、所要參照的焊接工藝規程以及需要進行的無損檢測項目和檢測率等,以此來對焊接過程和焊縫質量進行動態控制,使產品中關鍵、重要焊縫的整個生命周期都有可追溯性。它的作用集工藝指導、質量控制及生產管理與一身,使產品中的每一條關鍵重要焊縫都有法可依、有據可查。
焊接地圖由關鍵焊縫示意圖及焊接控制組織卡兩部分組成。關鍵焊縫示意圖是將結構件中關鍵焊縫、重要焊縫 (全熔透焊縫)標示出來,并用焊縫符號表示出其焊縫特點。焊接控制組織卡是對每條標示出的焊縫進行分析后,依據其焊縫與連接方式的特點規定了其所用的焊接方法、所要執行的相關工藝規程、施焊人員、檢測人員、檢測項目及檢測率等。
4 結論
通過對Q345E焊接性分析及一系列的焊接工藝評定試驗得出,此次焊接材料的選擇能夠達到母材強度的要求且不易產生缺陷。通過合理的焊接參數的控制,可以選用沖擊性能低于母材的焊接材料焊接Q345E鋼,使得其焊接接頭質量達到產品結構的技術要求。
[1]中國機械工程學會焊接學會.焊接手冊 (第二卷)材料的焊接[M].北京:機械工業出版社,2001
[2]趙博韜.風電主機架用Q345E鋼的焊接工藝研究[J].金屬加工 (熱加工),2010 (2)
[3]韓國明.焊接工藝理論與技術[M].北京:機械工業出版社,2007
[4]李亞江,王娟,劉鵬.低合金鋼焊接及工程應用[M].北京:化學工業出版社,2003
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
