變速箱輸入軸滾矩形花鍵工裝改進
2014-11-25 09:24:28麻進斗
機械管理開發 2014年3期
麻進斗
(中國重汽集團大同齒輪有限公司,山西 大同 037305)
引言
變速箱是組成汽車的的三大件之一,它可以改變傳動比、轉動方向(如倒檔)和設置空擋。 其結構有多種,原理也有多種:汽車變速箱分為手動、自動;也分為齒輪式和電動式等;還分為有級變速和無級變速等。手動變速箱通過不同的齒輪組合改變齒輪齒數而改變傳動比,達到加速或減速的作用,而自動變速箱是由液力變扭器、行星齒輪和液壓操縱系統組成,通過液力傳遞和齒輪組合的方式來達到變速變矩。
輸入軸是動力進入變速器的第一軸,動力從發動機經輸入軸進入變速器,再由輸入軸帶動軸上的輸入齒輪將動力傳遞給輸出齒輪而帶動輸出軸轉動,并帶動差速器運動,汽車便可以前進或后退。輸入軸的一端要連接發動機,因此該端是露在外面,露出部分就是輸入軸的矩形花鍵。發動機就是靠矩形花鍵將動力傳入變速箱。本課題就是討論本公司變速箱的輸入軸矩形花鍵的加工方法。
1 滾矩形花鍵現狀概述
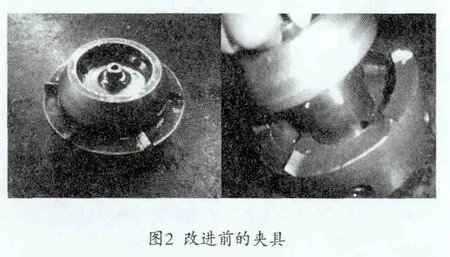
中國重汽集團大同齒輪有限公司滾矩形花鍵是采用YKX3132重慶滾齒機來進行加工的,圖1是所加工工件的外形尺寸,圖2就是改進前的夾具。此夾具由兩部分組成,上面是一個大頂尖,頂住工件大端中心孔,將工件頂正,防止花鍵滾歪,下面是梳牙座,梳牙座緊固在機床工作臺上,機床工作臺帶動梳牙座轉動,梳牙靠上面尖角撥動工件端面轉動,進行滾花鍵。機床自帶的小頂尖頂住工件小端中心孔,夾具的大頂尖頂住工件大端中心孔,加工的時候鐵屑會隨這冷卻油掉進頂尖和梳牙座之間的縫隙內,導致工件裝夾不正,加工出的矩形花鍵齒向不合格,和發動機不能連接,從而不能將動力傳入變速箱,所以必須將原有工裝進行改進,使得鐵屑不會掉入工裝內,影響工件的正常夾緊。
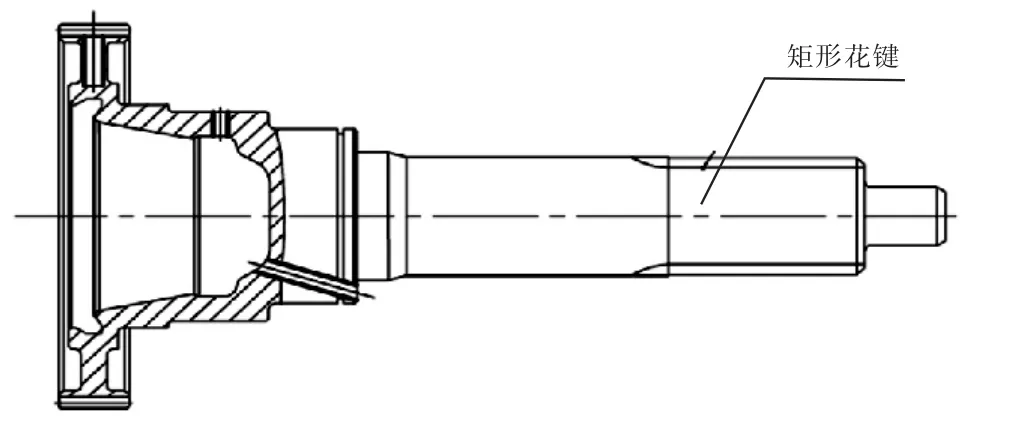
圖1 需要加工的產品外形圖
2 改進后夾具(見圖3)
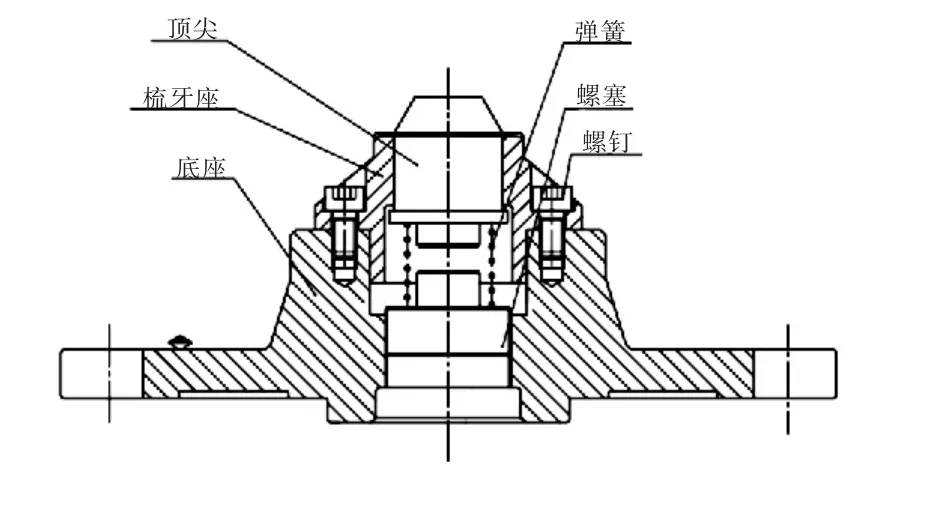
圖3 改進后夾具的結構圖
1)夾具設計原理。 圖3為改進后的夾具結構圖,此夾具的設計原理:底座是連接機床工作臺的,當機床啟動時,工作臺就帶動梳牙座轉動,再由梳牙座撥動工件轉動;底座直接和機床用螺栓連接,底座的高度由工件的矩形花鍵位置和機床刀具行程決定,梳牙座再和底座由內六角原作頭螺釘連接;頂尖和梳牙座采用緊密間隙配合,以防鐵屑掉入夾具內,克服了舊夾具的缺點;彈簧向上彈起頂尖,使得頂尖緊緊頂住工件大端中心孔,以防工件裝夾不正,造成滾出的花鍵齒向歪;螺塞可以調節彈簧松緊,從而調節頂尖頂工件的力度;螺釘用來連接梳牙座和底座。
2)夾具主要部件設計要點。根據機床連接尺寸設計插齒夾具底座連接尺寸,底座上、下兩表面平行度以及底座內表面垂直度要嚴格要求,將工件裝夾在機床上,底座的高度要使得所加工工件矩形花鍵位置在加床滾刀行程范圍之內[1],不然無法加工;根據底座連接尺寸設計梳牙座底部連接尺寸,梳牙一定要尖,不然撥不動工件轉動,并且要定期維護,確保梳牙尖銳;根據生產線所加工各工件大端中心孔內徑,設計適合產品的頂尖,頂尖材料要采用T10料[2],確保頂尖硬度,不然頂尖定位面會被工件劃傷,導致工件裝夾不正,頂尖是易損件,要定期檢查維護,大頂尖大端要加工一個孔,以防熱處理后頂尖大外圓變裂;螺塞上表面加工一個六角孔,用六角扳手調節彈簧彈力,使得大頂尖能緊緊頂住工件大端中心孔,不讓工件夾歪。
3 結語
經在現場使用,該夾具能有效保證工件矩形花鍵精度、穩定性好,避免了鐵屑掉入夾具中造成工件廢損,提高生產效率,節約成本,為企業降本增效。
[1]陶濟賢,謝明才.機床夾具設計[M].北京:機械工業出版社,1996.
[2]劉鴻文.材料力學[M].北京:高等教育出版社, 2004.