高速動車組裙板組成焊接工藝研究
2014-11-24 08:22:16唐山軌道客車有限責(zé)任公司河北063035鄒俠銘陳進(jìn)才高繼勝
金屬加工(熱加工) 2014年2期
唐山軌道客車有限責(zé)任公司(河北 063035)鄒俠銘 陳進(jìn)才 高繼勝
鋁合金材料具有密度低、耐腐蝕性好、強度高和易加工等特點,在軌道車輛鋁合金車體生產(chǎn)中獲得了廣泛應(yīng)用。由于鋁合金材料諸多優(yōu)點,所以在高速動車組裙板組成中采用鋁合金型材焊接結(jié)構(gòu)。在鋁合金裙板組成制造過程中,出現(xiàn)弧度焊接變形量大、尺寸不易控制的問題。裙板組成是高速動車組車下設(shè)備艙的關(guān)鍵部件,其焊接與焊縫質(zhì)量對高速動車組的運行安全性、可靠性有重要影響。
本文對高速動車組鋁合金裙板組成焊接工藝進(jìn)行了分析,提出了解決裙板組成鋁合金型材結(jié)構(gòu)焊接變形控制方法。
1.裙板組成結(jié)構(gòu)分析
高速動車組裙板主要由鋁合金型材焊接組成,鋁合金型材為3mm壁厚6005A-T6擠壓中空鋁合金型材。裙板結(jié)構(gòu)如圖1所示。從裙板組成結(jié)構(gòu)可以看出,焊接質(zhì)量是影響動車組裙板組成結(jié)構(gòu)尺寸的關(guān)鍵,因此如何保證鋁合金裙板組成焊接質(zhì)量,滿足高速動車組鋁合金裙板組成的整體強度和弧度尺寸要求是工藝質(zhì)量控制的關(guān)鍵。
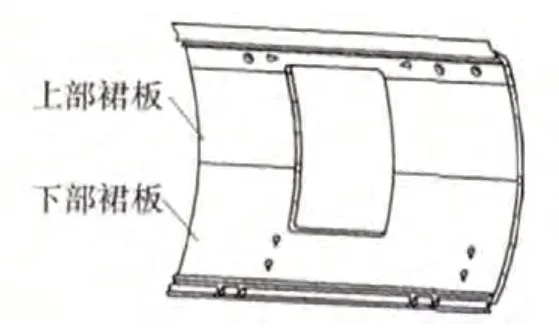
圖1 裙板組成結(jié)構(gòu)
2.裙板組成焊接工藝分析
(1)焊接工藝流程 根據(jù)裙板組成裝配尺寸技術(shù)要求,在裝配上、下裙板型材時,以上、下裙板型材兩外側(cè)端和內(nèi)曲面為裝配基準(zhǔn)。裙板組成焊接夾具設(shè)計上,為保證裙板組成裝配中心線位置尺寸與焊接專機運行軌跡一致,焊接夾具定位裝置沿兩側(cè)縱向設(shè)置,壓緊裝置以兩側(cè)基準(zhǔn)為軸可翻轉(zhuǎn)固定組件。裙板組成焊接夾具通過變位機旋轉(zhuǎn)工位,完成裙板組成正反焊縫焊接,其優(yōu)點為裙板組成焊接反面焊縫不用拆裝二次定位,從而保證了裙板組成焊接過程的定位準(zhǔn)確。
在裙板組成焊接工藝流程中,首先采用正裝定位、壓夾焊接工藝,解決上、下裙板型材插接裝配誤差過大與焊縫錯邊的問題。在裝配上、下裙板時,需要進(jìn)行調(diào)整型材插接錯邊與焊接夾具中心線偏差,使裝配后組件尺寸、弧度符合技術(shù)要求。對裝配組件焊縫進(jìn)行段焊點固,檢測焊縫間隙尺寸符合焊接工藝要求,進(jìn)行上、下裙板組成焊縫焊接。焊接后對裙板組成進(jìn)行檢測和工藝調(diào)修。根據(jù)裙板組成焊接工藝特點,制定焊接工藝流程:裝配裙板型材并定位夾緊→焊接裙板型材焊縫→檢測裙板組成焊后尺寸→打磨裙板組成焊縫→檢測調(diào)修裙板組成弧度→焊縫PT檢測。
(2)焊接變形及控制措施 鋁合金裙板組成焊接后,使用檢測樣板對裙板弧度進(jìn)行測量,其結(jié)果是裙板組成焊接后弧度產(chǎn)生3~6mm變形量,如圖2所示。裙板端部處焊縫存在缺陷,如圖3所示。

圖2 裙板組成焊接弧度變形

圖3 裙板組成端部焊縫缺陷
由于裙板組成設(shè)計上對外輪廓與弧度形狀尺寸要求較高,因此采用合理的焊接順序與焊接反變形量、控制焊接熱輸入等可以有效控制焊接變形,保證產(chǎn)品外形輪廓和工藝尺寸。在焊接上、下裙板單面V形焊縫時,以裙板型材兩外側(cè)端為定位基準(zhǔn)。由于上、下裙板鋁合金型材壁厚較薄,造成鋁合金型材在縱向與橫向焊縫方向產(chǎn)生波浪變形。為控制裙板組成的焊接變形及焊縫缺陷產(chǎn)生,制定改進(jìn)工藝措施如下。
由于上、下裙板焊接后產(chǎn)生焊接變形,在焊接夾具上采用焊接壓板與上、下裙板整體固定壓夾,以控制上、下裙板的焊接變形。裙板組焊以上、下裙板鋁合金型材外側(cè)端為定位基準(zhǔn),如圖4所示,將上、下裙板型材與焊接夾具定位、夾緊時,需要保證焊縫位置尺寸符合焊接工藝間隙要求,并調(diào)整焊接專機相對組件焊縫位置尺寸精度。
在裙板組成正裝焊接過程中,壁厚為3mm鋁合金型材插接焊縫附近存在焊接變形,使得裙板組成焊接后局部表面產(chǎn)生凹凸變形。為控制鋁合金型材薄壁焊縫附近焊接變形,將焊接夾具壓緊裝置兩側(cè)縱梁型材改為冷卻循環(huán)水系統(tǒng),如圖4所示。在上、下裙板焊接中開通冷卻循環(huán)水系統(tǒng),對焊縫附近進(jìn)行冷卻達(dá)到減少熱輸入量,控制焊接變形過大的目的。裝配上、下裙板插接后對焊縫區(qū)域進(jìn)行檢測,消除或減少插接錯邊誤差并進(jìn)行點固焊接。調(diào)整焊接專機在上、下裙板間焊縫試運行保持無偏差,進(jìn)行上、下裙板間V形焊縫焊接。為防止焊縫在引弧與收弧區(qū)域產(chǎn)生焊接缺陷,在焊縫兩端點固引弧板與收弧板。在上、下裙板焊接弧度變形控制上,采用在焊接夾具上加裝2~3mm調(diào)整墊做預(yù)制焊接反變形,以調(diào)整和控制上、下裙板焊接弧度變形量過大問題,如圖5所示。由于焊接變形量較大,在焊接夾具上增加工藝支撐,并將裙板組成橫向尺寸增加1~3mm,以抵消裙板組成焊接后的收縮變形。

圖4 裙板組成正裝定位夾緊

圖5 裙板組成反裝預(yù)制變形
在裙板組成反裝焊接時,使用變位機將焊接夾具旋轉(zhuǎn)180°。由于焊接位置與正裝相比空間較小,因此在焊接夾具設(shè)計上應(yīng)簡化焊縫附近的構(gòu)件,避免焊接專機操作空間與視線受影響。鋁合金材料焊接變形量較大,同樣反裝焊縫附近也需要加裝冷卻循環(huán)水系統(tǒng),在焊縫兩端同樣點固引弧板、收弧板,解決裙板組成端部存在的焊縫缺陷問題。通過采用預(yù)制焊接變形和增加焊接墊板工藝,較好的控制了裙板組成弧度焊接變形量過大問題,保證了裙板組成設(shè)計、質(zhì)量要求,優(yōu)化和改善了裙板組成裝配焊接工藝。
(2)焊縫缺陷及工藝改進(jìn) 在裙板組成焊接生產(chǎn)中,焊接夾具操作位置和焊接空間很重要。由于焊接參數(shù)不穩(wěn)定,裙板組成焊縫間隙過大或過小,也是導(dǎo)致焊接產(chǎn)生焊縫缺陷的原因之一。通過提高裙板型材斷面尺寸精度與改進(jìn)焊接夾具定位裝置;優(yōu)化焊接參數(shù);增加焊縫專用焊接墊板等工藝措施,有效解決了裙板組成弧度產(chǎn)生變形量過大和焊縫缺陷問題,提高了裙板組成焊接質(zhì)量。
(3)調(diào)修工藝 使用弧度檢測樣板對裙板組成弧度檢測,確定調(diào)修工藝方案。由于裙板組成焊接為鋁合金型材結(jié)構(gòu),一般采用火焰調(diào)修方式。調(diào)修時對裙板組成變形處焊縫進(jìn)行加熱,加熱溫度控制在150℃以內(nèi)。調(diào)修后的裙板組成弧度偏差不超過±1mm,保證裙板組成輪廓與弧度尺寸符合設(shè)計要求。裙板弧度調(diào)修時應(yīng)放在專用的調(diào)修工裝上,調(diào)修力度不要過大,防止在調(diào)修過程中裙板的薄邊側(cè)變形、斷裂產(chǎn)生。
(4)焊縫檢測與打磨 裙板組成插接焊縫如圖6所示,焊縫檢測前需對焊縫區(qū)域進(jìn)行拋刷,去除表面污物和焊接飛濺等;檢測工作溫度在10~50℃,白光照度大于500LX。焊縫及兩側(cè)至少10mm焊接區(qū)域進(jìn)行PT檢測無缺陷。焊縫打磨前先用刨銑機對焊縫進(jìn)行銑平,刨銑時應(yīng)注意不要傷及母材,應(yīng)給打磨工序預(yù)留2~3mm余量,使用風(fēng)動角磨機進(jìn)行焊縫打磨,如圖7所示

圖6 裙板組成插接焊縫及標(biāo)注

圖7 裙板組成焊縫檢測與打磨
3.結(jié)語
本文通過采用工藝放量和預(yù)制焊接變形工藝方法和合理的焊接工藝,有效地控制了裙板組成焊接變形過大問題,優(yōu)化了裙板組成制造工藝和焊接參數(shù),保證了裙板組成焊接質(zhì)量,為裙板組成采用鋁合金型材結(jié)構(gòu)焊接提供工藝經(jīng)驗借鑒。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
