鈑金變形因素及工藝參數(shù)分析研究
2014-11-24 08:22:26山推工程機械股份有限公司材料成型分公司山東濟寧272073徐宗磊李賀德李新華
金屬加工(熱加工) 2014年3期
山推工程機械股份有限公司材料成型分公司(山東濟寧 272073)徐宗磊 李 勇 李賀德 靳 博 李新華
鈑金是沖壓工藝中最為普遍的成形方法之一,在成形過程中包含有接觸碰撞、摩擦磨損及彈塑性變形等多種復(fù)雜物理現(xiàn)象,常見有起皺、拉裂、回彈等多種缺陷,對零件形狀、尺寸精度及生產(chǎn)效率有很大影響,因此對鈑金變形分析迫在眉睫。
1.折彎機結(jié)構(gòu)
折彎機結(jié)構(gòu)如圖1所示,折彎機工作通過兩個基于變頻器驅(qū)動的交流伺服電動機來調(diào)整滑塊位移,使用兩個伺服電動機驅(qū)動后擋料,折彎機通過調(diào)整后擋料架左右前后、滑塊上下位移,即可折成不同形狀彎曲件。折彎過程為根據(jù)折彎工件要求,后擋料架首先移動到工件直邊定位點處,根據(jù)折彎半徑選定上模,移動滑塊及上模下壓到折彎角度要求處對工件進(jìn)行折彎,然后回程,重復(fù)以上過程直至折彎工件加工完畢。

圖1 折彎機結(jié)構(gòu)
2.鈑金變形分析
工件在折彎過程中,不可避免會發(fā)生彎曲變形,通過對彎曲過程中板材變化規(guī)律分析得到影響因素,從而在工藝設(shè)計中進(jìn)行補償。
(1)變形區(qū)域分析 通過對普通板材破壞分析,應(yīng)力應(yīng)變進(jìn)行CAE分析,可以得到板材發(fā)生變形主要集中區(qū)域,如圖2~圖4所示。

圖2 破壞分析

圖3 應(yīng)變分析
由破壞分析可以得到,折彎過程中容易發(fā)生斷裂或撕裂部位主要集中在外皮區(qū)域。由應(yīng)變分析可以得到,折彎過程中應(yīng)變有折彎內(nèi)皮向中性層逐漸減小,由中性層向外皮逐漸增大,在折彎外皮處,應(yīng)變達(dá)到最大值。由應(yīng)力分析可以得到,折彎過程中,應(yīng)力主要集中于折彎外皮區(qū)域。

圖4 應(yīng)力分析
綜上所述,折彎過程中工件應(yīng)力應(yīng)變主要集中用外皮區(qū)域,因此同時發(fā)生變形及撕裂現(xiàn)象。
(2)工件彎曲變形因素 彎曲部位局部變薄。工件彎曲變形時,由于在板厚方向中心層逐漸內(nèi)移,外層拉伸變薄區(qū)域范圍逐漸變大,內(nèi)層壓縮變厚區(qū)域逐漸減小,因此外層變薄區(qū)域大于內(nèi)層變厚區(qū)域,板材在板厚方向就會出現(xiàn)局部變薄現(xiàn)象。由于一般工件寬度要比板厚大得多,彎曲時寬度方向可以近似看為不變形,根據(jù)塑性變形體積不變原理,工件因為變薄而流動的材質(zhì)使得長度方向增加。
局部變薄現(xiàn)象與工件相對彎曲半徑(r/t)有關(guān),相對彎曲半徑越小,彎曲變薄現(xiàn)象越嚴(yán)重,彎曲變薄現(xiàn)象不能完全消除。
彎曲回彈現(xiàn)象。工件在彎曲過程中分為4個階段,彈性變形、彈-塑性變形、塑性變形及彈性變形回復(fù)。工件在塑性成形過程中,總會伴隨著彈性變形,當(dāng)外加載荷去除之后,塑性變形保持彈性變形消失,使得工件彎曲形狀與模具尺寸不同,發(fā)生回彈現(xiàn)象。通過CAE分析,得到回彈半徑、回彈角與板材、模具及材料性質(zhì)之間的關(guān)系,如圖5所示。

圖5 回彈影響因素曲線
影響回彈的因素很多,除了上述影響因素外還與彎曲半徑、彎曲中心角、模具開口度,工件形狀、摩擦因數(shù)、彎曲校正力、彎曲方式等因素有關(guān)。
(3)彎曲后翹曲、扭轉(zhuǎn)現(xiàn)象 折彎中,工件長度方向發(fā)生變形,引起寬度方向板料移動,以中性層為中心,中性層外側(cè)工件拉伸變薄,板料由寬度方向流入對此進(jìn)行補充,因此外側(cè)寬度方向變短,中性層內(nèi)側(cè)相反變長,引起寬度方向變長,最終導(dǎo)致在彎曲方向發(fā)生翹曲,在折彎寬度相對較大時,工件產(chǎn)生了相對寬度方向扭轉(zhuǎn)。翹曲、扭轉(zhuǎn)現(xiàn)象與材料性質(zhì)、相對彎曲半徑及模具剛度等因素有關(guān)。
3.工藝參數(shù)分析
在工件加工前,首先需對工件進(jìn)行工藝參數(shù)分析,后續(xù)通過對折彎過程中加工參數(shù)控制,保證產(chǎn)品尺寸及形狀精度。
(1)工藝參數(shù)分析 在對工件進(jìn)行工藝分析時,首先確定現(xiàn)有設(shè)備是否能夠完成圖樣要求,即工藝可行性分析,判斷參數(shù)主要有回彈角、工件尺寸、成形力、工件相對彎曲半徑、直邊長度、孔邊距等幾何特征量,參數(shù)確定將為工件生產(chǎn)所需設(shè)備、上下模,毛坯下料及加工參數(shù)設(shè)置等提供依據(jù)。
回彈角:由于板材在折彎完后,彈性變形回復(fù),回彈量多少直接影響工件質(zhì)量。通過回彈值確定,為后續(xù)加工參數(shù)控制提供依據(jù),如圖6所示。

圖6 回彈示意
回彈角Δα:
r/t≤5時,

其中 Δα——回彈角度;
α0——工件彎曲角度;
r——上模圓角半徑;
σs——工件屈服強度;
E——工件彈性模量;
t——板材厚度;
V——下模開口大小。
通過回彈角的確定為后續(xù)加工參數(shù)補償量提供依據(jù)。
折彎工藝力:折彎工藝力是彎曲工藝設(shè)計和選擇設(shè)備、設(shè)計模具的重要依據(jù),如圖7所示。
對于V形彎曲:

式中 F0——彎曲力計算值;
b——展開長度;
σb——材料抗拉強度;
t——材料板厚;
V——下模開口大小。

圖7 折彎力示意
在實際生產(chǎn)過程中工藝力一般選取F=1.1F0,通過工藝力計算確定所選設(shè)備。
相對彎曲半徑:相對彎曲半徑(r/t)表征工件在彎曲時切向彎曲程度大小,r/t越小,彎曲時變形程度越大,當(dāng)r/t小到一定程度時,會使工件撕裂或者折斷。
根據(jù)經(jīng)驗公式:

式中 r——彎曲半徑;
rmin——最小彎曲半徑;
V——下模開口;
t——板材厚度;
k——常數(shù),與材料軋制方向有關(guān)。
在實際生產(chǎn)過程中一般下模開口大小為板厚的8~10倍,通過此可以選定折彎所用上模刀具及下模開口大小。
直邊長度、孔邊距:通過計算確定工件展開長度及折彎線位置,根據(jù)所選定刀具、下模開口大小,確定直邊長度及孔邊距的要求。根據(jù)折彎線到工件邊線或者到孔邊線距離大于下模開口一半的原則,即

通過以上計算確定下料時,是否需要增加余料及孔,是否處于變形區(qū)域范圍內(nèi),最終確定整個工件工序。通過以上工藝分析確定工件是否可以進(jìn)行加工,并就選定設(shè)備,上下模及所需工序。
(2)加工參數(shù)分析 折彎過程中,加工參數(shù)選擇直接決定加工產(chǎn)品是否能夠滿足圖樣要求尺寸精度及形狀精度。對數(shù)控折彎機而言,在折彎過程中主要參數(shù)包括滑塊行程、后擋料定位。通過滑塊行程控制能夠得到工件要求折彎角度。通過后擋料定位確定成形工件折彎區(qū)域的準(zhǔn)確性。
后擋料定位:通過后擋料定位值以保證折彎位置準(zhǔn)確性。對于不同折彎情況,后擋料板定位值如附表所示,彎曲示意見圖8。
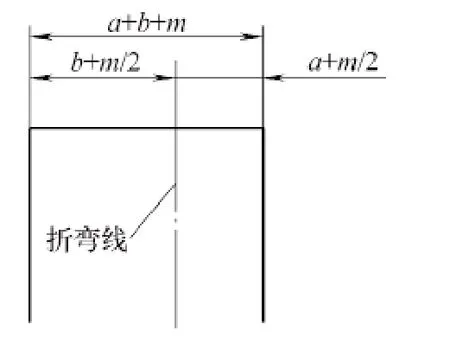
圖8 彎曲示意
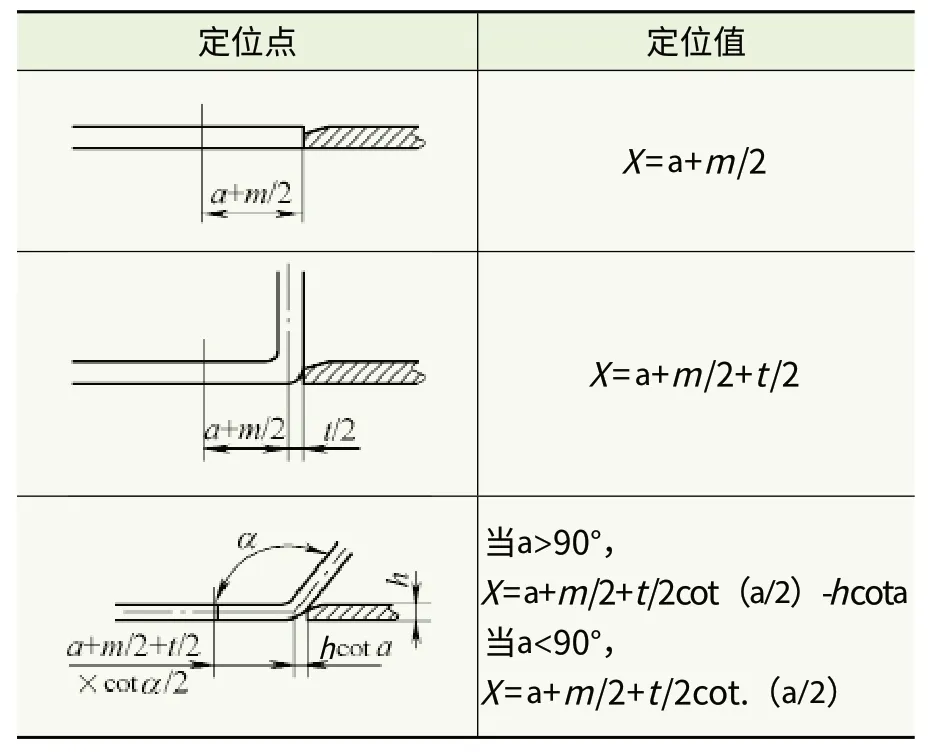
后擋料板定位置
其中X為定位值,a為直邊長度,m為彎曲圓角展開長度修正值,h為后擋料板高度,t為板材厚度。
滑塊下壓量:滑塊下壓量為折彎機折彎深度。工件折彎角度由折彎機折彎深度來決定。折彎深度(γ)與所選模具、彎曲角度、板厚、材質(zhì)、彎曲半徑、回彈量有關(guān),如圖9所示。
折彎理論下壓量Y1:

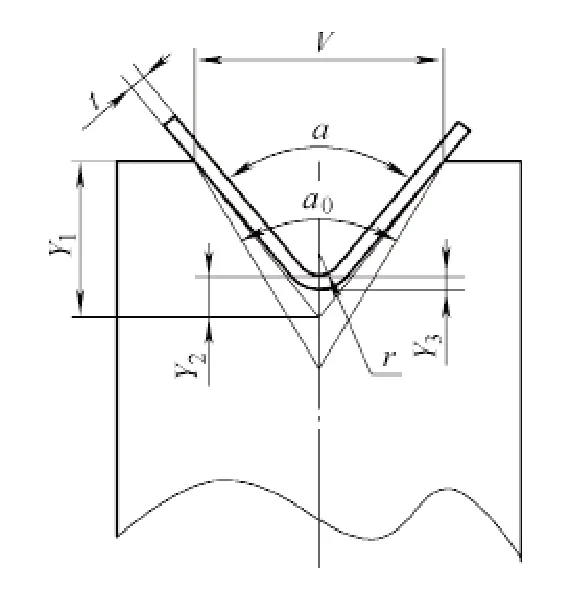
圖9 下壓量示意
變薄量Y2:

圓角過渡修正量Y3:

回彈角補償量:
r/t≥5時,

r/t<5時,

因此,折彎實際深度值為:

其中 α——折彎角度;
V——下模開口;
Y——折彎深度;
r——折彎半徑;
ζ——變薄系數(shù);
Α——材料簡化系數(shù);
x——中性層系數(shù);
t——板材厚度。
4.結(jié)語
通過對鈑金過程中變形分析,得到以下結(jié)論:鈑金過程中容易發(fā)生變形區(qū)域主要集中板材彎曲外皮處。鈑金過程中工件變形主要因素為板材彎曲部位局部變薄、發(fā)生回彈及發(fā)生翹曲和扭轉(zhuǎn)現(xiàn)象。對工藝參數(shù)進(jìn)行分析,確定鈑金件折彎時所用設(shè)備、模具等。對加工參數(shù)進(jìn)行理論分析,為實際加工過程中參數(shù)設(shè)定提供依據(jù)。
猜你喜歡
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
