曲柄軸的加工工藝研究
2014-11-22 02:12:02丁慶福
機械工程師 2014年3期
丁慶福
(齊齊哈爾永泰機械制造有限公司,黑龍江 齊齊哈爾 161000)
0 引言
在當前的機械產品中,存在著各種各樣的傳動形式,如帶傳動、鏈傳動、齒輪傳動、、蝸桿傳動等。由于齒輪傳動方式具有其它傳動方式不可比擬的優勢,在傳動方式中占有不可動搖的地位。齒輪機構可以傳遞任意兩軸之間的運動,具有運動可靠、傳動效率高等優點,大量用于減速器中。在齒輪減速器的發展過程中,許多新型齒輪減速器如雨后春筍般出現。在當前的齒輪減速器產品中,行星齒輪減速器是一種最火熱的發展方向。其中RV 減速器是在傳統針擺行星傳動的基礎上發展起來的,具有體積小、傳動比范圍大、扭轉剛度大等優點,廣泛應用于機床、醫療檢測設備、衛星接收、工業機器人系統等領域。
偏心曲柄軸是RV 減速器傳動系統中非常關鍵的一個零件,它在傳動系統中起承上啟下的作用。RV 減速器是由兩部分組成,分別是第一級漸開線圓柱齒輪行星減速機構和第二級擺線針輪行星減速機構。輸入軸的旋轉由第一級的太陽輪傳給行星輪,同時行星輪與曲柄軸相連接,它把旋轉傳給曲柄軸,曲柄軸則相當于第一級漸開線圓柱齒輪行星減速機構的輸出部分。曲柄軸在第二級擺線針輪行星減速機構中作為輸入部分,把旋轉傳遞給擺線輪,擺線輪再把旋轉傳給RV 減速器的輸出軸,最后通過輸出軸輸出所需要的功率。
1 曲柄軸的工藝分析
曲柄軸的工程圖如圖1 所示。
1.1 毛坯材料和制造方法
由圖1 可知,曲柄軸的偏心比較小,但是由于工作穩定的要求,使得曲柄軸的偏心精度要求很高。同時,曲柄軸對于同軸度、圓柱度、表面粗糙度等有一定的要求。綜合各種考慮,曲柄軸的毛坯材料可以選擇45 鋼,制造工藝可以采用模鍛,這樣加工出來的曲柄軸具有較好的強度、剛度和耐磨性。
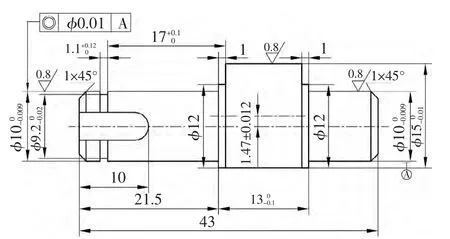
圖1 曲柄軸工程圖
1.2 主要加工表面和技術要求
1)外圓表面加工。加工外圓表面的主要技術要求有形狀精度、位置精度和表面質量。其中形狀精度是對圓度、圓柱度、直線度有一定的要求。同軸度是位置精度的要求。表面粗糙度、表面硬度、殘余應力是對表面質量提出的要求。加工外表面時精度的具體等級,應根據外圓表面的具體工作情況而定。外圓表面的加工一般采用車削、磨削,其尺寸精度一般可達到IT6~IT5,表面粗糙度可達Ra0.2~Ra0.4 不等。
2)孔的加工。孔的分類:緊固孔≤30 mm(非配合孔)、回轉零件上的孔(中心位置)、箱體上的軸承孔、深孔L/D>5~10 的孔、圓錐孔。孔加工的技術要求與外圓表面相近,但是孔的加工難度大于外圓表面。加工孔時要根據孔的大小、深度、用途確定孔的加工方案。例如,對于深孔可以采用鉆削。鉆削又有內排屑深孔鉆、噴吸鉆等,可根據具體情況選擇合適的方案。鉆削孔的精度一般在IT10 以下,對于要求更高的孔(如配合孔、軸承孔等)可以采用鉸削、磨削等方案,最終精度可達到IT6 級左右。
3)平面的加工。平面加工的技術精度主要有形狀精度、位置精度和表面質量。形狀精度主要是對平面度、直線度有一定的要求。位置精度則要考慮平行度、垂直度。表面質量與外圓表面、孔的表面質量相似。平面的加工方案有刨、銑、車等,加工精度可達到Ra1.6~Ra0.8 之間。
1.3 夾具、加工余量的確定
曲柄軸屬于軸類零件,如果兩端軸頸的中心線重合,加工外圓表面時則可以考慮采用雙頂尖安裝。采用雙頂尖安裝的優點是多次安裝或調頭,定位基準不變,能很好地保證位置精度的要求。精加工時可考慮采用心軸安裝,能一定程度保證同軸度的要求。加工曲柄軸的內孔時,由于要對曲柄軸的端面進行加工,故無法采用雙頂尖安裝。考慮零件的加工要求,可采用專用的夾具,工件采用一面、一外圓、一孔的定位方式。
曲柄軸的尺寸應根據它的工作情況分析它的受力,再查設計手冊確定。根據精度要求確定具體的加工方案和加工工序,逐步確定零件各處的加工余量。例如,加工外圓表面時采用粗車、半精車、粗磨、半精磨、精磨的加工方法,查工藝手冊可知各個工序的加工余量,則加工外圓表面的總加工余量就是所有工序加工余量的總和。毛坯的尺寸可根據曲柄軸零件的尺寸和加工余量確定。如毛坯的直徑等于最大零件直徑加上它的加工余量,再考慮鍛造工藝的加工公差,就可選擇合適的毛坯尺寸,這樣既能減少材料浪費,又能提高生產效率。
2 工藝流程
1)熱處理。對主軸頸、連桿軸頸要進行表面淬火處理,增加材料的硬度與強度。
2)車端面。采用三爪卡盤固定毛坯,按照計算好的毛坯尺寸車出合適長度的毛坯。在車端面的過程中,在兩端打用于雙頂尖安裝的頂尖孔,車床可選用CA6140 機床。
3)車削加工。粗、精車曲柄軸主軸頸、連桿軸頸等所有的外圓表面,同時在曲柄軸的兩端倒角,留一定的磨削余量,車越程槽。
4)銑削加工。銑削鍵槽至合適的尺寸,銑床可選用X52K 機床。
5)磨削加工。對曲柄軸的主軸頸、連桿軸頸進行粗磨、精磨加工,使零件尺寸符合要求。
6)終檢。檢查曲柄軸的各項尺寸和結構是否滿足要求。
3 強度校核
3.1 校核主軸頸直徑和曲軸頸直徑
通過受力分析可知主軸頸的危險截面在主軸頸與曲軸頸的連接處,主軸頸受轉矩和支撐力的作用,根據第三強度理論計算允許的直徑大小,看它是否符合要求。曲軸頸的危險截面位于曲軸頸的中間截面處,它受到兩向彎曲和扭轉的作用,根據第三強度理論可以計算出許用的直徑大小,比較實際值和許用值,看是否滿足要求。
3.2 曲柄軸的強度校核
曲柄軸的強度計算可采用按許用切應力計算、許用彎曲應力計算、安全系數校核計算這三種方法。
3)安全系數校核計算。安全系數校核分為疲勞強度校核和靜強度校核。疲勞強度的校核即計入應力集中、表面狀態和尺寸影響以后的精確校核。靜強度校核的目的在于校核軸對塑性變形的抵抗能力。
4 結語
通過對曲柄軸的加工工藝進行分析研究,提高了曲柄軸的加工精度與工作性能,同時對于提高曲柄軸的生產效率有一定的借鑒作用。
[1]曾茂燕.高精度曲柄軸加工工藝分析[J].裝備制造技術,2012(3):51-53.
[2]劉書,龔平.曲柄軸設計計算[J].一重技術,1996(3):.
[3]楊和.高精度雙向等距小偏心曲柄軸加工技術研究[J].天津職業技術師范學院學報,1995(1):14-17.
[4]何衛東,姜振波,鮑君華,等.RV 傳動中曲柄軸的模態分析[J].大連交通大學學報,2011(2):28-32.
