淺孔鉆在鍛造鉤尾框中的應用
2014-11-22 02:12:00李西濤紀洪凱
機械工程師 2014年3期
李西濤,紀洪凱
(齊齊哈爾軌道交通裝備有限責任公司,黑龍江齊齊哈爾 161002)
0 引言
淺孔鉆又叫U 鉆,底部配有出水孔,與普通鉆頭比具有很高的加工效率,在刀具穩定性較高的情況下可加工5 倍于直徑的深孔,其特殊造形的切屑槽可順利無阻地排屑,由于淺孔鉆較普通鉆削加工優勢,在現代工業中得到較為普遍的使用。
1 產品工藝分析
鍛造鉤尾框(如圖1所示)是鐵路貨車的重要零件,由于所采用的材質的特殊性,采用普通鉆鏜加工方法加工成本高、效率低,利用淺孔鉆的加工優勢在鍛造鉤尾框的鉤尾銷孔進行一次嘗試,取得事半功倍的效果。
圖1 鍛造鉤尾框
鍛造鉤尾框質材質為25MnCrNiMoA,鉤尾銷孔的直徑尺寸為φ92+0.87-0.36mm,兩側銷孔同軸度為φ0.45 mm,表面粗糙度為Ra12.5,單側壁厚60 mm,調制處理后的硬度241~311HBW。
1)鉤尾框經鍛造后進行調質處理,其內部組織發生了變化,調質處理前材料的組織為珠光體和鐵素體,調質后材料的組織為回火索氏體[1]。從鍛造鉤尾框的材質和調制前后的組織變化情況分析,材質易粘刀,采用普通的高速鋼刀具進行加工,刀具磨損較快,耐用度低,批量生產精度難以保證,應采用硬質合金刀具。

3)采用普通鏜床加工,需要分兩工序加工完成,即先進行鉆孔加工,然后再進行鏜孔加工。優點是可以保證孔的尺寸加工精度和兩側銷孔同軸度的要求;缺點是生產效率低。
針對上述分析,在保證鍛造鉤尾框鉤尾銷孔質量前提下,滿足大批量生產的要求,又要減少加工設備的數量,降低操作強度和加工成本,鉤尾銷孔采用專用設備進行加工。
2 加工刀具選擇及參數結構設計
2.1 刀具選擇
由于淺孔鉆在切削速度80 m/min 以上時,生產效率比麻花鉆高3~5 倍;加工質量好,表面粗糙度能達到Ra3.2~Ra6.3。如果采用可轉位硬質合金刀片,可以節約刀具更換的輔助時間;淺孔鉆必須采用內冷結構,且壓力要充足,不僅保證了刀具的耐用度,而且還利于斷屑排除;除鉆孔加工外,還能實現鏜孔、锪孔的功能。通過分析,專機的鉆削加工刀具采用可轉位淺孔鉆。
2.2 參數選擇
可轉位淺孔鉆是一種高效率的內冷卻孔加工刀具,適用于長徑比小于4 的淺孔加工,鉆削速度可達70~125 m/min,進給量可達0.1~0.2 mm/r;由于淺孔鉆的刀片形狀分為四邊形、三角形、等邊不等角六邊形、菱形和圓刀片形等形式。本次設計采用山特維克可樂滿880 等邊不等角六邊形刀片,速度為80 m/min,進給量為0.15 mm/r。
2.3 結構設計
可轉位淺孔鉆刀片結構分為單刀片、多刀片、模塊式、分離式四種形式。其中單刀片適用孔的直徑范圍為12~16 mm;多刀片適用孔的直徑范圍為16~35 mm;模塊式適用孔的直徑范圍為35~80 mm;當孔徑>80 mm 采用刀頭與刀體分離式,中間用螺釘聯接。由于鍛造鉤尾框的鉤尾銷孔為φ92 mm,采用刀頭與刀體分離式結構,如圖2 所示。
通過淺孔鉆和鏜刀塊復合在同一刀體上(如圖3 所示),為減少機床功率,即鉆銑不能同時加工,鏜刀與鉆頭之間距離應大于60 mm,本次設計選擇65 mm,下面對兩動力頭同時加工切入后的距離進行分析,切入的實際距離為2×(60+5)=130 mm<180 mm(鉤尾銷孔內側空刀距離),兩淺孔鉆加工時不能產生切削干涉現象。

圖2 淺孔鉆刀具結構圖
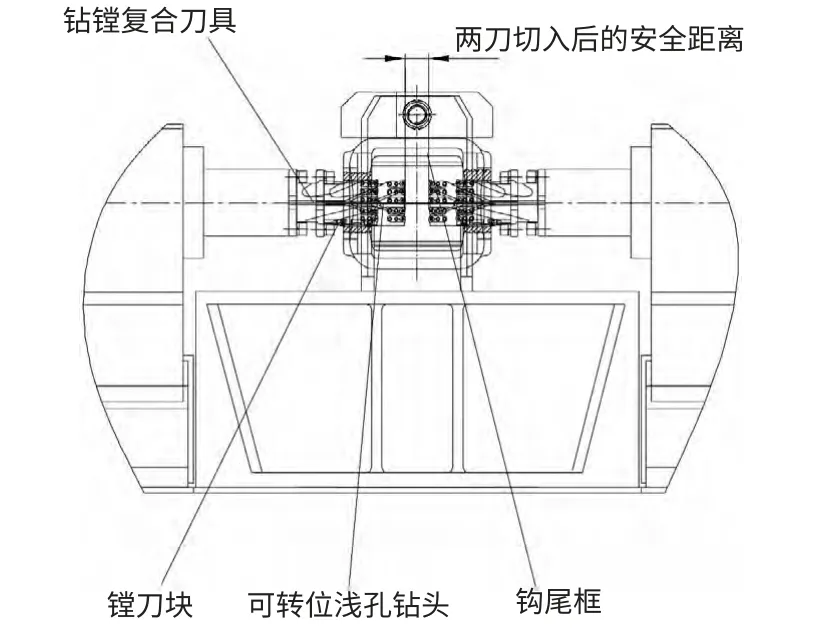
圖3 硬質合金可轉位淺孔鉆加工示意圖
3 機床設計
3.1 機床參數確定
通過上述切削參數的確定,即直徑d=92 mm,切削速度Vc=80 m/min,進給量fc=0.1 mm/r,利用山特維克計算器(如圖4)對機床的參數進行進算,可以確定機床功率應大于10 kW,主軸扭矩應大于359 N·m,純加工時間為130 s,如果上下料及裝夾時間按180s 計算,鉤尾銷孔的加工節拍為5.2 min,按年基數為250 天(雙休雙班),一臺機床完全可以滿足8 000 輛/年的生產能力。

圖4 山特維克計算器
3.2 機床主要結構設計
機床采用雙側動力頭結構,由床身、中間底座、2 個機械滑臺、2 個動力頭、夾具系統、刀具系統、液壓系統、冷卻系統、防護系統、排屑系統等組成,如圖5 所示。
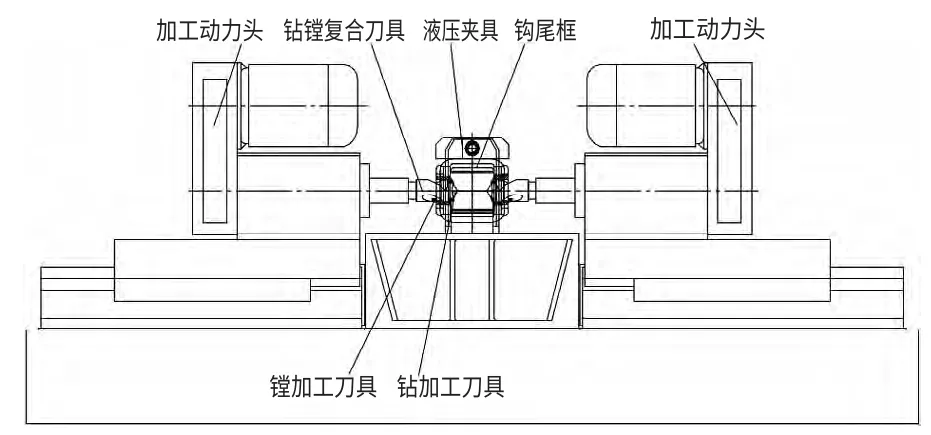
圖5 鉤尾銷孔加工組合機床示意圖
4 結語
隨著加工行業的發展和進步,機械加工技術進入了“高速、高效、智能、復合、環保”的階段,高速、高效的刀具應運用是降低成本、提高了生產效率、提升市場競爭力的保證,通過淺孔鉆對鉤尾銷孔實例的應用,為其他類似產品的孔加工提供了新的思路。
[1]呂震洲,韓建民,李衛京,等.實時測溫技術確定熱處理工藝規范研究[J].材料工程,2007(6):39-42.
