線切割加工卡尺尺框的工藝改進
2014-11-22 02:11:44方昭華
機械工程師 2014年3期
方昭華
(哈爾濱量具刃具集團有限責任公司,哈爾濱 150040)
0 引言
游標卡尺尺框工藝改進是改變原來沖切外形,再由銑床進行銑削加工工藝流程變為沖切板料使用電火花線切割,以下簡稱(線切割)切尺框外形。原來沖切銑削外形工藝受沖模、材料硬度、銑床工作狀態、刀具角度、工裝角度等因素影響,使加工后的尺框難以達到工藝要求,為后序加工帶來諸多影響。且在銑削中,操作者勞動強度大,導致產品零件加工尺寸一致性差,直接影響到產品裝配效率和質量。經工藝改進后,加工出來的零件一致性好,效率高,節省材料。
1 銑床加工尺框外形及線切割加工尺框外形工藝過程
1)游標卡尺尺框銑外形工藝流程:沖切外形→銑上側面外形→銑量面外形→銑下側面外形→銑內爪圓弧。
加工簡圖如圖1 所示。
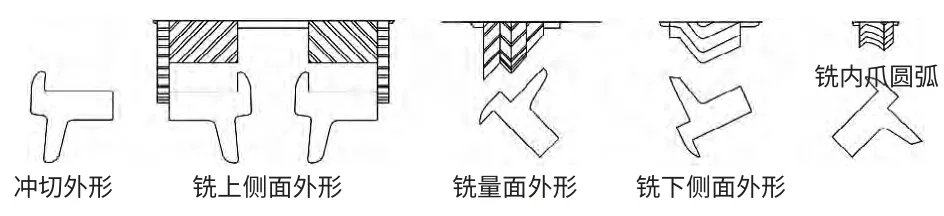
圖1 游標卡尺尺框銑外形工藝流程
2)游標卡尺尺框線切割外形工藝流程:沖切板料→鉆孔→線切割外形。加工簡圖如圖2 所示。
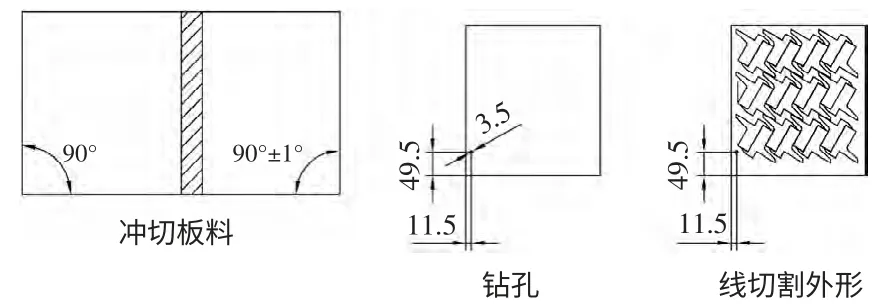
圖2 游標卡尺尺框線切割外形工藝流程
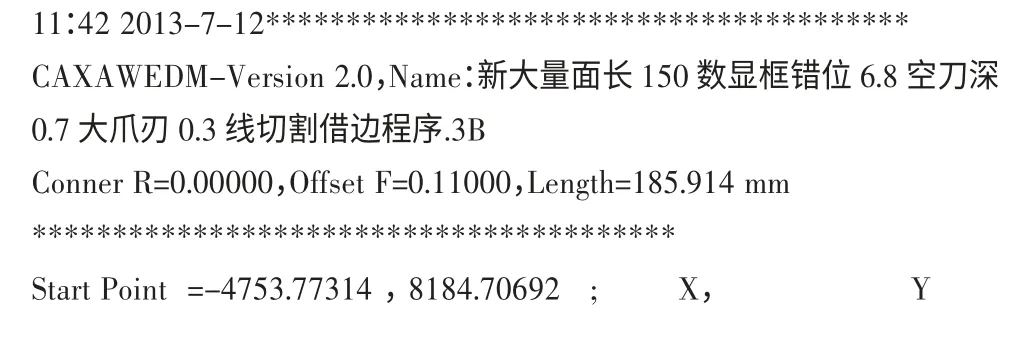
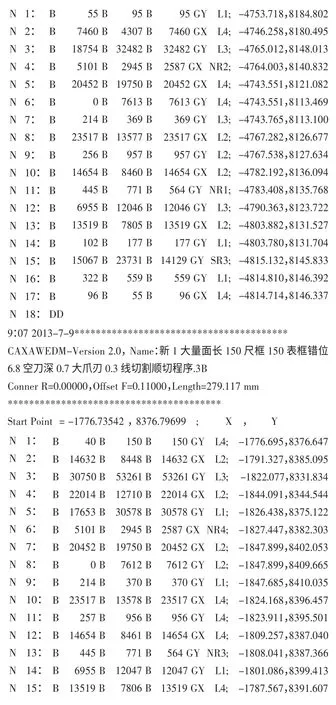
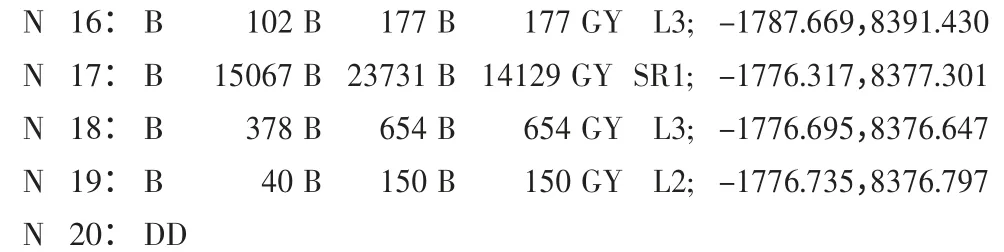
3)150 尺框系列線切割加工外形程序:
2 線切割加工的優點
卡尺尺框原銑削外形4 道工序變為線切割沖切板料鉆孔、切外形2 序,工藝流程上大大節省了加工時間,減輕了生產勞動強度。通過工藝改進,節約了成本,降低了消耗。產品加工后的零件一致性好,產品質量有了很大改善。
3 數據分析
1)150 尺框原沖成形2440 件/t,改進后3189 件/t。每噸材料多加工出749 件尺框。
2)150 尺框沖切工具費用:沖模5739 元/套,修模后1000 元/次,折合2.58 元/件。備料工時費0.19 元/件、銑削外形4 序工具費4777 元,修模79.5 元/次,折合0.55 元/件,工時費用0.1 元。累計費用3.34 元/件。
3)150 尺框線切割費用:鉬絲費用0.62 元/件,工時費用0.28 元/件,水費0.02 元/件。累計費用0.92 元/件。
改進后理論上單件節省工具工時費用2.42 元。
4 廢品率分析
原工藝銑床各工序廢品占批生產量的4%左右,線切割工藝排除由于機床不穩定、操作不當造成的廢品外無其他廢品,且僅占生產量的2%左右。
5 生產效率分析
原銑床工藝加工一批3000 件150 尺框平均需要9d完成,線切割加工一批3000 件150 尺框若1 人看管10臺設備僅需4d 完成,大大縮短了生產周期。
6 結語
到目前為止,線切割已全部應用于生產,通過以上數據分析對比,線切割加工后的尺框好于銑床加工后的尺框,產品零件加工質量持續得到保證和提高,節約了成本,節能降耗,為提高產品綜合質量創造了前提條件。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
求學·理科版(2016年1期)2016-02-29 15:34:46
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34
