基于宏程序車削不同開口方向的拋物線曲線
2014-11-15 02:51:16李占海
電子測試 2014年16期
李占海
(青海省重工業職業技術學校,青海西寧,810026)
0 引言
隨著數控加工技術的廣泛應用,在企業生產中就會經常遇到應用宏程序加工拋物線輪廓的工件。如柱塞泵塞等零件則需要宏程序加工方能提高效率和加工精度,同時在全國數控大賽中經常出現不同開口方向拋物線輪廓的試題,作為一名中等職業技術學校數控車實習指導教師則需要深層的掌握、理解及熟練的應用宏程編寫。
宏程序是數控系統及類似產品中的特殊編程功能。用戶宏程序的實質與子程序相似,它是把一組實現某種功能的指令,以子程序的形式預先存儲在系統存儲器中,通過宏程序調用執行這一功能。宏程序與普通程序相比較,普通程序的程序為常量,一個只能描述一個幾何形狀,所以缺乏靈活性和適用性。而在宏程序中可以使用變量進行編程,還可以用宏指令對這些變量進行賦值、運算等處理。通過使用宏程序能執行一些有規律變化的曲線輪廓的動作,從而形成我們需要的曲線輪廓。下面就用FANUC Series OI Mate-TC系統數控車機床,應用宏程序加工下面四種拋物線輪廓,并對宏程序的應用進行分析。
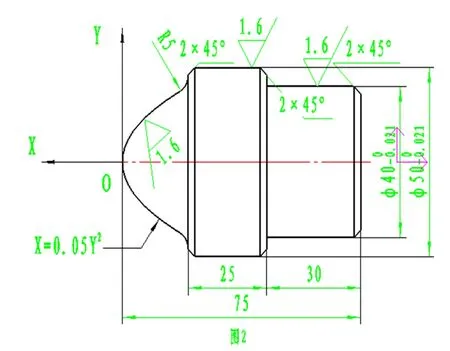
1 拋物線輪廓在水平位置,圖1開口方向向左圖2開口方向向右
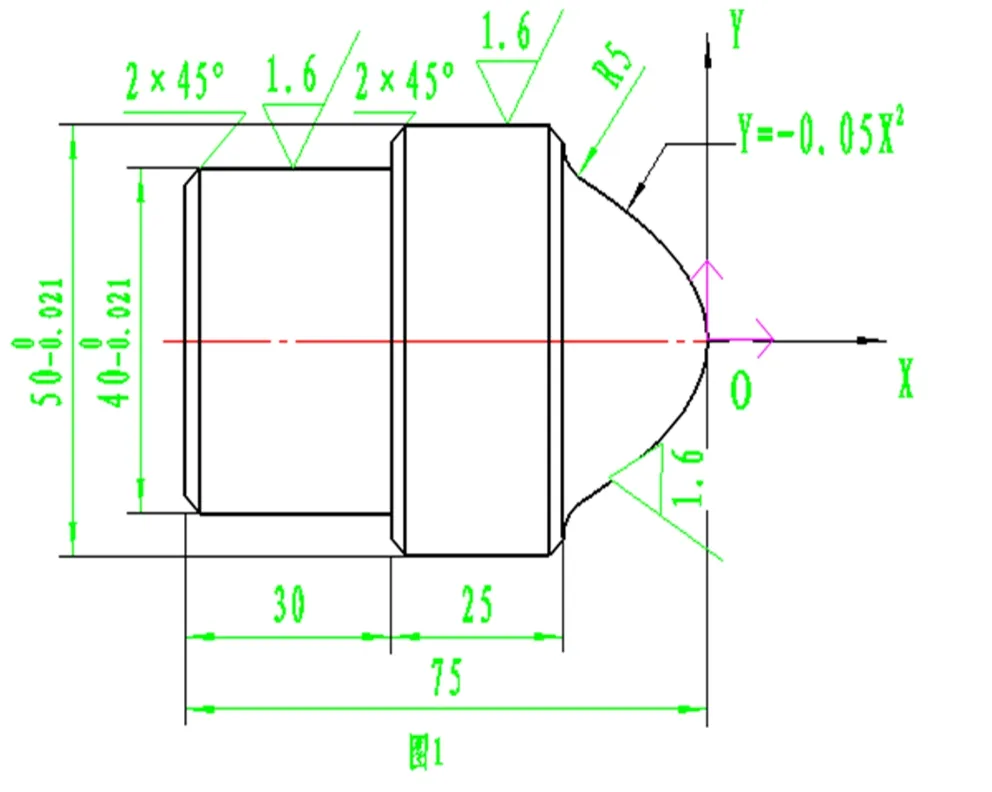
1.1 圖形分析:圖1中拋物線輪廓處于工件右端,拋物線頂點位于工件右端中心,拋物線方程X=-0.05Y2。依據數控車床X方向與Z方向坐標軸的關系則將原方程變化為:Z=-0.05X2,編程時按含有X、Z的方程式編寫宏程序。而圖2中拋物線輪廓處于工件左端,拋物線頂點位于工件左端中心,拋物線方程X=0.05Y2。依據數控車床X方向與Z方向坐標軸的關系則將原方程改為:Z=0.05X2,編程時按含有X、Z的方程式編寫宏程序。工件毛坯料為:¢52×77,車削拋物線部分是夾工件一端,將拋物線與大經一同車出。上述圖1與圖2的開口方向一左一右,圖1中車削拋物線的方程式為:Z=-0.05X2(Z值為負值),圖2中車削拋物線的方程式為:Z=0.05X2(Z值為正值)。但由于在數控車床走刀方式是由右向左順序進行加工,因此車削圖2工件中的拋物線部分是要將工件調頭進行車削,這時候圖2中拋物線的方程式要改為:Z=-0.05X2,(Z值由原來的正值變為負值),圖1、圖2的宏程序編寫方法相同。
1.2 圖1工件拋物線部分粗精加工宏程序如下
O0001
M03 S630 T0101 F0.2; (刀具采用35度轉菱形刀片)
G00 X52 Z2;
G73 U25 R12;
G73 P1 Q2 U0.5;
N1 G00 X-2; (粗精車循環的首句)
GO1 Z0;
#1=0; (#1為拋物線曲線公式中的Z坐標,數字0為拋物線方程中曲線起點的Z值)
WHILE [#1GE-17.4]DO1; (宏程序循環語句;-17.4指的是拋物線方程中結束點Z坐標)
#2=SQRT[-20*#1]; (#2為拋物線曲線上各點在公式曲線中的X坐標)
#3=[2*#2]; (#3為拋物線曲線各點工件坐標系中的X坐標)
#4=[#1]; (#4為拋物線曲線各點相對于工件坐標原點的Z坐標)
GO1 X#3 Z#4; (通過直線插補進行直線擬合形成拋物線)
#1=#1-0.1; (0.1為直線插補步距)
END 1;
G00 X52;
N2 Z2; (粗精車循環的最后一句)
G70 P1 Q2;
M30
2 拋物線輪廓在豎直位置,且開口方向向下。(以圖形上半部分看拋物線開口方向向上)
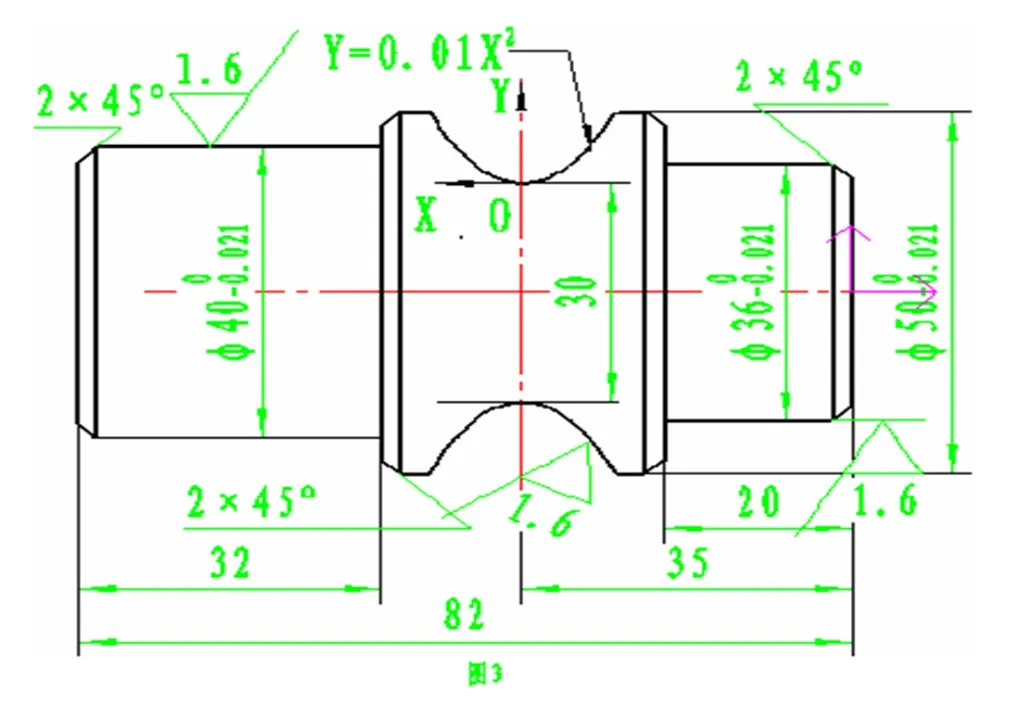
2.1 圖形分析:圖3中拋物線輪廓處于工件大經豎直位置且開口方向上,拋物線兩頂點之間的距離為:L=30mm,拋物線方程Y=0.01X2。依據數控車床X方向與Z方向坐標軸的關系則將原方程變化為:X=0.01Z2,編程時按含有X、Z的方程式編寫宏程序。圖3中拋物線輪廓處于工件大經的整個圓周,車削拋物線輪廓的關鍵在于工件X值將隨著Z的變化而變化,X值為#3=[30+2*#2]。
2.2 圖3 工件拋物線部分粗精加工宏程序如下:
O0003
M03 S630 T0101 F0.2; (刀具采用35度轉菱形刀片)
G00 X52 Z2;
G73 U7 R5;
G73 P1 Q2 U0.5;
N1 G00 X32; (粗精車循環的首句)
GO1 Z0;
GO1 X36 Z-2;
Z-20;
X46;
X50 Z-22;
Z-25;
#1=10; (#1為拋物線曲線公式中的Z坐標,數字10為拋物線方程中曲線起點的Z值)
WHILE [#1GE-10]DO1; (宏程序循環語句;數字-10指的是拋物線方程中結束點Z坐標)
#2=0.01*#1*#1; (#2為拋物線曲線上各點在公式曲線中的X坐標)
#3=[30+2*#2]; (#3為拋物線曲線各點工件坐標系中的X坐標)
#4=[#1-35]; (#4為拋物線曲線各點相對于工件坐標原點的Z坐標)
GO1 X#3 Z#4; (通過直線插補進行直線擬合形成拋物線)
#1=#1-0.1; (0.1為直線插補步距)
END 1;
GO1 Z-52;
G70 P1 Q2;
M30
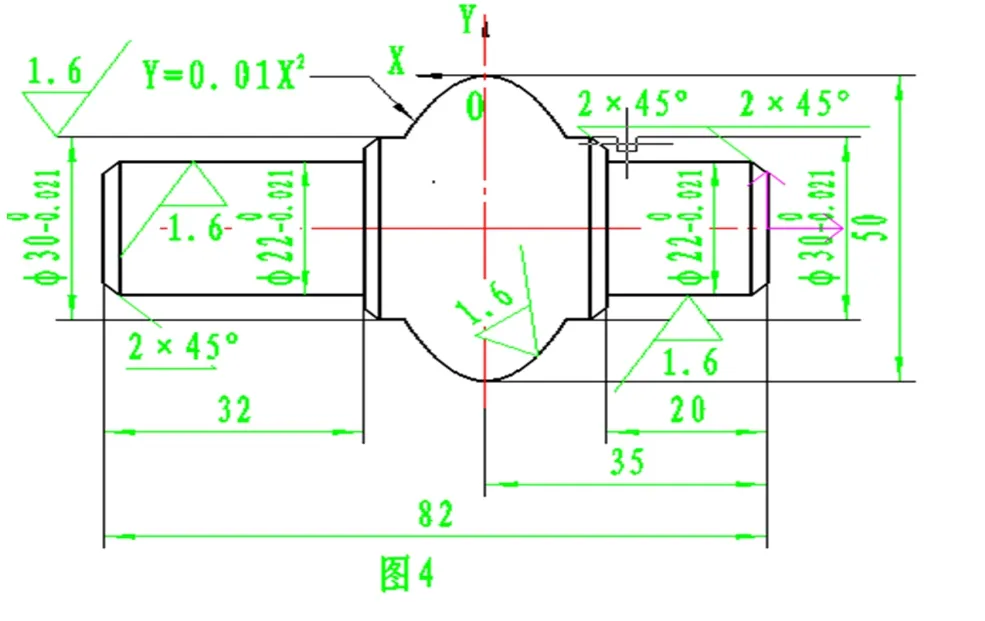
3 拋物線輪廓在豎直位置,且開口方向向下。(以圖形上半部分看拋物線開口方向向下)
3.1 圖形分析:圖4中拋物線輪廓處于工件大經豎直位置且開口方向下,拋物線兩頂點之間的距離為:L=50mm,拋物線方程Y=-0.01X2。依據數控車床X方向與Z方向坐標軸的關系則將原方程變化為:X=0.01Z2,編程時按含有X、Z的方程式編寫宏程序。圖4中拋物線輪廓宏程序的編寫與圖3相同,不同點在于車削拋物線輪廓時工件X值將隨著Z的變化而變化,X值為#3=[50-2*#2],其余與圖3拋物線輪廓程序相同。
通過應用宏程序對不同開口方向拋物線輪廓車削總結如下:依據所提供的圖紙建立拋物線輪廓的坐標中心點,計算出拋物線曲線中曲線起點相對于坐標中心點的Z坐標值,把該值賦予變量#1,通過函數公式計算出變量#2,再計算出工件坐標中心點與拋物線曲線坐標中心點之間的Z值,把該值賦予變量#4,這樣我們應用宏程序中用戶程序B的WHILE語句形式,把拋物線曲線的編程的內容放在G73固定循環中完成拋物線曲線輪廓的加工,并且應用這種方法可以加工出其它的非圓二次曲線。另外特別注意的是對于數控車使用FANUC系統加工非圓二次曲線時,在該系統下宏程序的應用只能在G73固定循環的語句下應用,而不能在G71固定循環語句下應用。
[1]沈建國.數控車床編程與操作實訓.北京:國防工業出版社,2008.
[2]明興祖.數控加工技術.北京:化學工業出版社, 2003.
[3]卓良福.全國數控大賽實操試題集錦(數控車加工部分).華中科技大學出版社, 2010.
[4]龔中華.數控機床編程與操作.北京:中國勞動社會保障出版社, 2004.
猜你喜歡
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
計算機應用(2022年2期)2022-03-01 12:33:42
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年4期)2017-06-22 11:18:05
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38
中學生數理化(高中版.高二數學)(2017年1期)2017-04-16 05:33:44
制造技術與機床(2015年10期)2015-04-09 07:05:42