型鋼混凝土梁柱節點鋼筋與鋼構件連接施工及質量控制
2014-10-21 20:04:24李志明
建筑工程技術與設計 2014年35期
李志明

摘 要:本文主要針對型鋼混凝土梁柱節點鋼筋與鋼構件連接施工及質量控制展開了探討,對型鋼混凝土結構梁柱節點常見構造形式作了介紹,并系統闡述分析了鋼構件與鋼筋連接的施工技術,以期能為有關方面的需要提供有益的參考借鑒。
關鍵詞:型鋼混凝土;梁柱節點;鋼構件連接施工
0 引言
型鋼混凝土組合結構具有鋼結構和混凝土結構的雙重優點,在建筑工程中已廣泛應用。但在型鋼混凝土組合結構實際施工時,對梁柱節點域處的穿筋、連接、綁扎,各專業施工的銜接等方面都會產生問題。因此,需要相關的施工單位特別重視結構鋼筋與鋼構件連接的工作,以保障型鋼混凝土結構的施工質量。
1 型鋼混凝土結構梁柱節點常見構造形式
1.1 混凝土梁四根角筋貫通,其他鋼筋彎錨,滿足錨固長度。這種節點構造形式,鋼柱加工難度低,現場鋼筋穿孔少,施工便利(圖1)。但是,彎錨鋼筋在該區域密集分布,相互重疊,彎錨長度難以滿足規范要求,且梁筋彎錨對結構受力影響大,影響結構抗震要求。
圖1 混凝土梁與型鋼柱連接節點一
1.2 混凝土梁加腋,梁角筋從柱邊繞過鋼柱,其它鋼筋穿過腹板,在翼緣板位置的梁筋雙面焊接5d于連接板上。這種節點構造形式,梁鋼筋基本貫通,對結構的受力影響小(圖2)。但是,混凝土梁要加腋,增加施工難度,且腹板開孔工作量大。
圖2 混凝土梁與型鋼柱連接節點二
為了解決型鋼混凝土組合結構梁柱節點的施工難題,本文提出了型鋼混凝土組合結構中鋼構件與鋼筋機械連接的施工技術,可避免了鋼筋密集擁堵,綁扎困難的問題,并可改善節點受力性能和提高混凝土澆筑質量。
鋼筋直螺紋機械連接技術是在熱軋帶肋鋼筋的端部制作出直螺紋,利用帶內螺紋的連接套筒對接鋼筋,達到傳遞鋼筋拉力和壓力的一種鋼筋機械連接技術。
2 鋼筋與鋼構件采用機械連接關鍵技術
2.1 型鋼混凝土組合結構中鋼構件與鋼筋機械連接施工技術主要針對與鋼構件連接的三種連接形式的鋼筋進行機械連接分析,有效的解決了降低直螺紋連接的精度級別、鋼筋焊接污染及質量難以控制問題。型鋼混凝土組合結構中鋼構件與鋼筋機械連接形式還對鋼構件復雜節點處,鋼結構本身難以開設穿筋孔洞和無法加設鋼筋焊接連接板部位做出最佳選擇。
2.2 在鋼筋連接施工中,鋼構件與鋼筋機械連接很好的利用了機械連接能超越鋼筋本身材料強度的原理,有效的解決了普通連接視作結構薄弱環節的看法。降低了現場施工難度,提高了現場施工效率。
3 型鋼混凝土梁柱節點鋼筋與鋼構件采用機械連接
3.1 工藝原理
(1)鋼構件與鋼筋采用套筒連接使連接節點能夠達到等強,使鋼構件與混凝土構件有效結合,共同分擔結構荷載。
(2)鋼筋與鋼構件套筒連接,采用的是套筒在加工廠進行批量加工,檢測合格出廠。在鋼構件加工廠進行套筒焊接,保證焊接質量。在加工棚預制鋼筋絲頭,保證絲頭質量的分步控制,再進行綜合安裝集中質量控制的組合施工工藝原理。
3.2 鋼構和套筒的深化設計
型鋼混凝土組合深化設計主要為定位梁、柱交接處各部分的位置關系,以及梁柱鋼筋的位置,并設計梁柱鋼筋穿過型鋼或者與型鋼相連接的相關構造,使現場梁柱的型鋼、鋼筋實際施工滿足設計和規范規定。
施工前施工單位項目部專業技術人員完成梁柱節點施工圖深化設計,經設計院確認后,再由施工單位專業工種進行焊接、安裝施工。
(1)由有設計經驗的技術人員對鋼構梁柱節點區域進行三維建模,三維結構圖需給定鋼構件的全部幾何尺寸、坐標位置、構件截面及相互間的位置關系。
(2)根據結構施工圖,對梁柱內的鋼筋進行深化,由鋼筋的大小、型號、位置來確定鋼筋套筒在鋼構件上的型號及位置關系,確保鋼筋安裝時不出現位置重疊造成無法安裝的現象。
3.3 套筒加工
(1)焊接于鋼構件上的套筒采用可焊性能好鋼材,通常選用Q345B鋼材為套筒母材,梁跨度大于9m時,梁縱向受力鋼筋互相連接的套筒采用加長套筒(標準套筒長度+10mm),降低鋼筋連接處施工誤差。
(2)采用車削方式在車床或專用車管機上對套筒一端加工成坡口,坡口形式為半“Y”字型坡口,坡口端與鋼構焊接,保證焊縫的飽滿度。
3.4 套筒與鋼構焊接
(1)套筒焊接前,首先鑒定焊接套筒材質是否為可焊性能較好的Q345B鋼材,同時編制《鋼骨柱與鋼筋連接器焊接工藝檢測方案》。
(2)根據鋼構件及鋼筋套筒的深化結果,在焊接現場對焊接位置與深化圖套筒位置進行復查,確保套筒和鋼構進行焊接時,大小、型號、位置一一對應(圖4)。
(3)套筒與鋼構件進行焊接前必需按要求進行坡口切割,禁止使用未切割坡口的套筒進行焊接,以保證套筒焊接質量。
3.5 鋼筋下料、車絲
(1)鋼筋切割不能采用氣割,同時為保證鋼筋端頭平直不出現尖角,現場鋼筋切割采用臺式砂輪切割機進行切割。
(2)鋼筋下料時需考慮鋼筋連接接頭是墩粗還是滾扎形式,鋼筋套絲加工后,鋼筋長度滿足理論下料長度,其誤差范圍±5mm。
(3)鋼筋在進行套絲加工時,首先必須先確認其絲口形式與焊接于鋼構件上套筒形式一致。其次保證螺紋飽滿,斷牙數滿足套筒連接規范要求,并適當增設與鋼構件套筒連接頭絲口數。
4 質量保證措施
4.1 機械連接接頭加工時其材質應滿足鋼筋機械連接規范及直螺紋套筒設計要求,滿足套筒壁厚、套筒長度、整絲圈數的最低要求。
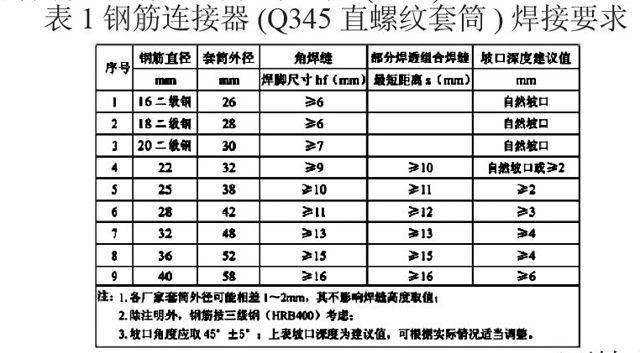
4.2 機械連接接頭焊接前應對套筒進行坡口檢查,其坡口大小要滿足焊角設計對其最小要求,見(表1)。
表1 鋼筋連接器(Q345直螺紋套筒)焊接要求
4.3 工廠加工的套筒應進行接頭的型式檢驗,抗拉強度和變形性能應滿足規范要求。
4.4 鋼筋安裝完成后,鋼筋與鋼筋應互相頂緊,非長絲接頭端不可露出1牙以上完整絲。鋼筋與鋼構件連接處,鋼筋至少擰入標準套筒半個套筒長度。
4.5 鋼筋安裝若出現鋼筋絲頭過大,則需對絲頭重新加工,而不可強行擰入,造成套筒絲口破壞。
5 結語
綜上所述,型鋼混凝土組合結構在如今的建筑工程中有著廣泛的應用,但是在實際的工程中,仍然存在著一定的問題。因此,為了保障工程的施工質量,施工過程中需要嚴格執行與控制,以提升型鋼混凝土結構梁柱連接的工程質量。
參考文獻
[1]洪金彪、趙林、盧丹.型鋼與鋼筋混凝土連接方式的探討[J].低溫建筑技術.2011(01).
[2]吳晨.淺談型鋼混凝土組合結構梁、柱鋼筋綁扎施工方法[J].建設科技.2014(11).