焊縫的超聲波檢測與有限元仿真
2014-10-20 08:12:00陳漢新楊詩琪
武漢工程大學學報 2014年5期
陳漢新,余 剛,楊詩琪,劉 岑,孫 魁
武漢工程大學機電工程學院,湖北 武漢 430205
0 引 言
焊接技術現在在各種領域應用十分廣泛,特別是鍋爐、壓力容器、壓力管道和各種鋼結構都是采用焊接方法制造的,通過焊接加工的鋼材幾乎占世界鋼材產量的50%以上.超聲檢測是提供焊接接頭質量評價數據和焊縫缺陷定位的重要無損檢測手段之一.TOFD技術最早是在20世紀70年代提出來的,原理是超聲波在檢測時會出現衍射現象,M J Silk發現了這個重要的現象并將其用到超聲檢測當中[1].TOFD將探頭對稱分布于焊縫兩側,一個發出信號,另一個接收信號.檢測到缺陷時,接收探頭可以接收到直通波與反射波之間的衍射波.用Mutli軟件不僅可以自由設置超聲波檢測過程的各種參數,還可以輕易得出A掃描信號和TOFD圖像,TOFD圖像是將每個A掃描的信號顯示成的一維圖像線條沿探頭的運動方向拼接成的二維視圖[2].
用有限元ANSYS軟件對超聲波在固體中的傳播過程進行仿真建模是將要檢測的試件看做是向同性均勻的[3].超聲波的傳播是對物體具有聲壓的,所以本研究主要是將波的傳播過程看做是對物件的加載過程,從而得出的仿真結果與實驗室檢測的結果進行對比.期望在這方面能夠對超聲波的檢測有更多的實際幫助[4].
1 實驗部分
1.1 焊縫自然缺陷的分類
焊縫缺陷根據其性質、特征主要分為以下6個大類:(1)裂紋:縱向與橫向裂紋,弧坑裂紋與支狀裂紋等.(2)孔穴:氣孔,結晶縮孔,弧形坑孔等.(3)固體夾雜:夾渣,焊劑與溶劑夾渣,氧化物和金屬夾雜等.(4)未焊透及未熔合.(5)形狀和尺寸不良:咬邊,縮溝,下榻,焊瘤,錯邊,燒穿,未焊滿等.(6)其它缺陷:電弧擦傷,飛濺等[5].
在上述6種常見的缺陷中,肉眼可看見表面缺陷,不用檢測;未熔合和未焊接在檢測中很難區分開,所以不適合使用TOFD法檢測,這里不作過多表述.內部缺陷包括氣孔與夾雜,非內部缺陷則包括根部、邊緣、焊縫表面起的縱深裂紋等.焊縫中的橫向裂紋以及橫向排列的氣孔夾雜等通過射線檢測后能得到相當精確的成像,但對于縱向排列的缺陷來說,射線檢測具有很大的局限性,焊縫最上方的缺陷或者最大的缺陷會將射線底片中所有的縱向缺陷的成像掩蓋[6].因此焊縫內部缺陷的檢測是本文的主要研究對象[7].
1.2 模型的建立
圖1是TOFD檢測中5種常見的縱向自然缺陷.圖1(a)縱向裂紋;圖1(b)氣孔與夾雜;圖1(c)側壁未熔合;圖1(d)根部未焊透;圖1(e)內凹與根部未融合.建模過程中首先根據要檢測的的試件的尺寸建立二維模型,然后根據檢測的結果在試件中勾畫出缺陷模型.對于簡單的裂紋氣孔缺陷可以直接在ANSYS直接建模;對于側壁、根部未熔合等不規則的缺陷可以在CAD軟件上建模然后導入到ANSYS中.
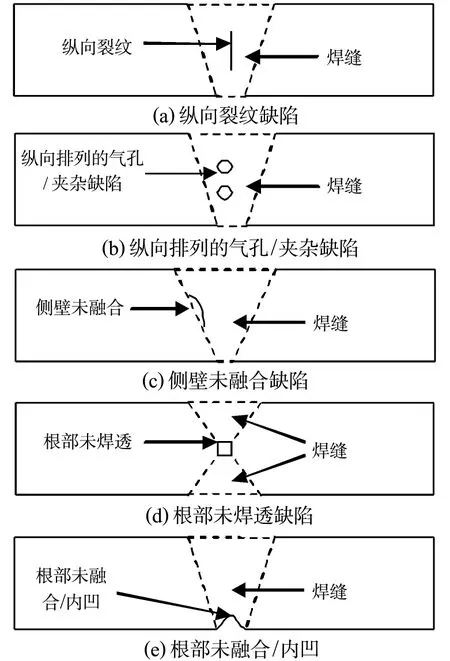
圖1 焊縫中5種常見的縱向自然缺陷示意圖Fig.1 Five kinds of common vertical natural defects in weld
1.3 實驗對象
焊縫缺陷的TOFD法檢測.檢測的對象是實驗室中定制的人為制作的縱向排列氣孔類型的自然缺陷試件,如圖2所示.實驗的時候將探頭沿著焊縫方向上下移動,觀察其A掃圖與B掃圖.A掃圖是將超聲信號的幅度與傳播的關系以直角坐標的形式顯示出來,橫坐標代表波的傳播時間,縱坐標代表信號幅度.B掃圖顯示的是與聲束傳播方向平行且與工件的測量表面垂直的剖面.

圖2 缺陷試塊Fig.2 Natural welding defects test block
1.4 實驗方法與結果
將相控陣探頭沿著焊縫一側移動,在沒有缺陷的時候將會在圖3左邊A掃圖中顯示探頭表面、探頭與楔塊之間、楔塊與被檢測物體之間的反射波,沒有缺陷回波的出現.右邊的B掃圖中也沒有缺陷出現.
當探頭移動至有缺陷的位置時,此時的A掃圖中不僅出現以上3種反射波,還會出現缺陷回波,B掃圖中也會出現缺陷的位置,如圖4所示.
沿著兩個缺陷范圍拖動坐標指針,記錄指針的幾何位置與缺陷位置幅值的變化,可以預判缺陷的大小位置,將其幾何示意圖的形式表示出來,如圖5所示.
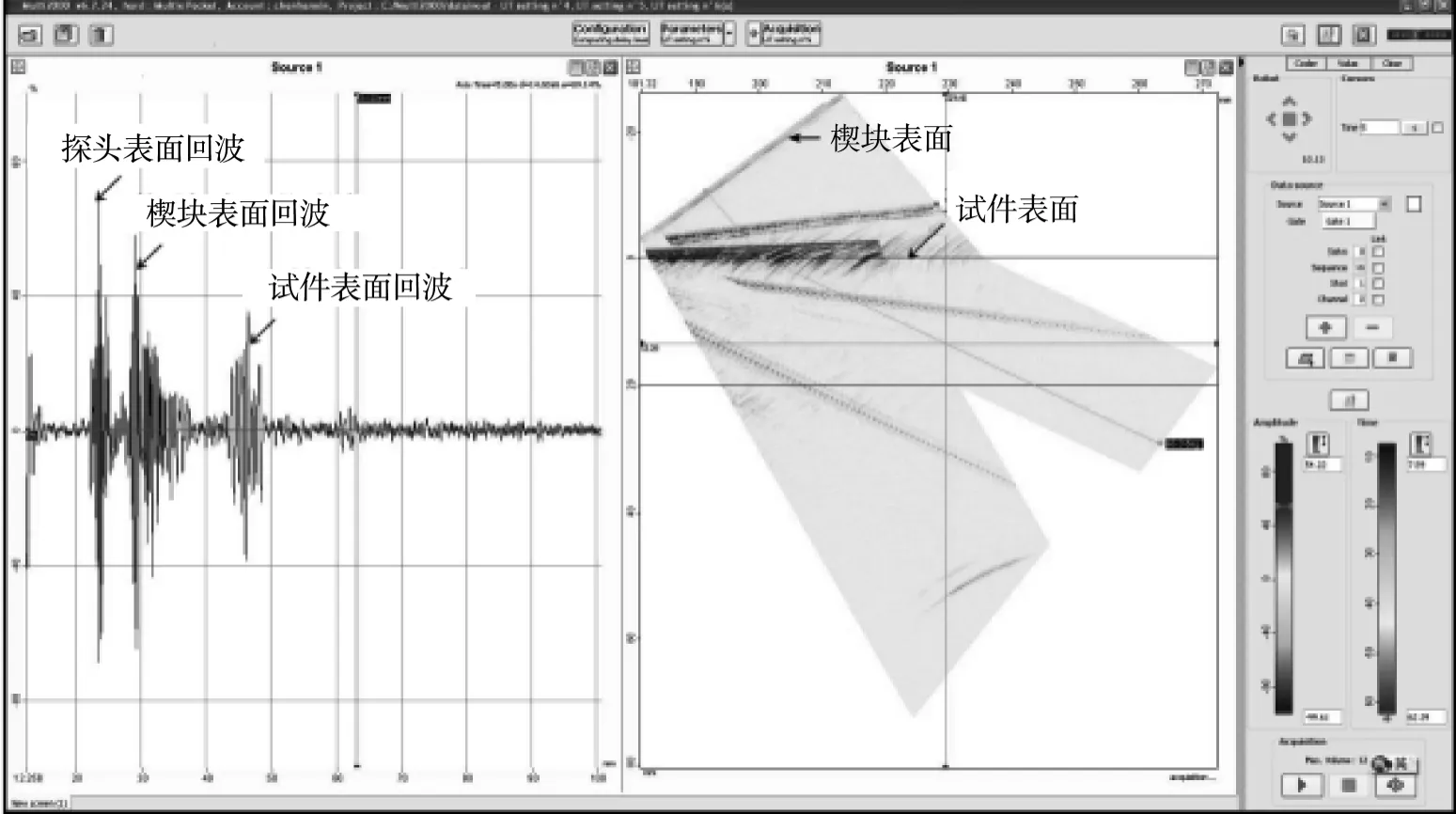
圖3 無缺陷的情況Fig.3 The condition without any kind of defects
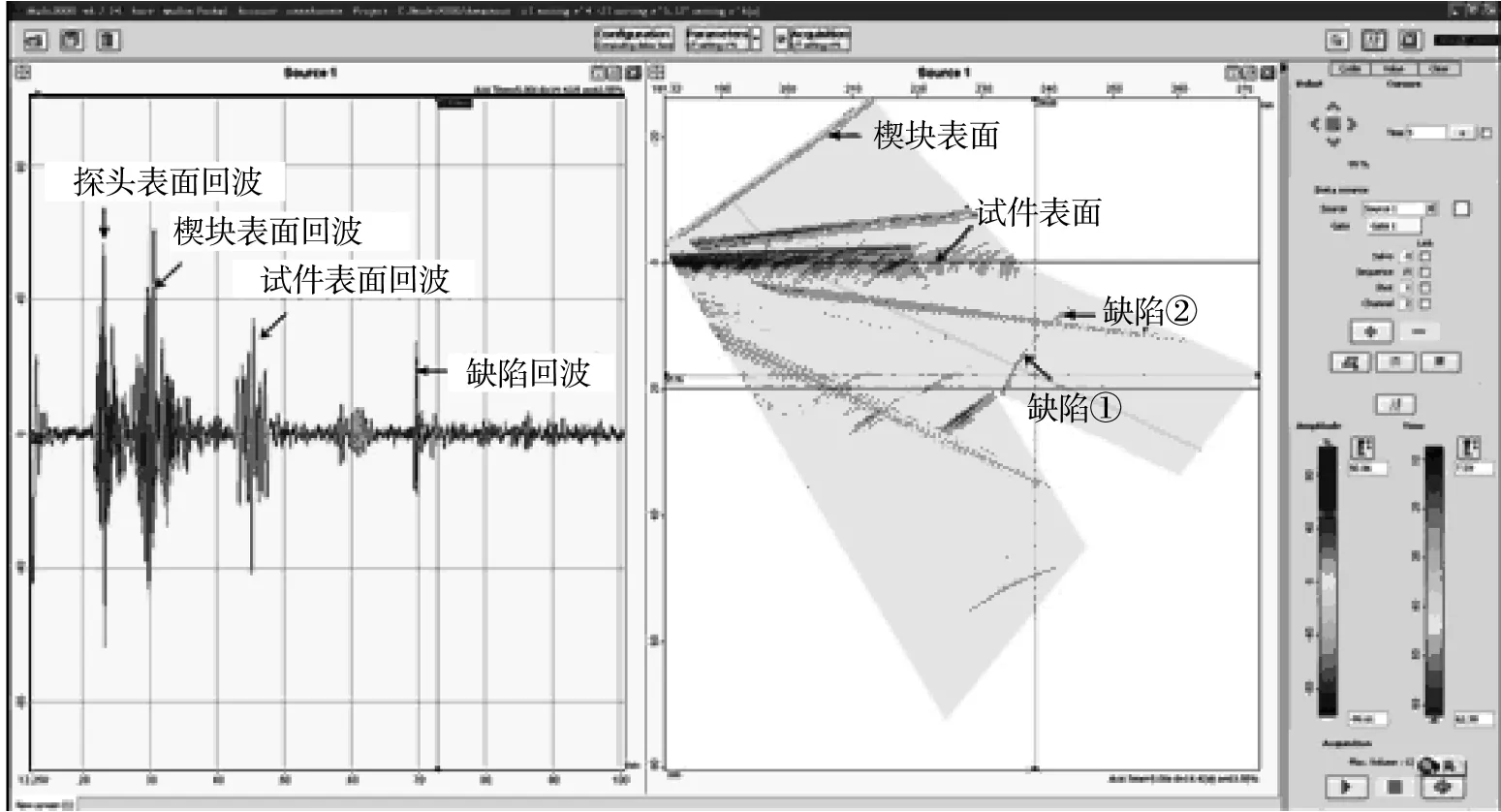
圖4 有缺陷的情況Fig.4 The condition with defects
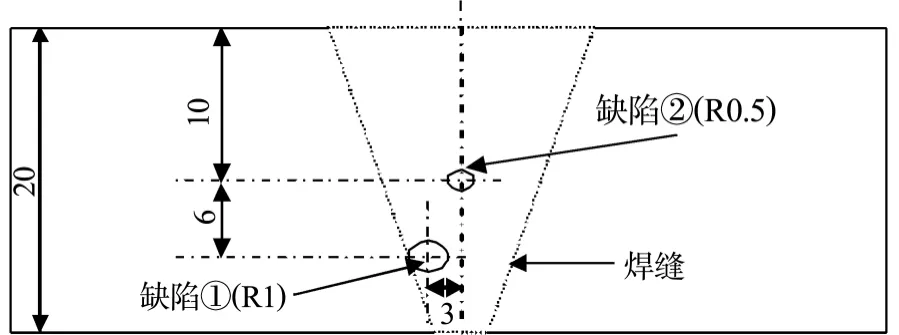
圖5 自然缺陷的幾何示意圖Fig.5 Natural defects of weld geometry diagram
在檢測出實際的焊縫位置出來后.用TOFD法檢測該處缺陷.在試驗的時候將兩個探頭固定在缺陷兩端,如圖6所示.在A掃圖中已經觀測出來4種波,所以用不同的灰度就可以將其表現出來,如圖7所示.這樣有利于方便波形的辨認與檢測判定,強調的是此灰度圖只是缺陷局部,而不是整體焊縫的情況.

圖6 TOFD檢測探頭分布Fig.6 TOFD detection probe distribution

圖7 TOFD法檢測焊縫的結果圖Fig.7 The results of the weld detection with the TOFD method
2 仿真部分
2.1 仿真原理
TOFD技術是基于焊縫中裂紋的上下尖端所產生的衍射波傳播的時間差值來確定裂紋尺寸的大小.在試驗部分中,所選的探頭具有32個晶片,可以選擇其中的一系列晶片來施加特定規則的時間脈沖來控制超聲波的發射角度.所以仿真的過程就是模擬超聲波探頭在檢測試件表面上一系列特定節點上施加不同的脈沖信號[8].
仿真的重點就是在不同的節點處施加具有時間延遲的載荷,這是根據惠更斯原理[9]中,聲束的角度(?)、速度(V)、相鄰晶片的時間延遲(Δt)、相鄰晶片之間的距離(d)的數學關系方程(1)決定的:

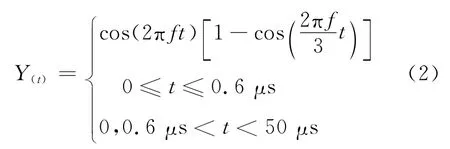
而脈沖激發的延時方程則通過分段函數來實現.第一個節點施加的方程是方程(2):
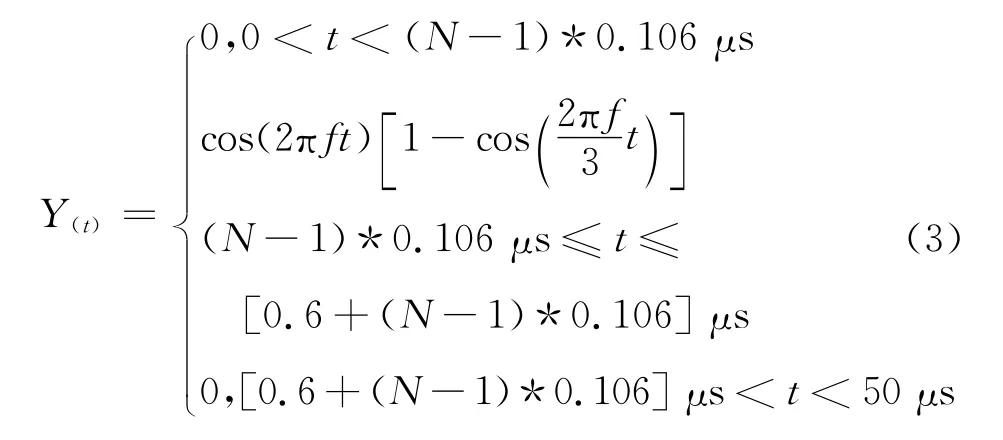
第N個節點施加的載荷方程是方程(3):
在特定節點施加延遲方程可以得到具有非常好指向性的波陣面,其中圖8是在13個節點施加脈沖的效果.
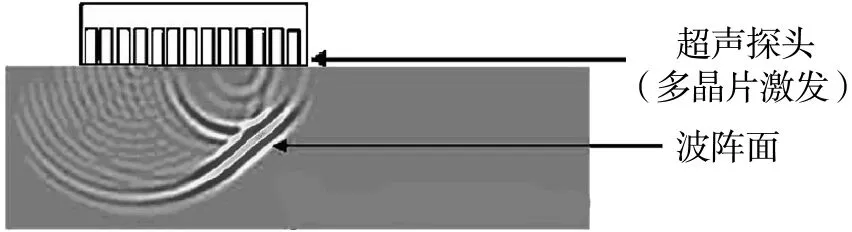
圖8 具有良好指向性的波陣面圖Fig.8 The good directivity of wavefront
2.2 仿真結果
按照焊縫自然缺陷建立的檢測模型如圖9所示.其中圖9(a)、圖9(b)、圖9(c)分別表示波在1.5μs、2.5μs、3.5μs這3個不同的時刻的傳播過程圖.

圖9 不同時刻提取的傳播過程圖Fig.9 The spread process of different time extraction
3 對比結果以及結論分析
規定滿屏信號的幅值為10%.以缺陷回波所占的百分比作為縱坐標,超聲波傳播的時間為橫坐標.將TOFD法檢測自然缺陷的實驗結果與仿真結果對比,如圖10所示.

圖10 兩種方法的幅值對比圖Fig.10 Two methods of amplitude comparison
從表面波、衍射波及底面反射波三個方面來就理論計算值、實驗值、仿真值進行歸納,以理論值作為標準.計算誤差如表1所示.

表1 三種方法的計算結果對比Table 1 Result comparison of three methods
從表1中可以清晰的看到,直通波實驗值誤差為-2.1%,仿真值為-8.3%,均為負誤差,試驗中出現這種誤差的原因很可能是因為兩個探頭之間的排距不夠精確造成的;衍射波的實驗值誤差為2.0%,仿真誤差幾乎為0,由此可見對衍射波進行仿真的準確性,應該是TOFD法仿真的準確性;底面回波的兩個誤差均為1.2%,可見仿真的手段在實際檢查缺陷的時候是有發揮的空間的.當然數值仿真也有其失真的一面.在試驗部分,如果沒有灰度圖的輔助判斷,直通波的幅值和衍射波的相差不大,而且容易與噪音混合.在仿真部分,直通波與衍射波的區分度很高,很容易被觀察到.
對超聲波檢測的有限元數值仿真,是本文最中心的部分,以超聲波檢測的過程作為載荷加載的過程來仿真是非常有效的,也是比較精確的.希望以后仿真能夠在超聲波檢測這一行業中發揮更大的作用.
[1]鄭暉,林樹青.超聲檢測[M].北京:中國勞動社會保障出版社,2008:137-141.ZHENG Hui,LIN Shu-qing.Ultrasonic testing[M].Beijing:China Labor and Social Security Publishing House,2008:137-141.(in Chinese)
[2]魏東,周正干.固體中脈沖超聲波傳播的有限差分模擬[J].航空學報,2010(2):387-388.WEI Dong,ZHOU Zheng-gan.Finite difference simulation of pulsed ultrasonic wave propagation in sol-ids[J].Aeronautics,2010(2):387-388.(in Chinese)
[3]孫魁.基于超聲波信號的焊縫評估研究[D].武漢:武漢工程大學,2013.SUN Kui.The base of ultrasonic signal weld evaluation research[D].Wuhan:Wuhan University of Engineering,2013.(in Chinese)
[4]龔曙光.ANSYS軟件在應力分析設計中的應用[J].計算機輔助設計與制造,2001(7):21-23.GONG Shu-guang.The application of ANSYS software in the stress analysis and design[J].Digital Manufacturing Indus-try,2001(7):21-23.(in Chinese)
[5]遲大釗,剛鐵,高雙勝.超聲TOFD法檢測信號相位識別技術[J].焊接學報,2011(9):17-20.CHI Da-zhao,GANG Tie,GAO Shuang-sheng.Ultrasonic TOFD method to detect the signal phase recognition technology[J].Welding Journal,2011(9):17-20.(in Chinese)
[6]王文先,王東坡,齊芳娟.焊接結構[M].北京:化學工業出版社,2012.WANG Wen-xian,WANG Dong-po,QI Fang-juan.Welding structure[M].Beijing:Chemical Industry Press,2012.(in Chinese)
[7]史亦偉.超聲檢測[M].北京:機械工業出版社,2000.SHI Yi-wei.Ultrasonic testing[M].Beijing:Machinery Industry Press,2000.(in Chinese)
[8]GINZEL E.Materials research institute etc,time-offlight diffraction and pulse echo line scanning[J].NDT,2000(6):64-68.
[9]趙維濤,陳孝珍.有限元法基礎[M].北京:科學技術出版社,2009.ZHAO Wei-tao,CHEN Xiao-zhen.The base of finite element method[M].Beijing:Science and Technology Press,2009.(in Chinese)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年11期)2018-08-04 03:25:42
制造業自動化(2017年2期)2017-03-20 14:26:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
設備管理與維修(2015年12期)2015-04-09 06:57:24