轎車曲軸小頭軸頸圓角滾壓裝置的設計與改進
2014-10-12 05:56:16濱州海得曲軸有限責任公司山東256606張立平李海國
金屬加工(冷加工) 2014年13期
關鍵詞:工藝
濱州海得曲軸有限責任公司 (山東 256606) 張立平 李海國
曲軸是發動機中承受彎曲、扭轉載荷,傳遞動力的關鍵零件,近10幾年來,由于受國家排放標準的控制,發動機多采用增壓、擴缸等方法來增加功率、降低排放。曲軸所承受的工況環境更加嚴峻。很多大功率曲軸采用圓角滾壓工藝來進行強化,以期提高曲軸的彎曲疲勞強度,達到安全運行的目的。尤其是轎車曲軸幾乎全部采用圓角滾壓強化工藝來提高曲軸的疲勞強度。轎車曲軸不同于載貨汽車曲軸,具有一個共同點,就是小頭圓角也要求滾壓強化處理,由于小頭軸頸具有長度較長、單側圓角等結構的特殊性,給滾壓工藝的實施造成了一定的難度。
1.曲軸圓角滾壓工藝及通用裝置
如圖1所示,曲軸的圓角滾壓,就是利用滾輪的壓力作用,在曲軸的主軸頸和連桿頸過渡圓角處形成一條滾壓塑性變形帶,這條塑性變形帶具有以下特點:

圖1 曲軸圓角滾壓工藝示意圖
(1)產生了殘余壓應力,可與曲軸在工作時的拉應力抵消或部分抵消,從而提高疲勞強度。
(2)硬度提高。滾壓使圓角處形成高硬度的致密層,使曲軸的機械強度和疲勞強度得到提高。
(3)表面粗糙度值降低。圓角滾壓可使圓角表面粗糙度值達到Ra=0.1 μm以下,從而大大減小了圓角處的應力集中,提高了疲勞強度。
滾壓裝置又稱滾壓頭,通用滾壓頭分為上滾壓頭和下滾壓頭,由于下滾壓頭僅起到支撐作用,本文不作介紹。上滾壓頭是滾壓裝置的核心部件,如圖2所示,上滾壓頭主要由滾壓體1、端蓋2、導輪3、滾針軸承4、心軸5、滾輪6、滾輪支架壓板7及滾輪支架8等零件組成。
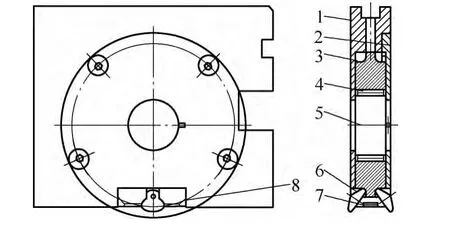
圖2 上滾壓頭結構
滾壓加工時向滾壓頭施加一定的壓力,每一個上滾壓頭的兩個滾輪6與曲軸每個軸頸的兩個圓角相配合,通過曲軸工件的旋轉帶動滾輪的旋轉,這樣就在圓角處形成一條滾壓塑性變形,從而提高了曲軸的綜合疲勞強度。應用通用滾壓頭滾壓曲軸時,一般是兩個大小相同的滾輪對雙側圓角同時滾壓,其軸向力相互抵消。但對于只有單側圓角的小頭軸頸需要滾壓的曲軸時,則無能為力了。
2.曲軸小頭軸頸圓角滾壓裝置
如圖3所示是某一種轎車曲軸小頭結構,由于只有一個單側圓角,滾壓無法實現平衡,再就是曲軸小頭長度明顯大于其余軸頸,如采用小頭末端增加輔助圓角的方法,則滾壓頭厚度將非常大,重量明顯增加,滾壓變形量很大,必然會造成部分曲軸彎曲過大,無法修正而報廢。因此,曲軸小頭軸頸圓角滾壓實施起來比較困難。
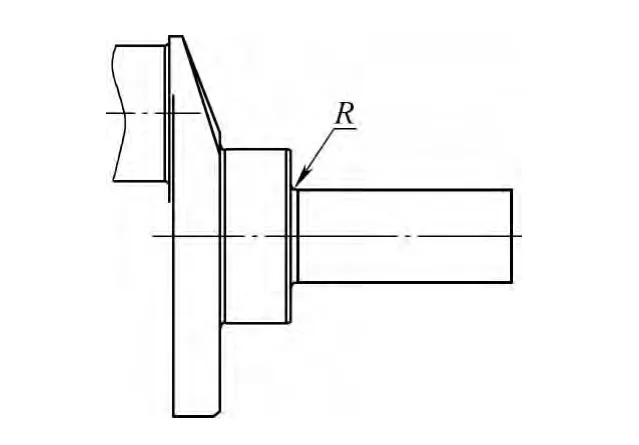
圖3 轎車曲軸小頭結構
針對以上缺陷,本文設計了一種結構簡單,設計合理,能夠有效解決曲軸小頭軸頸滾壓圓角困難的方案,采用本技術方案,經滾壓的曲軸變形小,滾壓效果好,提高了產品加工質量和勞動生產率。
如圖4所示,曲軸小頭圓角滾壓頭,主要由曲軸1、端蓋2、導輪3、滾壓體4、心軸5、滾針軸承6、小滾輪7、平衡套8、機床頂尖9、支撐滾柱10、大滾輪11和滾輪保持座等零件組成。
曲軸1的左側法蘭端與滾壓機床的床頭箱相聯,用卡盤 (或其他夾緊方式)夾緊,小頭軸頸端套上平衡套8,再用機床頂尖9頂緊平衡套上的中心孔,用小頭圓角滾壓頭和支撐滾柱10夾緊曲軸,開動機床就可以進行曲軸小頭圓角滾壓加工。
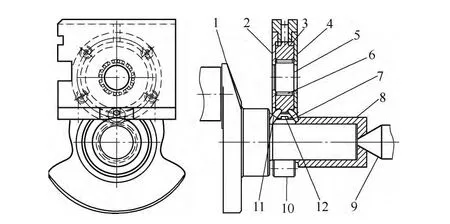
圖4 曲軸小頭軸頸圓角滾壓裝置
本裝置關鍵特征在于該裝置平衡套的直徑比所滾壓曲軸小頭軸頸圓角大,因此兩個滾輪直徑大小也不相同。具體實施時導輪兩端的直徑大小不一,具體數值應由大小滾輪的線速度確定。
3.結語
(1)采用平衡套和大小滾輪式滾壓頭加工,有效地解決了過去的滾壓頭體積大、重量大和滾壓變形大的缺點,提高了產品加工質量和勞動生產率,采用這種方式滾壓,可以靈活地確定滾壓頭的寬度和滾輪的直徑大小,使其達到最佳工藝性。
(2)本裝置解決了曲軸小頭軸頸圓角滾壓實施比較困難的技術問題,結構簡單,設計合理,運行可靠。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52