軟爪自定心卡盤的使用及工作原理
2014-10-12 05:56:12廣東韶關市技師學院廣州512023張彩珠
金屬加工(冷加工) 2014年13期
廣東韶關市技師學院 (廣州 512023) 張彩珠
上海東方泵業 (集團)有限公司 (201906) 張永泉 李 民
自定心卡盤的夾緊定位精度國家標準有規定,根據其規格大小,一般在0.06~0.16 mm,使用磨損后,這個誤差會增大,由于自定心卡盤使用方便,人們往往在加工精度要求 (主要指幾何精度)高于卡盤所能達到的精度工件時也使用,于是便產生了我們經常使用的所謂“軟爪自定心卡盤”。
軟爪自定心卡盤是在原來卡爪的夾持工件部位焊接 (或堆焊)上一層金屬,然后根據加工工件的直徑大小再車削一刀。焊接一層金屬的目的一般有兩方面:一是因為卡爪加工不同直徑的工件要經常車削,焊上一層金屬可延長卡爪的使用壽命;二是焊接的金屬一般較軟 (這也是軟三爪名稱的原由),可避免卡爪將工件夾壞。軟爪自定心卡盤可提高被加工工件的同軸度,一般可保證同軸度誤差小于0.05 mm。但是要想保證這個加工精度,在使用制作軟爪自定心卡盤時必須注意以下事項。
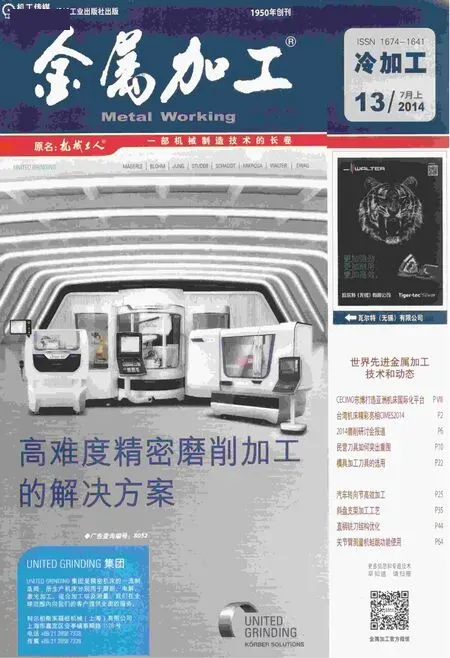
軟三爪結構示意圖如圖1所示。
軟三爪是針對某一特定尺寸的工件制作的,因此它是專用的。如果改變了卡爪車削出來的尺寸使用,則不會提高自定心卡盤的夾緊定位精度。車軟三爪時,夾持部位的尺寸非常重要,一般用軟爪撐緊工件孔時,車削尺寸直徑要略大于工件孔徑,用軟爪夾緊工件外圓時,車削尺寸直徑要略小于工件孔徑,一般尺寸差值在0.02~0.05 mm。夾緊尺寸越小,差值也越小;差值過大,夾持部位成線接觸狀態,容易夾傷工件表面。
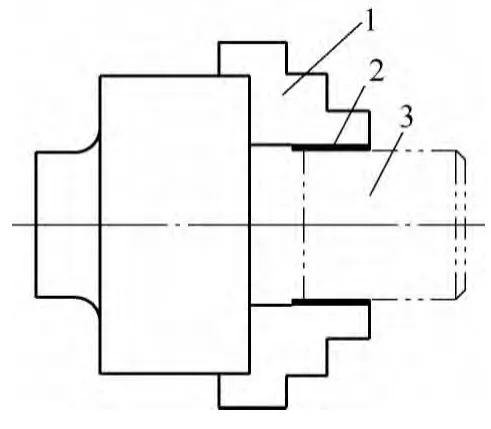
圖1
利用三爪外側即撐緊工件時的軟爪制作:三個卡爪撐緊一厚壁環,然后對卡爪夾持部分進行車削,如圖2所示,此時車削出的直徑軸心是和車床主軸回轉中心是同軸的,如果夾緊工件的直徑改變了,軟三爪的夾緊定位精度則不能夠提高,和原來的夾緊定位精度相同,因為自定心卡盤的工作原理是卡盤內的盤狀端面螺紋與卡爪的端面螺紋相嚙合,盤狀端面螺紋轉動,帶動卡爪向里或向外運動,盤狀端面螺紋與卡爪的接觸位置,決定了卡爪夾緊工件直徑的大小;反過來講,工件直徑的變化,改變了盤狀端面螺紋與卡爪上端面螺紋的嚙合位置,由于盤狀端面螺紋存在螺距和齒厚誤差,這種誤差在不同的地方是不盡相同的,因此造成了卡盤夾緊不同直徑的工件而產生的定位誤差也不相同,如圖2右邊視圖所示,在撐緊某一直徑的工件時,卡盤上盤狀端面螺紋與卡爪端面螺紋嚙合的區域在AB段,即卡盤上的端面螺紋的外側面AB段與卡爪上螺紋的內側面嚙合,夾緊工件的直徑改變了,其嚙合區域也要隨之發生改變,于是產生了不同的夾緊定位誤差。如果每次夾緊工件時卡盤上的端面螺紋與卡爪上的端面螺紋嚙合區域不變,則其夾緊定位誤差也不會改變,這就是軟三爪夾緊定位精度高的主要原因。利用三爪內側即夾緊工件時的軟爪制作:如圖3所示,卡盤的三爪夾緊一個直徑合適的圓柱體,車削三爪的夾緊工件部位,尺寸的確定原則與上述相同,此時所不同的只是卡盤上的端面螺紋內側與卡爪上的螺紋外側嚙合。
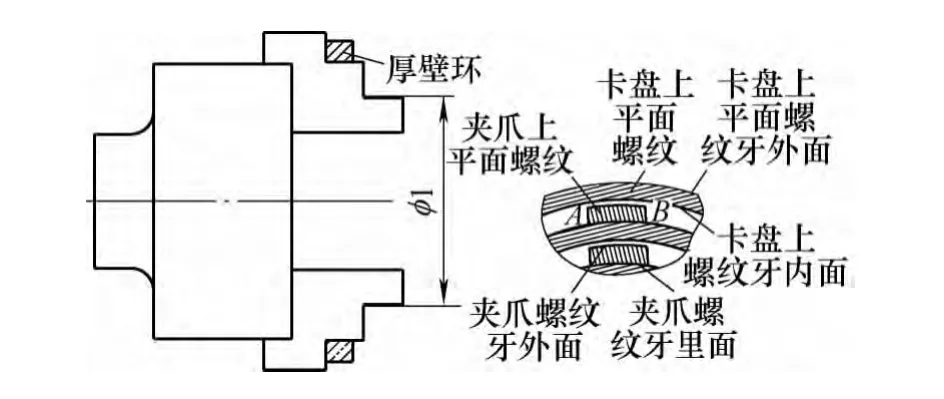
圖2

圖3
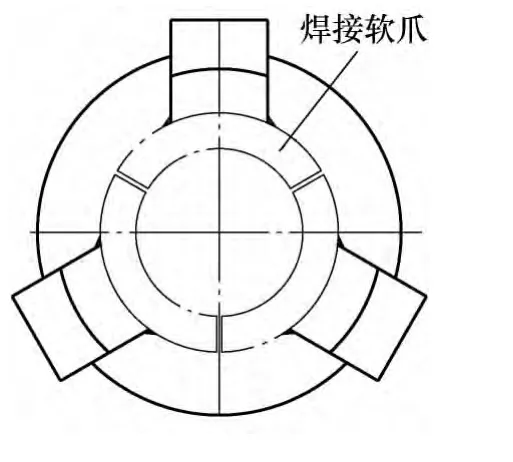
圖4
從上述可以看出,影響自定心卡盤夾緊定位精度的因素主要有卡盤上端面螺紋的制作精度和磨損狀態、卡爪上端面螺紋的制作精度和磨損狀態以及卡爪夾緊面的磨損狀態。經過一段時間的使用,端面螺紋的磨損是不可避免的,這種磨損也是不均勻的,而且也是不易修復的,唯有卡爪夾緊面的磨損可以修復,這種修復后對卡盤夾緊定位精度的恢復程度是有局限的,不要以為對卡爪夾緊面車削了一刀,其精度就恢復到原始狀態。但磨損后的卡盤改制成軟爪自定心卡盤后,其精度則不受磨損的影響,因為軟爪自定心卡盤是在現有狀態下制作而成的,只要不改變其嚙合區域,定位精度則不會改變。
由于在原有卡爪上焊接的金屬部分形狀可以根據需要任意地改變,因此軟爪自定心卡盤不僅可用來提高夾緊定位精度,還可解決加工中許多難以解決的難題。比如在車削薄壁零件時極易發生夾緊變形,可以把焊接的金屬層做成一個圓環,內孔車成所需要的尺寸,然后用線切割將圓環割開,就可實現將加工工件整體夾緊,避免了夾緊變形,如圖4所示。