鏜銑不通槽清根的加工方法
2014-10-12 05:56:10齊齊哈爾北方機器有限責任公司黑龍江161000馮彩霞黑玉龍李大光吳艷華
金屬加工(冷加工) 2014年13期
齊齊哈爾北方機器有限責任公司 (黑龍江 161000) 李 娟 馮彩霞 黑玉龍 李大光 吳艷華
筆者公司生產的某工件結構如圖1所示。工件外形是 a×b×c的立方體。中間有一個尺寸為205 mm×216 mm的長方形通孔,在方孔的下角處有一個尺寸為31H10×130H8深150 mm的不通槽。該槽的槽底左角、右角處都要求清根。
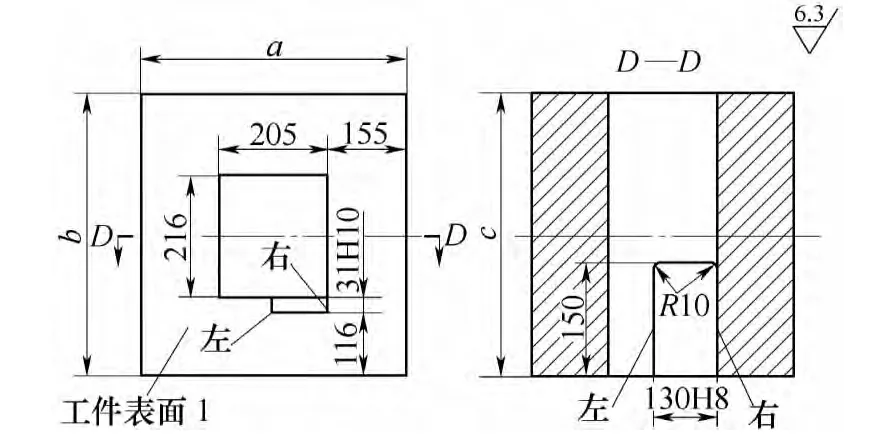
圖1 工件
1.難點分析
該工件經過銑外形尺寸a×b×c定寸,插方孔尺寸205 mm×216 mm完成后,在加工槽30H10×130H8時遇到了難題。難在該槽的槽底左、右兩角要求清根。左側的清根可以用鏜銑床的直角銑頭達到,而右側的清根用一般的加工方法很難達到,筆者也是首次遇到這樣的工件結構,沒有類似的加工經驗。
2.工藝方案
經過分析,初步確定了工藝方案:
(1)先在立式銑床上,利用公司現有的專用立銑刀,銑刀直徑為40 mm,刃長150 mm。因標準的立銑刀底部都不帶圓角,必需將刀底部改磨成R10 mm的圓角 (見圖2)。
加工時,將工件表面1向上裝夾工件,銑完槽30H10×130H8、深150 mm時,必然會留下R20 mm的銑刀半徑 (見圖3)。如果采用國家標準的莫氏錐柄立銑刀50Ⅰ型長 (GB/T 6117.1—1996)銑刀直徑50 mm,刃長150 mm,加工后留下的銑刀半徑會更大。如果減小銑刀直徑,銑刀又細又長加工時產生振動,切削效率會降低。但是即使是制做專用銑刀,將直徑減到36 mm或32 mm,刃長150 mm,加工后左角、右角處還是會留下銑刀半徑,還是達不到左右角處直角的要求。
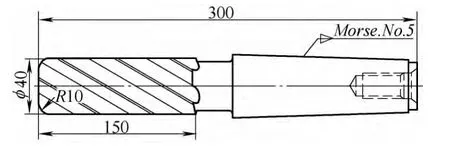
圖2 改磨圓角后的立銑刀
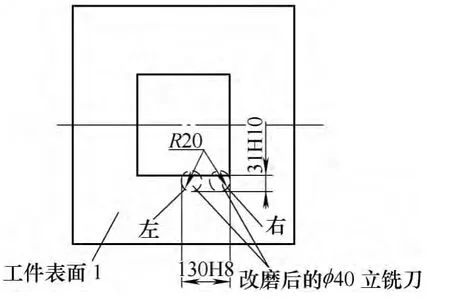
圖3 立銑加工后留下的R20 mm銑刀半徑
(2)接下來需要解決的難題是,立銑加工后留下的銑刀半徑20 mm,如何清根來保證產品圖上左、右兩側直角的要求?
工藝方案一:鉗工清根,鉗工采用手持砂輪、刮刀等工具去掉R20 mm的圓角半徑。但此方法的缺點是:因R20 mm半徑太大,鉗工手工打磨成直角,在該槽深度150 mm上不容易保持均勻一致,影響工件外觀,保證不了產品圖要求。若此工件今后批量生產,工藝方案費時、費力,增加工人的勞動強度。目前該工件是首次生產,為了保證工件的質量,該方案盡量不采用。
工藝方案二:在鏜銑床上,采用直角銑頭 (又稱鏜銑頭)。鏜銑頭直徑為85 mm,因槽深150 mm處圓角為R10 mm,只能選擇銑刀直徑為φ20 mm。加工時,將工件表面1朝向機床主軸裝夾。鏜銑該槽的左側清根還可以 (見圖4a),但鏜銑該槽的右側時問題出來了,鏜銑頭碰到工件205 mm×216 mm內四方孔的右側,銑刀無法清根 (見圖4b)。
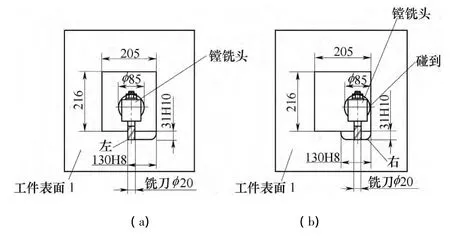
圖4 鏜銑左側、右側清根示意圖
3.實施與應用
為解決該槽右側無法清根的難題,經研究決定采取特殊的加工辦法。即在鏜銑床上,將鏜銑頭旋轉45°,改制一把鍵槽銑刀,加工完成該槽右側的清根。具體實施過程如下:
(1)改制刀具:標準的角度銑刀是用于銑外部倒角的,如大徑為30 mm的90°角度銑刀前端小徑尺寸為φ4 mm,不能用于該槽的清根。所以決定利用標準的錐柄鍵槽銑刀 d20-e8 GB/T 1112.2—1997(見圖5),將該鍵槽銑刀的前端刃部改磨成刀尖角為90°的銑刀 (見圖6)。
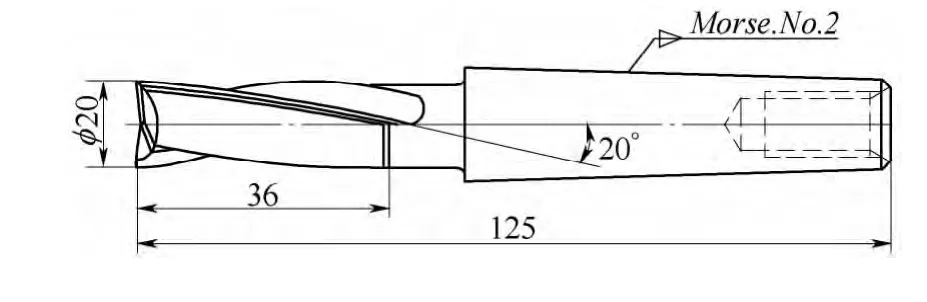
圖5 標準錐柄鍵槽銑刀 (改制前)
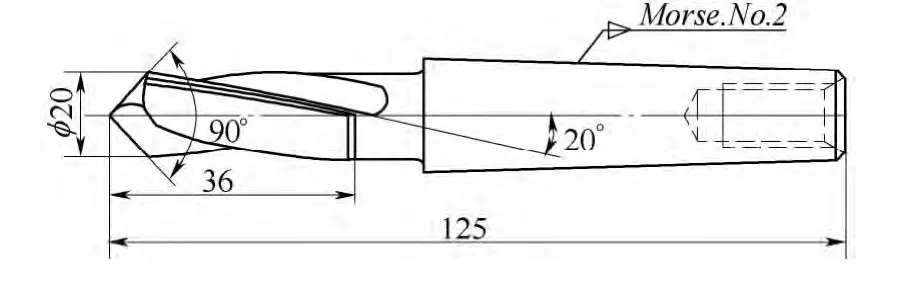
圖6 錐柄鍵槽銑刀 (改制后)
(2)加工方法:在鏜銑床上,將鏜銑頭旋轉45°,裝上圖6所示改制后的銑刀,鏜銑去掉立銑留下來的銑刀半徑R20 mm處,清根。因刀刃長度為14.14 mm,要清除掉的銑刀半徑為R20 mm,在該槽的右側和下側分別走兩刀,即可完成清根。其加工原理如圖7所示。
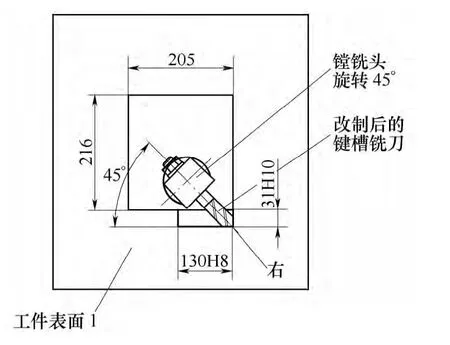
圖7 鏜銑右側清根示意圖
4.結語
總結一下此工件不通槽的加工方案:
步驟一:在立式銑床上,用φ40 mm的立銑刀,刀底改磨R10 mm,加工完成槽尺寸31H10×130H8,深150 mm。
步驟二:在鏜銑床上,清根。先用直角銑頭裝夾φ20 mm的鍵槽銑刀,鏜銑該槽左側清根及深度150 mm處左半部清根。再將鏜銑頭旋轉45°,用如圖6所示改制后的鍵槽銑刀,鏜銑該槽右側清根及深度150 mm處右半部清根。
應用以上加工方法,解決了該工件不通槽清根的加工難題。加工后,經檢測完全合格。該加工方法是利用公司現有的設備、現有的刀具,在實際生產中創新出來的,可供今后類似的工件結構加工時借鑒。