消除沖壓成形件拉延皺紋方法
2014-10-10 05:51:36杜春艷
鍛造與沖壓 2014年10期
在工作和實(shí)踐中,薄板在沖壓成形時(shí),存在起皺和破裂的情況時(shí),在技術(shù)上針對(duì)某一種情況采取的方法,可能會(huì)引起另一種情況發(fā)生。因此,消除皺紋的辦法必須與消除裂紋的辦法相適應(yīng)。雖然成形開始有時(shí)會(huì)出現(xiàn)皺紋,但成形后,皺紋卻消除了,這種成形則是成功的,但若出現(xiàn)裂紋,則不成功。因此,在成形初期,是允許凹模內(nèi)的毛坯產(chǎn)生某種程度的皺紋,然后利用成形過程中所產(chǎn)生的拉伸力,在成形結(jié)束時(shí)消除皺紋。這種方法提高了成形界限,保證了產(chǎn)品質(zhì)量。
板內(nèi)應(yīng)力和材料流動(dòng)的控制方法,還需進(jìn)一步說明。首先是控制引起皺紋的板內(nèi)應(yīng)力或材料的流動(dòng)。其次是當(dāng)控制這些困難時(shí),就在抑制皺紋的方向附加一定的力來控制(包括來自板厚方向的力),或提高吸收多余材料的能力。另外,還可增加零件的形狀剛性(包括板厚)。解決皺紋的實(shí)用辦法很多,大致可分為制件形狀、工序設(shè)計(jì)、沖模設(shè)計(jì)、沖壓條件和材料特性等幾個(gè)方面。
制件形狀
沖壓件有各自的功能和外形,制件形狀的解決辦法是以不損壞這些為前提的。因此,對(duì)同樣原因產(chǎn)生的皺紋的不同制件,有時(shí)候不能采取相同的解決辦法。
⑴減少制件的深度。成形深度增大,拉延成分就必然增大,這樣就增大了側(cè)壁部圓周方向的壓縮力。汽車上的覆蓋件等零件深度不必過大,采用這種方法比較好。
⑵避免形狀急變。形狀的急變,容易引起材料堆積和材料受拉力不均勻,橫斷面和縱斷面都同樣適用。
⑶將零件適當(dāng)分塊。沖壓成形主要是通過對(duì)凸緣部的適當(dāng)約束,控制板內(nèi)應(yīng)力和材料的流動(dòng),如果能把零件分塊的話,更容易控制。這個(gè)辦法單就形狀來說是有效的,但也要考慮沖模成本、裝配等有關(guān)問題。
⑷減少平直部位。平直部位本身剛性小,沖模對(duì)材料的壓緊力小,尤其是受到相鄰部位影響時(shí),此處容易產(chǎn)生皺紋。為此要使平直部位多少有些曲率,或?yàn)榱讼櫦y,往往設(shè)有局部凹坑(也可增加形狀剛性)。
⑸拐角部半徑R(橫斷面)適當(dāng)。材料在拐角部容易承受不均勻的拉力,如果拐角部半徑R小的話,這種情況就更嚴(yán)重。因此,拐角部半徑R在某種程度上有必要加大一些。
工序設(shè)計(jì)、沖模設(shè)計(jì)
在沖壓成形中,雖然是同樣的制件,但由于成形方法不同,其工序設(shè)計(jì)和沖模設(shè)計(jì)就可能完全不同。因?yàn)檫@里也存在制件的形狀問題,所以與制件形狀的解決辦法有關(guān)。
⑴選定最適當(dāng)?shù)拿餍螤詈蛪毫辖畹奈恢眉靶螤睢M鼓壕o力的調(diào)節(jié)也是很重要的因素,凸緣壓緊力大的話,雖不產(chǎn)生皺紋,但增大了斷裂的可能性。采用這個(gè)辦法,可以根據(jù)凹模口的形狀調(diào)節(jié)各部位不同材料流入量。
⑵選擇合理的模具表面和拉延方向。這個(gè)皺紋的解決方法主要是調(diào)節(jié)制件各部位的拉延深度和側(cè)壁的斜度。拉延深度均勻,側(cè)壁傾斜較小時(shí)不易發(fā)生皺紋,但模具表面形狀也不要過于復(fù)雜。
⑶增加工序。該方法適合必須深拉延的制件或階梯差較大的制件,可分兩道或多道工序來成形,以減少一道工序的拉延深度或階梯差,另外補(bǔ)加整形工序,也是消除皺紋的一種方法。
⑷選取適當(dāng)?shù)陌寄A角R。為了防止斷裂,凹模圓角R相對(duì)板厚來說應(yīng)有一定程度的大小,但若過大,就減弱了對(duì)圓角部位材料的形狀和流入量的控制,也容易產(chǎn)生皺紋。
⑸選擇適當(dāng)?shù)陌寄嗝嫘螤睢O虬寄6纯趦?nèi)流入的材料,在拐角部和直邊部的變形阻力是不同的,拐角部的變形阻力大。要保證材料的流入量均勻,防止側(cè)壁承受不均勻的拉伸力,應(yīng)避免凹模拐角R急劇變化。
⑹增加切口。比如中心支柱及正面護(hù)板形狀零件的切口有利于翻孔變形的進(jìn)展,并具有減緩容易產(chǎn)生皺紋的拉延變形部分向側(cè)壁流動(dòng)的效果。
⑺增加板厚。薄板的失穩(wěn)極限應(yīng)力與板厚的平方成比例增加,因此增加板厚對(duì)防止皺紋來說效果好。
沖壓條件
沖壓作業(yè)時(shí)的解決方法很多都與沖壓機(jī)械的調(diào)整有關(guān)。
⑴調(diào)節(jié)壓料力和潤(rùn)滑。如前所述,凸緣的壓緊條件對(duì)皺紋的產(chǎn)生影響很大。圖1所示是改變壓料力和潤(rùn)滑時(shí)的皺紋極限曲線(曲線中所用材料為沸騰鋼鍍鋅板,凹模直徑為50mm,凹模圓角半徑為0.5mm,凸模直徑為21mm)。壓料力高或凸緣部無潤(rùn)滑時(shí)不容易產(chǎn)生皺紋,但這樣就要產(chǎn)生粘結(jié)現(xiàn)象(毛坯金屬與模具的粘結(jié)),因此很有必要對(duì)凸緣部進(jìn)行潤(rùn)滑。
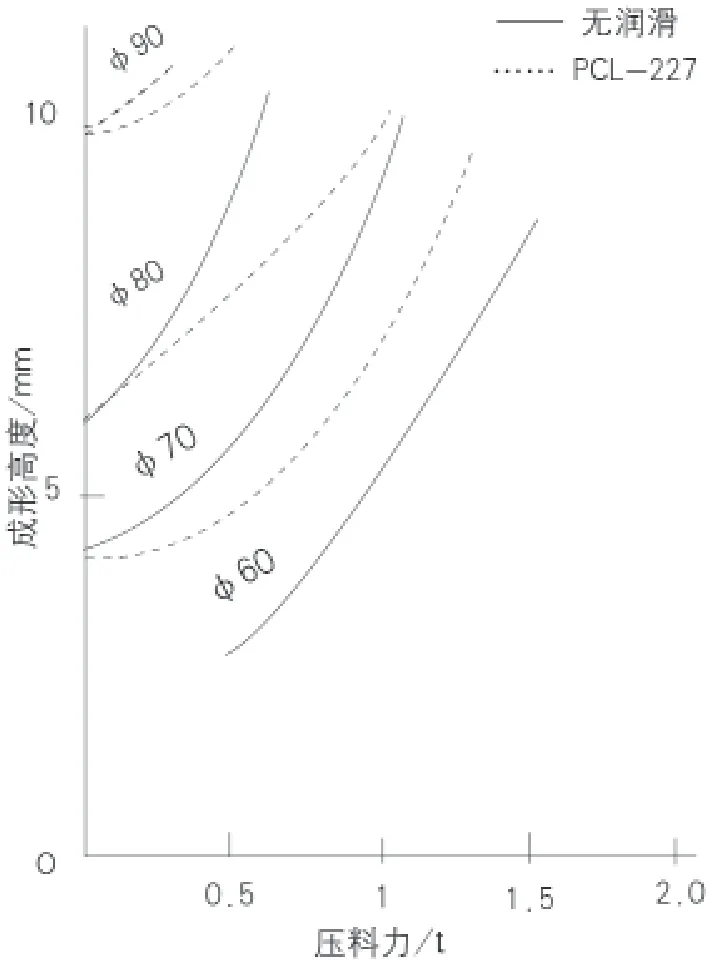
圖1 改變壓料力和潤(rùn)滑時(shí)的皺紋極限曲線
⑵均衡壓料力。凸緣部全周的壓料力一般都是均衡的,但有的成形件在某個(gè)地方非常容易出現(xiàn)皺紋,這就要對(duì)凸緣的局部加大壓料力。用雙動(dòng)壓機(jī)進(jìn)行沖壓時(shí),要使外滑塊壓力均衡。使用氣墊時(shí),應(yīng)適當(dāng)?shù)卣{(diào)節(jié)氣墊銷的位置。
材料特性
鋼的種類對(duì)圓錐臺(tái)成形的斷裂極限曲線的影響不同。雖然是一般的皺紋,但由于所使用的材料不同,產(chǎn)生的皺紋狀態(tài)也不同。
⑴使用r值大的材料。對(duì)于拉延變形來說,r值大,變形阻力小,所以成形所需的板內(nèi)應(yīng)力也小。而且由于板厚變薄量小,允許產(chǎn)生較大的拉伸變形,從斷裂的角度看是有利的。
⑵使用屈服點(diǎn)低的材料。屈服點(diǎn)高,凸緣壓緊力相對(duì)變小,這樣材料的流入量就增多,容易產(chǎn)生堆積皺紋。當(dāng)材料收縮流入時(shí)雖然流入量相同,但因板內(nèi)壓應(yīng)力高,也容易產(chǎn)生皺紋。屈服點(diǎn)高的材料要用很大的力才能消除掉皺紋,不利于加工。
工作人員通過學(xué)習(xí)、研究、分析、改進(jìn)、預(yù)防,消除了沖壓成形件在拉延中的皺紋,提高了零件的質(zhì)量,推動(dòng)了本廠產(chǎn)品及模具向標(biāo)準(zhǔn)化、專業(yè)化邁進(jìn),加快了新技術(shù)、新工藝、新材料、新結(jié)構(gòu)的推廣和應(yīng)用。
消除沖壓成形件拉延皺紋方法
文/杜春艷·黑龍江省哈爾濱市交通器材廠