高強度鋼板在微車梁類件的沖壓應用
2014-10-10 06:43:12徐偉一汽吉林汽車有限公司
鍛造與沖壓 2014年6期
文/徐偉·一汽吉林汽車有限公司
高強度鋼板在微車梁類件的沖壓應用
文/徐偉·一汽吉林汽車有限公司

徐偉,高級工程師,沖壓技術主管一汽沖壓專家;負責森雅車型、佳寶V80車型、R020 SUV車型沖壓生產準備(包括工藝方案確定、模具驗收等)。
隨著全球能源的緊張,節能、環保成為未來汽車的主要發展方向,而輕量化則是節能最基本的手段。研究顯示,若汽車整車重量降低10%,燃油效率可提高6%~8%;汽車車重每減少100kg,百公里油耗可降低0.3~0.6L。由于高強度板的應用是汽車輕量化的最佳解決方案,各汽車生產廠都非常重視。微車轎車化,白車身高強度化、輕量化是當前微型汽車發展的趨勢,目前高強度鋼板技術在國內的各微型車企業都已陸續得到應用。
近幾年,高強度鋼板在微車中應用越來越多,五菱等廠家部分車型的縱梁、加強板等件都采用了高強鋼板。高強度鋼板在吉林汽車的應用發展也較快,部分車型的車門外板及發動機罩板采用H180烘烤硬化高強度鋼板成形,外板厚度從0.8mm降低到0.7mm,降低重量13%以上;在結構件及加強件應用方面,森雅、佳寶V80車型縱梁及部分加強件采用高強度鋼板成形;SUV車型大量采用高強度鋼板成形,應用比例已達到39%以上。但是,高強度鋼板的抗拉強度及屈服強度比普通鋼板高很多,零件成形性較差,缺陷解決起來很困難,特別是U形梁類件的回彈、扭曲等缺陷。本文以典型梁類件作為研究對象提出了質量缺陷(特別是回彈)的解決對策。
高強度鋼板定義、分類及性能指標
高強度鋼板是一個相對的概念,國際鋼鐵協會先進高強鋼應用指南第三版中將屈服強度為210~550MPa的鋼定義為高強度鋼,小于210MPa的為軟鋼,超過550MPa的超高強度鋼,汽車用鋼板的屈服強度與延伸率的關系如圖1所示。高強鋼分為傳統高強鋼和先進高強鋼,傳統高強鋼主要包括碳-錳(CMn)鋼、烘烤硬化(BH)鋼、無間隙原子(HSSIF)鋼和高強度低合金(HSLA)鋼等;先進高強鋼主要包括雙相(DP)鋼、相變誘導塑性(TRIP)鋼、馬氏體(Mart)鋼、復相(CP)鋼、熱成形(HF)鋼等。圖1中,IF為無間隙原子鋼,Mild為低碳鋁鎮靜鋼,TWIP為孿晶誘發塑性鋼,Stainless為不銹鋼,B steel為熱沖壓用鋼。從圖中可知,隨著強度的提高,各類鋼的塑性明顯下降,但由于強化機制的不同,在強度提高的同時,塑性下降的程度也不同。由于汽車車身零件多采用沖壓成形,塑性是汽車鋼板的重要性能。因此,具有強度和塑性綜合優良性能的鋼種成為高強鋼的發展趨勢。
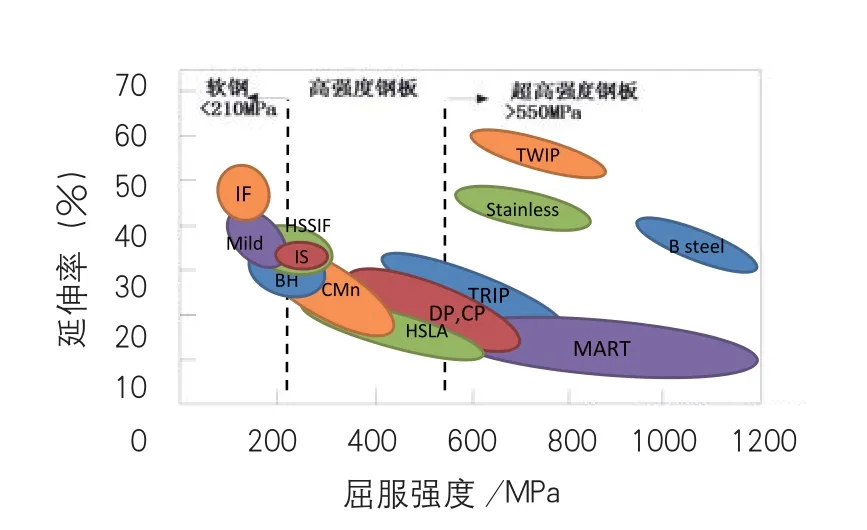
圖1 汽車用鋼板的屈服強度與延伸率的關系圖

表1
高強度鋼板所表現的力學性能是擁有較高的抗拉強度、屈服強度,成形力隨著拉延深度的增加而急劇增加,回彈量也隨之相應增加;高強度鋼板的材料延伸率小、塑性差,成形困難、容易開裂,成形后回彈大且回彈數值不易控制;高強度鋼板的材料剪切強度高,剪切力增加。高強鋼板和普通低碳鋼板性能比較見表1。由表1可以看出,高強鋼板的σs和σb比低碳鋼板高很多,但n值和r值較低。因此,高強度鋼板的成形性能比低碳鋼板差。高強度鋼板雖與低碳鋼板一樣具有破裂和起皺問題,但由于σs和σb高,n值和r值低,影響貼模性的幾何面缺陷更為突出。因此,要保證高強度鋼板的沖壓質量,不僅要避免破裂和起皺問題,更重要的是要想辦法解決回彈問題。
梁類件成形缺陷產生原因及解決措施
由于高強度鋼板具有抗拉強度及屈服強度高、塑性低、成形困難等特點,所以高強度鋼板梁類件成形存在的主要缺陷有:形狀及尺寸精度不良、制件開裂和起皺、零件拉毛及模具損傷等。
零件形狀、尺寸精度不良
⑴產生原因。形狀及尺寸精度不良的主要表現有側壁回彈(圖2)、側壁內凹(圖3)和型面扭曲變形(圖4)問題。圖2中,彎曲棱線的二個面的夾角角度和模具型面角度不同;圖3側壁面變成帶有曲率面;圖4與縱向軸垂直的二個斷面發生回轉。高強度鋼板梁類件彎曲成形中,材料在彎曲圓角外部產生拉伸應力,而內部產生壓縮應力。因此,在零件脫模后,由于存在彈性變形和板厚內外應力釋放,即發生力矩,從而產生角度變化,發生回彈。如果零件各部位形狀不同,不平衡殘余應力產生扭曲力矩,造成零件扭曲等成形缺陷,從而導致零件形狀不合格(圖5)。零件形狀、尺寸精度不良主要有以下影響因素:
1)凸凹模圓角半徑。凸模圓角半徑越小,角度變化越小(圖6),反之亦然。因為,當凹模圓角半徑變大時,彎曲支點間距離大,在初期成形過程形成的彎曲范圍擴大,這個被彎曲的范圍,隨著成形的進展,被彎曲回復而彈出。
2)凸凹模間隙。U形件凸凹模的間隙增加時,在成形最終階段,由于材料和沖模形狀不服貼,角度變大。因此,只有保證凸模和凹模間隙,才能保證沖壓件質量的穩定。
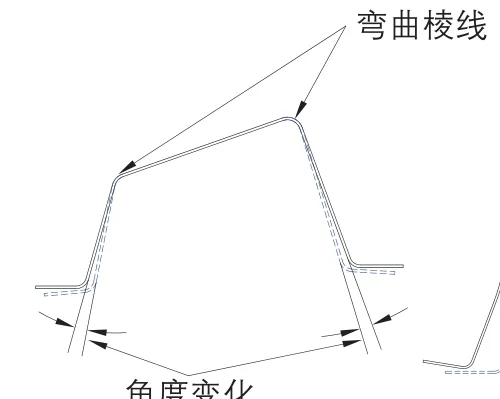
圖2 側壁回彈示意圖
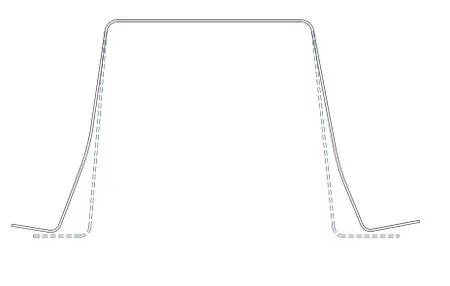
圖3側壁內凹示意圖
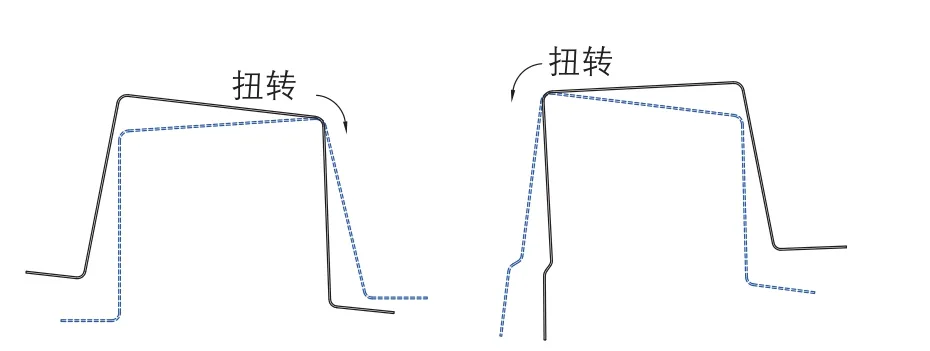
圖4 型面扭曲示意圖

圖5縱梁回彈分析示意圖
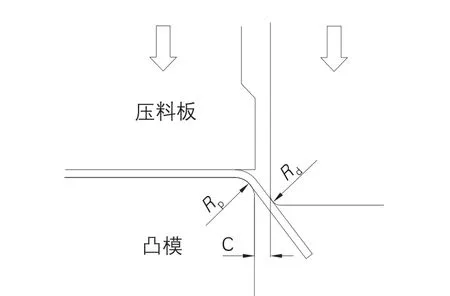
圖6 凸凹模圓角半徑示意圖
3)產品形狀。U形件彎曲角度越大,角度變化就越大。由于減小材料向凸模圓角處的卷繞角度,從而造成回彈發生區域增大,成形高度越高,回彈也就越大。
4)產品材質。隨著抗拉強度和屈服強度的增加,板厚表里應力的彎曲力矩也呈線性增加,回彈就越大。板料越薄,零件剛性越差,角度變化也就越大。
⑵解決措施。模具制造主要分為產品SE工程、工藝設計、模具結構設計、加工、裝配和調試等步驟,側壁回彈、內凹、扭曲變形是高強度鋼板成形缺陷中最難解決的問題,必須從模具制造的全過程進行控制,才有可能最終解決問題。
1)在產品SE階段,仔細審查產品沖壓工藝性。
2)沖壓工藝方案的控制。沖壓工藝設計是影響零件最終品質的關鍵因素。以某車型左右中縱梁為例(圖7),該零件材質為DP590,料厚為2.0mm,屈服強度σs≥340MPa,抗拉強度σb≥590MPa。工藝方案設計如下:①沖壓工藝分析。該件位于車架中段,是重要的承載部件。因此,該件必須具有較好的剛性和強度,不得存在褶皺、裂紋、扭曲等缺陷。該零件長度達2000mm以上,型面高度差大,是典型的幾字形形狀。由于一端部斷面沒有凸緣,左側斷面不對稱,在前后方向零件左右端頭存在明顯的錯位特征,所以極易導致拉延后的零件在前后向出現扭曲。可預測該件成形時出現回彈、側壁內凹、型面扭曲的可能性很大,因此在設計沖壓工藝方案時,必須考慮缺陷的解決方案,在這里主要考慮通過拉延和整形工序來消除缺陷。由于拉延是解決高強度鋼板零件回彈和扭曲的基礎,整形則是回彈和扭曲后序必要的解決手段,通過整形可對殘余應力區實施應力改造,使應力達到平衡或使因殘余應力導致的變形在許可范圍之內。②拉延工序:由于高強度鋼板加工硬化的特點,因此考慮在一次成形工序中把制件幾何形狀全部成形出來,然后通過后續修邊及側修邊把多余的工藝補充部分修掉;工藝補充采取臺階式,臺階式拉延是在拉延模具臺肩部分設定臺階形狀,在成形終期,通過把這個臺階形狀進行成形,對縱壁附加較大的張力,使板料充分變形,所以能夠減小回彈和壁翹曲(圖8);在工藝補充部分保證拉延深度基本一致,這樣材料流動比較均勻;采用合適的拉延凹模口圓角;工藝參數采用較大的壓邊力。③整形工序:采取斜楔側整形方式,由于材料性能參數等因素影響,現在的CAE分析手段還不能十分準確地預測回彈,在調試階段進行回彈調整是必然的,而采取斜楔側整形非常有利于后期的回彈調整;側壁考慮回彈補償;整形區域為側壁、法蘭面及圓角,斷面兩側整形區域完全對稱,保證受力平衡。④其他工序考慮定位方式、廢料排除、壓料板強度等分兩序修邊、沖孔。綜上所述,設計工藝方案流程為:拉延(OP10)→修邊沖孔、斜修邊(OP20)→斜整形(OP30)→修邊、沖孔、側沖孔、側修邊(OP40)。
3)采用合理的模具結構(圖9~11)。①工作部位采用鑲塊結構,且鑲塊要全部增加靠背。②拉延模采用合適的拉延筋結構。③整形凹模采用壓料結構,保證制件底面在成形或整形過程中處于強壓狀態,防止制件竄動,有利于控制制件扭曲。④拉延、整形模具鑲塊采用試制鑲塊。由于高強度鋼板模具回彈調整比較困難,模具調試時需多次調整逐漸修正,在調整中難免進行反復燒焊等修改;另外高強度鋼板的屈服強度和抗拉強度高,導致在試模時鑲塊磨損會很嚴重,因此模具的制造過程需要試制鑲塊。在回彈穩定和確定之后,對試制鑲塊做逆向掃描,再用掃描的數據加工正式模具鑲塊進行精調。⑤模具工作部位材質的選擇。由于高強度鋼板強度高,需要更高的壓邊力、成形力及剪切力,這就要求模具工作部位的材質要具有更高的硬度、更好的抗磨損性能、更高的強度。因此,拉延凹模鑲塊、壓料圈鑲塊及整形凹模鑲塊及修邊鑲塊采用Cr12MoV(SKD11)材質整體淬火,且拉延模具鑲塊進行表面硬化處理。

圖7 中縱梁產品示意圖
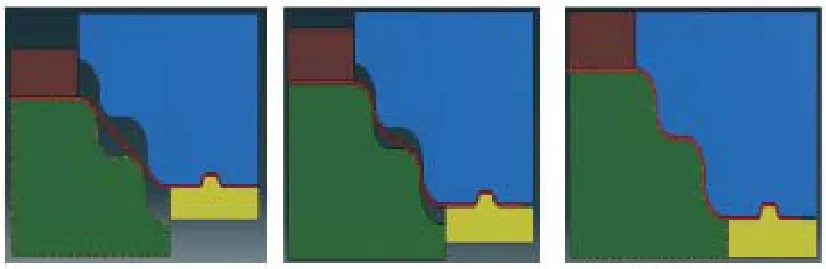
圖8 臺階式工藝補充示意圖
4)保證好的裝配質量。注意模具鑲塊的裝配質量,即使是試制鑲塊,這將有利于正式模具的調試;注意檢查鑲塊的貼合率,避免成形過程中鑲塊活動,這是控制回彈和回彈補償估計的關鍵。
5)調試。調試注意以下三個方面:拉延圓角和拉延筋的研配;壓料面研配著色率必須達到90%以上;零件測量的基準選擇要一致,以便回彈的可對比性。
6)制件整改。準確模擬高強度鋼板的回彈是非常困難的,實際調試時制件往往需要經過多輪整改才能滿足要求:根據實際出件檢測結果(檢具或白光掃描),綜合分析回彈偏差值,確定控制相關特征點,篩選出平均偏差值,采取反向點云回彈補償方法進行回彈補償修改。
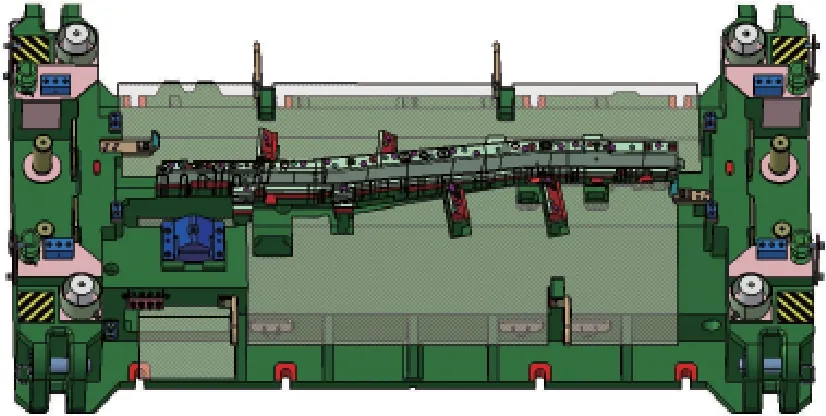
圖10 修邊、沖孔模具圖
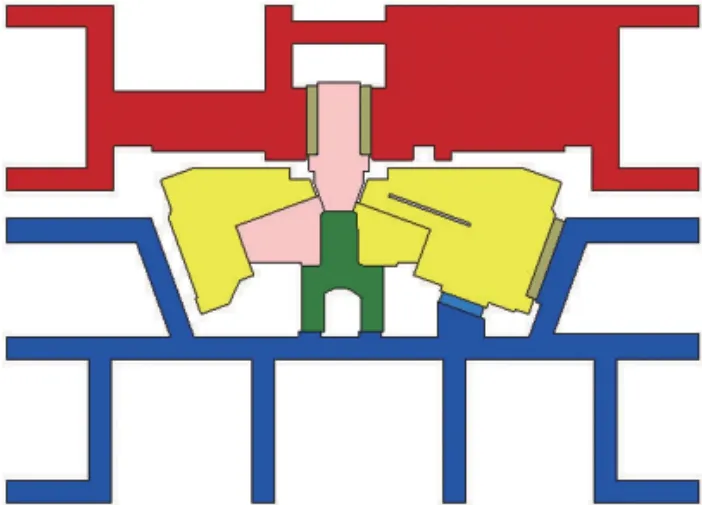
圖11 斜整形模具圖
制件開裂和起皺
⑴產生原因。高強度鋼板由于強度高,塑性降低,拉延時需要較大的壓邊力且需靠壓料面控制走料,壓料面及拉延筋不能有效控制材料流動,易造成制件起皺現象發生;在連續生產時,模具溫度升高且阻力變大,由于進料困難造成拉裂。另外,由于脹形斷裂極限和拉伸翻邊斷裂極限下降,成形時易產生裂紋。
⑵解決措施。高強度鋼板由于強度高,成形性能較差,通過傳統工藝解決開裂和起皺的矛盾問題很困難,現在采用的主要手段是通過好的產品設計來減少兩方面矛盾的風險。具體做法是在產品SE階段,根據工藝經驗結合CAE模擬分析,找出產生皺裂的部位,適當加大破裂部位的圓角或增加拔模角度,對起皺的部位采取增加吸料筋、包邊等措施,產品修改后再進行模擬,直到消除缺陷為止。在后期調試中保證走料部位的光潔度及型面著色率,根據皺裂的嚴重程度適當調整起皺部位吸料筋包的大小及破裂部位的圓角或凹模圓角,適當調整壓邊力的大小,基本可以消除缺陷。
零件拉毛及模具損傷
⑴產生原因。對于汽車梁類件而言,零件的拉毛直接影響著汽車的安全性能,較深的拉痕會產生應力集中,容易引起斷裂,釀成事故。拉毛是在兩個相對滑移的固體之間產生的一種肉眼可見的表面損傷,通常表現為材料局部粗糙化,在原始表面上產生突出物,而且常伴有物料轉移或塑性流動或兩者都發生。拉毛主要是成形過程中板料通過壓料面及凹模口走料造成的,連續加工時,模具溫度會升高,零件與模具摩擦阻力加大,進而發生黏著,產生嚴重的拉毛并使模具表面損傷,造成修模次數增加。⑵解決措施。主要解決措施如下:1)拉延模具走料部位采用鑲塊結構,材質采用硬度高、強度高、耐磨性好的Cr12MoV整體淬火+表面硬化處理;2)采用合理的凸凹模間隙;3)保證拉延模具走料部位表面光潔度。
