扣片跳步模設計要點
2014-10-10 06:43:16楊良文高宏廷陜西渭河工模具總廠702廠模架分廠
鍛造與沖壓 2014年6期
文/楊良文,高宏廷·陜西渭河工模具總廠(702廠)模架分廠
扣片跳步模設計要點
文/楊良文,高宏廷·陜西渭河工模具總廠(702廠)模架分廠
用戶要求生產的沖壓零件如圖1所示,該零件為大批量生產,材料為08F,厚度1.5mm,未注尺寸公差按IT14級。面對這樣的沖壓件,首先我們要做的是進行沖件工藝性分析。從圖1的尺寸公差要求來看,大部分尺寸公差要求相對較為寬松,很容易保證,但是,沖壓件端頭兩個φ4mm孔到底面的距離為(6±0.05)mm,要求還是比較嚴格的,而且兩個φ4mm孔離打彎轉角很近,如果處理不當就會引起孔變形。另外,由于該沖壓件屬于大批量生產,無論從人工成本、生產效率,還是沖件質量穩定性等方面,都不宜采用單步模沖壓生產,而采用跳步模更合適一些。
選用跳步模原因
成本低
由于沖壓件整體精度要求不高,對跳步模的加工精度、定位精度要求都不高(能達到±0.025mm以內就可),所以加工設備只需要一般的線切割機床就可,無需慢走絲、坐標磨等精密加工。因此,跳步模的制造成本要比幾副單步模的總成本要略微低些。若采用單步模沖壓,至少需要3套模具:沖孔落料復合模、打彎模和翻孔模,總成本約為1.1萬元(前者價格在7000元左右,后兩者價格約為2000元),而跳步模成本在9000~10000元之間。
易修復
跳步模和單步模便于維修,而復合模的修復性能則較差。
生產效率高
跳步模操作為自動送料、單人單機,班產量可達25000件以上,而單步模最少是3人3機流水線作業生產,班產量最多5000件。
穩定性高
單步模在操作安全性、沖壓件質量穩定性方面遠不如跳步模。假如打彎后端頭兩個φ4mm孔變形超差或滿足不了(6±0.05)mm的位置尺寸,靠近右端的兩個φ4mm孔先不沖,最后增加一道沖孔工序也可完成沖制零件,但這將大大降低總體生產效率。
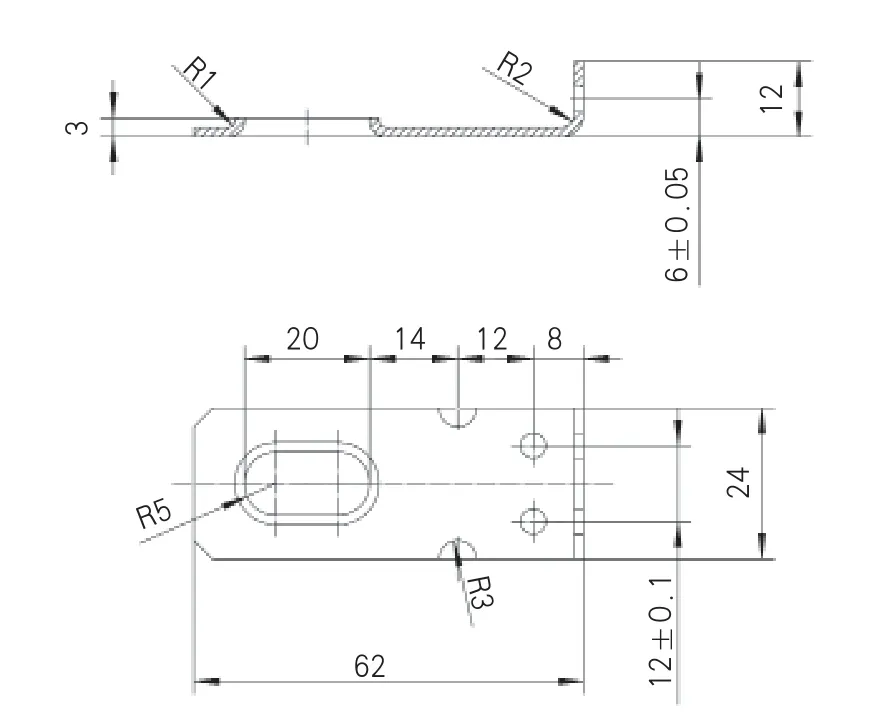
圖1 沖壓零件圖
模具設計
初始數據
⑴展開長度尺寸:L=l1+l2+1.57(r+xt)=58.5+8.5+1.57×(2+0.66×1.5)≈71.70mm。其中,r/t=2/1.5=1.333,查設計手冊x值為0.66,加上搭邊步距取值75mm。⑵翻孔處寬度尺寸為8.336mm。⑶預孔中部寬度尺寸=24-2×8.336≈7.328mm。⑷兩端圓弧翻邊按圓孔翻邊計算公式d=D-2(h-0.43r-0.72t)×10-2×(3-0.43×1-0.72×1.5)≈7.02mm。初始設計,直線和圓弧曲線以R16.75mm的相切過渡圓弧連接,如果翻邊高度超差再做局部調整。當然,也可以通過翻邊試驗來確定預孔形狀。⑸沖裁力:F=1.3Ltτ=1.3×162mm×1.5mm×25kg/mm2≈7900kg。⑹卸料力F0=0.06F=0.06×7900kg≈480kg,因打彎時間超前,要確保沖件平直,卸料板初始壓料力要適當再加大一些,所以將卸料力增加到750kg左右。忽略翻邊力和折彎力,最小可選用10t的機床進行沖壓加工,最好采用15t沖床。
排樣方案
有了初始數據,就可繪制沖壓件展開外形和排樣方案。為了提高材料利用率,條料寬度就定為24mm,由滾剪刀保證沖件寬度尺寸,在不考慮毛刺方向的前提下,材料利用率可達到84.5%。至于定位問題,可以利用φ4mm孔作為導正孔。排樣圖如圖2所示,排樣形式為:⑴第一工步:沖兩個φ4mm孔(對角分布)和翻邊預孔。⑵第二工步:導正,沖另外兩個φ4mm孔、翻邊、沖半圓缺口。⑶第三工步:檢測、導正、左端切斷、右端打彎,滑塊上行時向外頂、吹出成品,滑落到收集盒中。
模架的選用
雖然模具精度不高、較大的沖裁間隙(t×16%=1.5mm×16%=0.24mm)對模架導向精度要求也不高,但由于是大批量生產,模具在高速沖床上的加工可能性比較大,此時模具沖壓速度可達到120次/min以上。因此,本廠廠標的可脫開式滾動鋼模架,可有效降低磨損,減少發熱,提高模具壽命和穩定性。根據凹模周界(275mm×130mm)大小和最大閉合高度(245mm)要求可采用第10a號4導柱2級精度模架。
模具材料選用
在模具的耐用性和制造成本之間權衡后,設計方案確定凸、凹模固定板和凸、凹模鑲件采用優質模具鋼Cr12MoV,上下墊板和卸料板、限位塊(柱)等采用45#碳素結構鋼,均淬火處理,達到要求的硬度。導料板及頂桿類輔助零件采用GCr15或CrWMn,熱處理硬度均達到58HRC度以上。其余零件盡量采購標準件,這樣既可保證模具使用壽命又能降低制造成本,縮短加工周期,也便于模具維修。
模具結構
模具裝配圖如圖3所示,該模具最大的外形尺寸只有375mm,屬于小型模具。除模架以外,無重量超過10kg的零件,很容易翻轉和拆卸,裝配不需分塊。上模卸料板厚度取值25mm,厚度與長度比值大于1/12,具有足夠的剛性,省去蓋板,內鑲4個黃銅滑動小導套,與之過盈配合。與凸模配合各孔均按凸模頭部斷面實際尺寸放單邊間隙0.015~0.02mm,小導柱與導套之間配研保證單面間隙0.007~0.012mm,既起到導向作用使卸料板上下運行平穩,又不會與凸模相互摩擦干涉。等高卸料柱與之連接,矩形彈簧安裝在卸料柱頂部,使卸料板空載不受力,避免承受交變載荷疲勞損壞。凸模固定板定位孔與凸模固定端采取過渡配合,便于插入或退出,凸模一律不帶掛臺,以螺釘從背后拉緊,避免開刃或更換時拆卸板件,達到快速換模的目的。凸模多次開刃后變短需要在固定端加墊片以確保總高度基本不變,墊片太多時往往會在打開模具時散落一地,因此設計時,將上墊板與凸模固定板單獨用螺釘拉緊,防止墊片掉落造成維修裝配混亂和重復調整。下模也是同樣設計理念。下模除翻孔凹模鑲件和打彎凹模必須帶有掛臺之外,其余鑲件屬于易損件需要經常取出開刃或更換,故采用直通式方便裝卸。鑲件與固定孔之間采用小過盈配合,過盈量通常控制在0.005~0.01mm之間。我們的加工方式是以孔為基準配研鑲件外形,在保證凸凹模間隙均勻的條件下修研鑲件四周,以達到銅棒輕輕敲擊即可進入凹模板為限度。下翻孔有卡料的可能性,為了確保送料順暢,特加設頂桿強制頂出沖件。

圖2 排樣圖
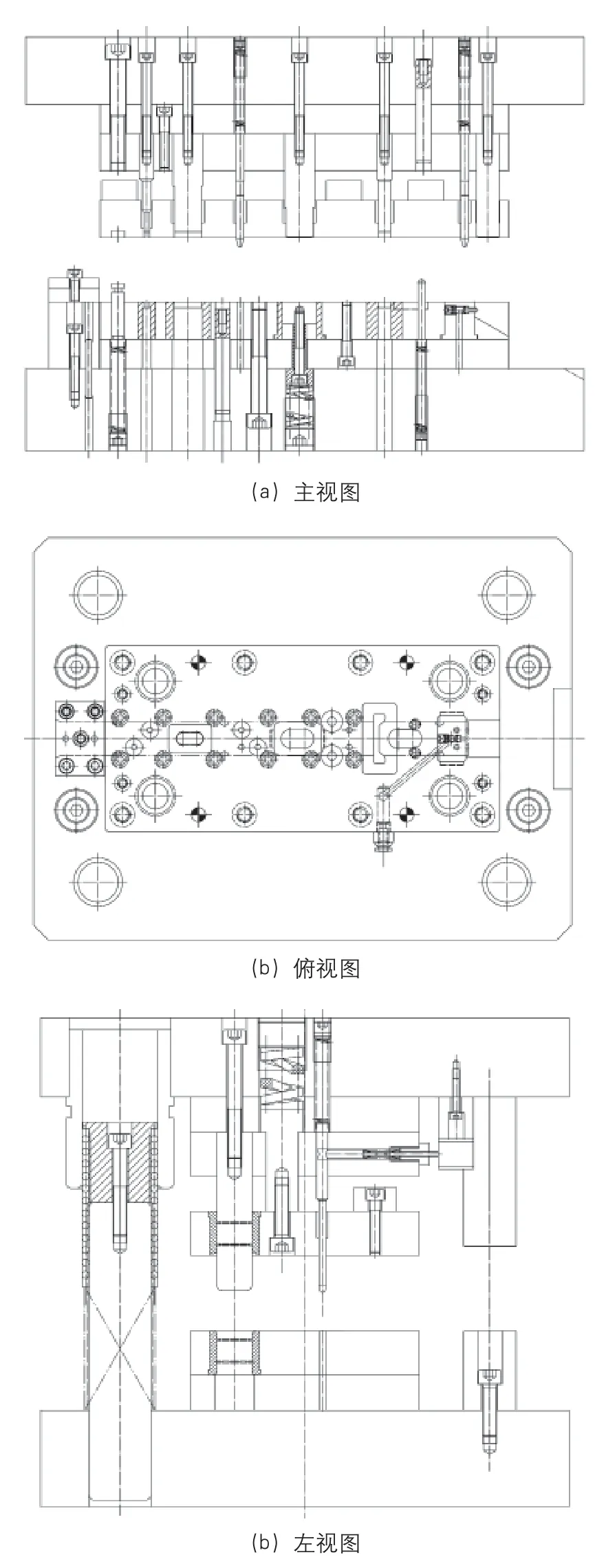
圖3 裝配圖
防范措施
沖件打彎切斷后,不可能自動滑出凹模表面,但一旦停留在模具內部,就會造成疊壓現象,威脅到操作人員和設備的安全:輕則掰彎凸模、小導柱或掰裂卸料板損毀模具,甚至損壞機床;在高速沖壓情況下這種故障的發生會造成多次、多層疊壓,零件崩裂飛出傷人,后果很嚴重。把沖件順利排出去單靠氣吹是不夠的(有時候條料上沖壓油涂得較厚或天冷油太黏沖件會吸附在凹模面上造成吹不動),因此,需加設頂桿將沖件左端翹起一定高度,再讓高壓氣吹出凹模。為了防止沖件吸附在卸料板上,同樣也要在卸料板中加設頂桿,并且頂出力要大于下頂桿頂出力,上下頂桿中心位置盡量相同,即使需要錯開也要盡量縮小它們之間的距離,以免沖件被頂彎影響平面度。
對于跳步模來講,導正釘和誤送檢測裝置是必不可少的,其結構形式如圖3左視圖所示。該機構運用很普遍,導正釘頭部外圓尺寸取值為φ4.01mm,檢測銷頭部外圓尺寸取值為φ3.72mm,比孔實際尺寸小0.3mm。需要特別注意的是選哪個孔作為導正孔。前文曾提過,如果打彎后端頭兩個φ4mm孔變形超差或(6±0.05)mm的位置尺寸滿足不了,則靠近右端的兩個φ4mm孔就先放棄不沖,留到最后增加的一道沖孔工序來完成,所以右端的兩個φ4mm孔即便是沖了也不用作導正孔;另外,打彎工位附近的兩個φ4mm孔也不可用,因為一旦發生帶料沖件排不出去,模具就會遭到損壞,而且檢測銷根本檢測不出來,無法及時停機,但這里可先布置上導正釘,實在不行還可以去掉。另一排(檢測銷后側)也可設置一個導正釘,這樣至少還有兩個導正釘在起作用,基本可滿足模具定位的要求。
廢料反跳是模具使用中出現的一種常見現象,尤其是圓孔。在單步模上出現跳料時,一般不太能夠引起重視,因為是手動送料,速度慢,發現后拔出去就行了,而跳步模則不允許這種現象出現的。廢料反跳的形成原因主要是與沖裁間隙的大小有關,解決辦法較多:改變沖裁間隙,改變凸、凹模刃口形狀或采用負壓反吸。對于材料厚度大于1mm的條料,采用改變沖裁間隙的方法比較有效。目前,許多大型企業在模具上裝入電磁感應元器件來保護模具,效果很好,靈敏度極高,只要感應到卸料板與凹模板之間的間隙,稍微有所增大就立刻發信號緊急停機,使模具不受大的損害。這副模具先采用小間隙沖裁和凹模刃口磨成0.5°倒錐兩種措施預防跳料產生。
堵廢料也是模具使用中出現的一種常見現象,當切斷廢料不太規則時,比較容易發生堵料現象,尤其在刃口變鈍的情況下,沖下的廢料會被拉出的毛刺包裹疊摞在一起,很容易在掉落、翻滾時卡住,所以此處的漏料孔不必按刃口均勻擴大。在不影響強度的前提下,從上向下各層應逐步向規則的長方形狀過渡,另外,凹模刃口厚度不要超過3倍料厚。該模具凹模刃口厚度取值為4~4.5mm。
結束語
綜上所述,只要在設計、加工中做好以上各項防范措施,模具一定能在沖壓生產中發揮出巨大的作用。
