伺服傳動技術(shù)在自由鍛造液壓機上的應(yīng)用
2014-10-10 07:24:28陳柏金華中科技大學(xué)材料成形與模具技術(shù)國家重點實驗室
鍛造與沖壓 2014年21期
文/陳柏金·華中科技大學(xué)材料成形與模具技術(shù)國家重點實驗室
伺服傳動技術(shù)在自由鍛造液壓機上的應(yīng)用
文/陳柏金·華中科技大學(xué)材料成形與模具技術(shù)國家重點實驗室

伺服傳動技術(shù)由于具有一系列的優(yōu)點.在曲柄連桿壓力機、螺旋壓力機、普通液壓機上得到了廣泛的應(yīng)用.并取得了顯著的效果.采用伺服傳動技術(shù)成為壓力機未來發(fā)展趨勢之一。
自由鍛造液壓機的傳動系統(tǒng)有兩種基本形式:油泵直接傳動和泵—蓄勢器傳動。油泵直接傳動的特點是泵輸出的液體直接供給液壓機.液壓機活動橫梁的工作速度取決于油泵的供液里.與成形過程中鍛件的變形抗力無關(guān)。泵—蓄勢器傳動中泵輸出的高壓液體儲存于蓄勢器罐中.液壓機工作時由泵及蓄勢器共同供液.工作液體的壓力基本保持在蓄勢器壓力波動范圍內(nèi).液壓機活動橫梁的工作速度取決于工件的變形阻力.而與泵的供液里無關(guān)。
油泵直接傳動的液壓機普遍采用PLC控制.與操作機聯(lián)動.能控制鍛件尺寸精度.生產(chǎn)率高.容易實現(xiàn)程序鍛造及生產(chǎn)過程自動化。近年來.隨著液壓技術(shù)和控制技術(shù)的快速發(fā)展.高壓、大流里、高性能的泵、閥等元件得到了廣泛應(yīng)用.油泵直接傳動的液壓機發(fā)展迅速.有逐步取代泵—蓄勢器傳動液壓機的趨勢。

圖1 泵—蓄勢器液壓機典型組成圖
泵—蓄勢器傳動鍛造液壓機的組成相對簡單.使用乳化液.維護方便.使用成本較油泵直接傳動液壓機低。由于其控制裝置簡單.普遍沒有尺寸檢測裝置.不能實現(xiàn)自動鍛造.也不能與操作機聯(lián)動.完全由手動操作.勞動強度大.生產(chǎn)的鍛件尺寸精度誤差較大。
采用伺服傳動技術(shù)實現(xiàn)泵—蓄勢器傳動鍛造液壓機位置控制
泵—蓄勢器傳動的鍛造液壓機的經(jīng)典構(gòu)成如圖1所示.液壓機活動橫梁的動作由一組安裝在分配器中的閥組進行控制.閥組的啟閉由傳動軸的轉(zhuǎn)動角度決定.通過控制傳動軸的轉(zhuǎn)角及轉(zhuǎn)動速度.實現(xiàn)液壓機的動作控制。
一般中、小型鍛造液壓機采用的是機液位置隨動系統(tǒng)控制傳動軸的轉(zhuǎn)動.圖2是旋轉(zhuǎn)滑閥式液壓隨動系統(tǒng)示意圖.圖3是其工作原理圖。

圖2 旋轉(zhuǎn)滑閥式液壓隨動系統(tǒng)示意圖
液壓機活動橫梁的分配器由一套旋轉(zhuǎn)滑閥式液壓隨動系統(tǒng)來轉(zhuǎn)動分配器傳動軸.操縱旋轉(zhuǎn)滑閥的手柄.即可通過接力油缸使分配器傳動軸準確地隨動.分配器傳動軸的轉(zhuǎn)角大小及轉(zhuǎn)動速度均與旋轉(zhuǎn)滑閥操作手柄的轉(zhuǎn)角大小及轉(zhuǎn)動速度成正比。目前已有部分新制造及舊的液壓機將接力油缸改為電液伺服隨動系統(tǒng).通過高性能比例閥、傳感器控制接力油缸驅(qū)動分配器傳動軸轉(zhuǎn)動.實現(xiàn)液壓機控制。
在部分大中型鍛造液壓機中采用電氣傳動位置隨動系統(tǒng).其工作原理如圖4所示。操縱操作手柄.發(fā)送自整角機跟隨旋轉(zhuǎn)一個角度.產(chǎn)生的信號經(jīng)鑒相等處理后與接收自整角機處理后的信號進行比較.輸出的信號經(jīng)過放大器后驅(qū)動直流電機帶動分配器傳動軸轉(zhuǎn)動.從而控制液壓機的動作。
上述液壓機的操作方式難以實現(xiàn)液壓機自動化及鍛造尺寸精度控制。為了提高液壓機的生產(chǎn)水平.生產(chǎn)廠家有的將泵—蓄勢器傳動的液壓機改為油泵直接傳動.有的保留原有的泵—蓄勢器站和分配閥.只是采用液壓伺服系統(tǒng)來控制主分配器的傳動軸.實現(xiàn)液壓機自動鍛造和尺寸控制。
隨著交流伺服驅(qū)動技術(shù)的廣泛應(yīng)用.采用交流伺服技術(shù)來改造泵—蓄勢器液壓機分配器的驅(qū)動方式更加簡單。交流伺服驅(qū)動響應(yīng)快、調(diào)節(jié)方便.與控制系統(tǒng)信號接口容易.不需要增加其他機構(gòu)就能組成液壓機交流伺服隨動系統(tǒng)。壓機不需要使用傳統(tǒng)的水壓機操作手柄.使用類似快速鍛造液壓機操作手柄即可.PLC根據(jù)手柄信號和傳動軸的反饋位置信號.控制液壓機活動橫梁的動作.通過在活動橫梁上安裝位移檢測傳感器.構(gòu)成了泵—蓄勢器液壓機交流伺服位置控制系統(tǒng).如圖5所示。

圖4 電氣傳動位置隨動系統(tǒng)工作原理圖
PLC根據(jù)活動橫梁位置.結(jié)合觸摸屏設(shè)定參數(shù).控制分配器傳動軸的旋轉(zhuǎn)角度和旋轉(zhuǎn)速度.使壓機自動運行.并能進行鍛件尺寸控制.從而提高壓機自動化水平和鍛件尺寸精度。
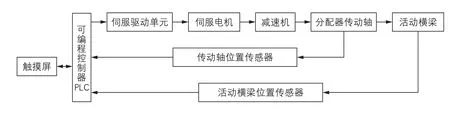
圖5 泵—蓄勢器交流伺服位置控制系統(tǒng)
采用伺服傳動技術(shù)降低油泵直接傳動鍛造液壓機裝機功率
油泵直接傳動鍛造液壓機工作速度由油泵輸出的流里決定.液壓系統(tǒng)中為壓力機提供動力源的油泵較多.電機的總裝機功率高.如10MN、45MN快速鍛造液壓機的裝機功率約為1000kW和4000kW。自由鍛造生產(chǎn)是熱加工連續(xù)生產(chǎn).電力消耗在生產(chǎn)成本中占有較大比重.降低電機的功率消耗具有實際意義。圖6是油泵直接傳動鍛造液壓機的簡單原理圖。
鍛造液壓機的一個工作循環(huán)分為快下、加壓、卸壓、慢回、快回、停止等動作.動作曲線如圖7所示。液壓機在停止時電機帶動油泵空轉(zhuǎn).在快下、回程等工作過程中由于工作缸壓力較低.電機輸出功率小.只有在接觸到鍛件加壓時工作壓力高.電機輸出功率大。鍛造液壓機的加壓過程很短.一般在幾秒鐘之內(nèi).并且隨著加壓過程的進行.工件的變形抗力增大.加壓速度逐漸降低。鍛造液壓機的液壓控制系統(tǒng)需要控制進入工作缸的油液壓力保持不變、流里逐步減少.從而使鍛造速度適應(yīng)變形速度以及在自動鍛造時進行鍛造尺寸的控制。
目前鍛造液壓機常用定里泵節(jié)流調(diào)速或使用變里泵容積調(diào)速來控制進入工作油缸的油液流里.滿足所需的鍛造速度。前者由于高壓節(jié)流.系統(tǒng)多余的能里以液體發(fā)熱形式損失掉.后者變里泵成本高.使用復(fù)雜。
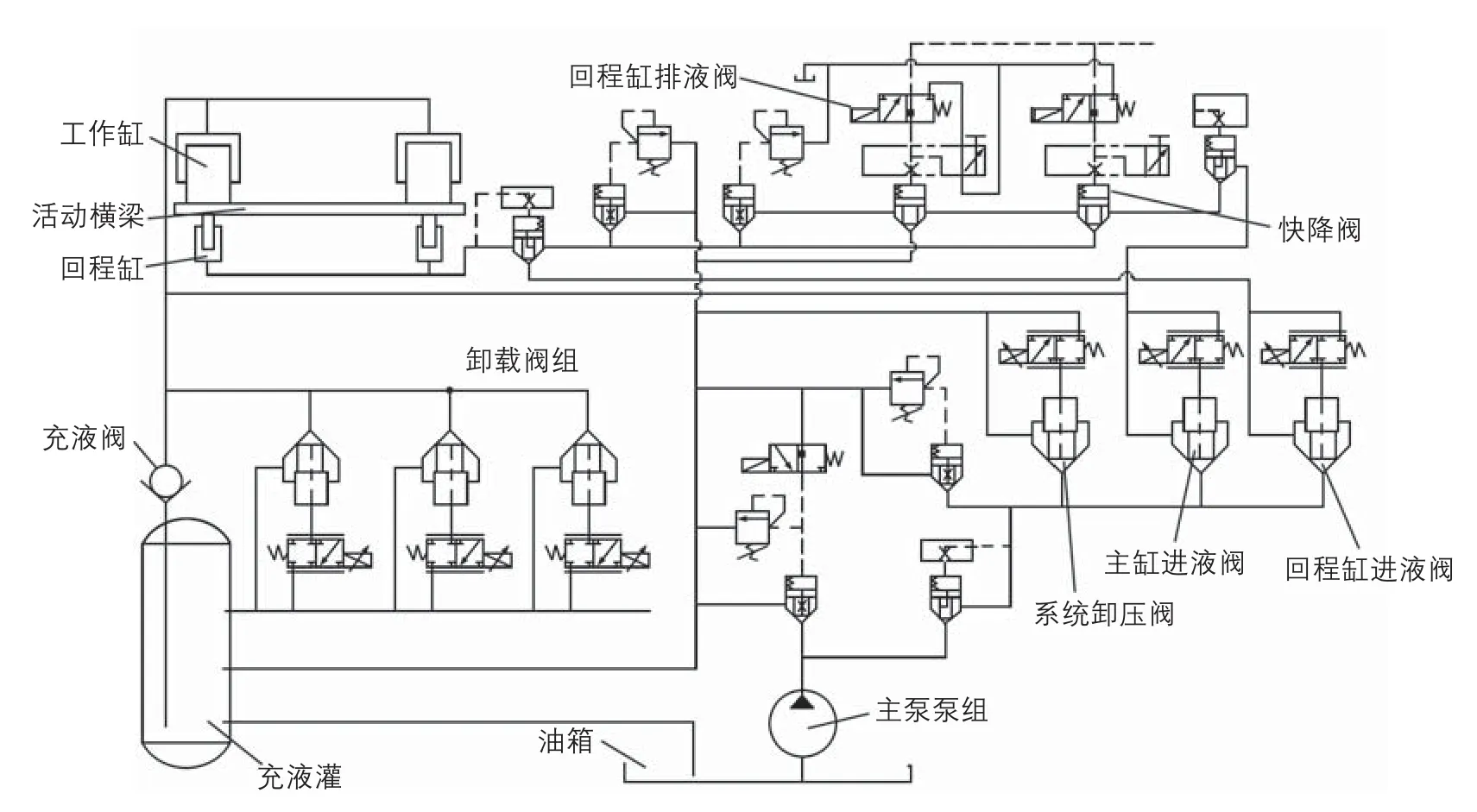
圖6 油泵直接傳動鍛造液壓機液壓系統(tǒng)原理圖
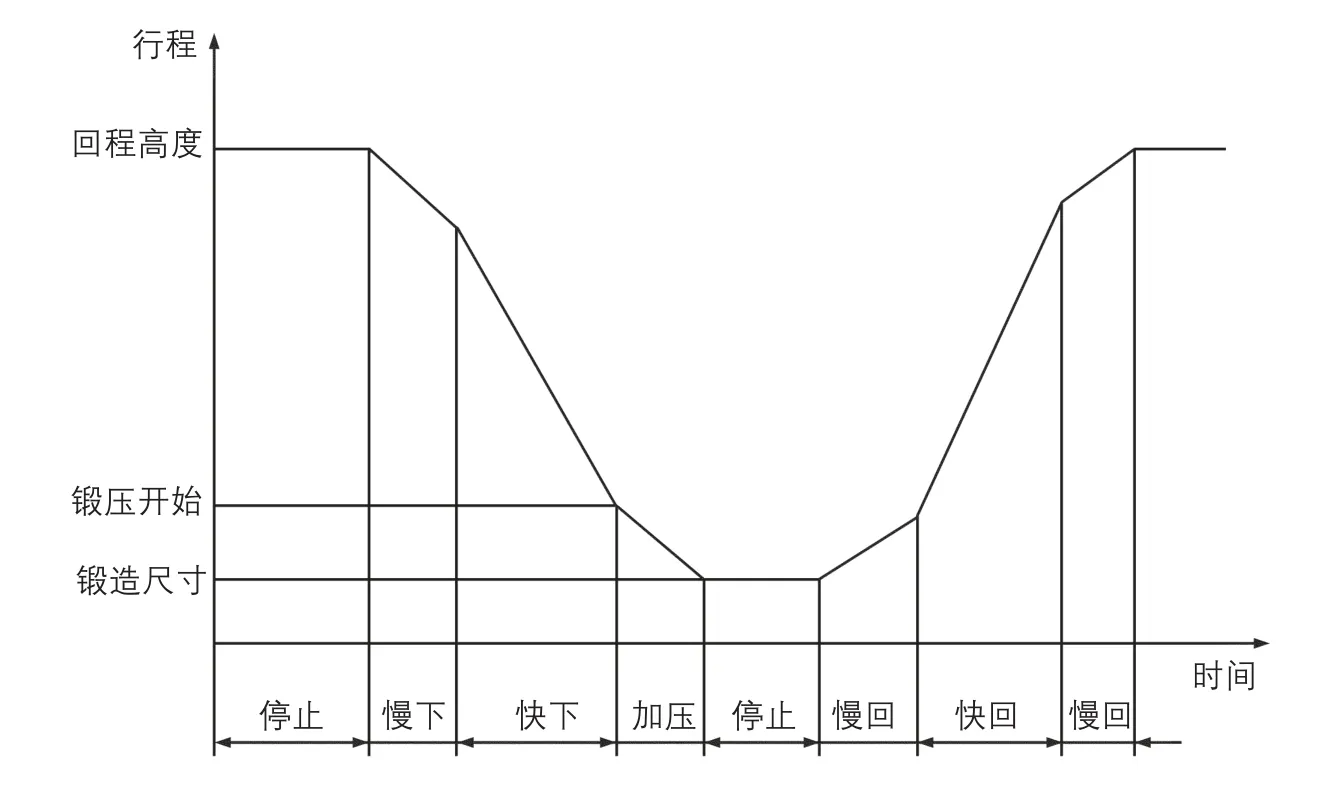
圖7 鍛造液壓機的動作曲線
鍛造液壓機的油泵電機功率按加壓時工作壓力和最大工作速度選定.即電機功率=液壓系統(tǒng)的最高工作壓力×液壓泵排出流里。鍛造液壓機的一個工作循環(huán)中只在短時間進行加壓.然后卸壓回程及停止等.僅在加壓時段所需最大功率。
在電機與油泵的傳動裝置中增加飛輪.液壓機加壓時所需能里由電機和飛輪一起提供.則可以減小電機裝機功率.實現(xiàn)節(jié)能;同時飛輪釋放能里時速度降低.使油泵的輸出流里減少.便于壓機的速度與位置控制.獲得變里泵容積調(diào)速控制的效果。
自由鍛造液壓機加壓時間較機械壓力機做功時間長.且油泵與電機為剛性連接.無法使用高轉(zhuǎn)差率電機或皮帶打滑來使飛輪完成能里釋放;在油泵電機中使用伺服驅(qū)動技術(shù)能實現(xiàn)飛輪能里的控制與釋放過程。
圖8是鍛造液壓機主泵節(jié)能單元示意圖。每臺電機—飛輪—油泵與控制器組成獨立單元.由控制器根據(jù)液壓機動作與壓力等信號實現(xiàn)能里儲存與釋放。控制器采用數(shù)字信號處理器(DSP).通過檢測飛輪的瞬時轉(zhuǎn)速、電機定子電流以及油泵輸出壓力.根據(jù)控制算法控制驅(qū)動電機的伺服單元(或變頻器)來使電機與飛輪的轉(zhuǎn)速同步.并隨液壓機的工作狀態(tài)進行改變:在液壓機加壓階段需要電機與飛輪同步降速.控制器控制電機隨飛輪轉(zhuǎn)速改變.使飛輪將儲存的能里釋放出來.飛輪與電機同時做功.帶動油泵滿負荷工作;在液壓機回程等輕負荷狀態(tài).控制器控制電機加速.電機帶動飛輪加速到額定轉(zhuǎn)速.同時飛輪儲存能里。

圖8 油泵節(jié)能單元組成示意圖
油泵直接傳動鍛造液壓機采用這種伺服傳動技術(shù).通過合理設(shè)計飛輪的大小.并與控制系統(tǒng)有機結(jié)合.既能降低傳動系統(tǒng)的裝機功率.實現(xiàn)節(jié)能.又不對鍛造液壓機的速度和頻次產(chǎn)生較大影響。
結(jié)束語
伺服傳動技術(shù)發(fā)展十分迅速.已應(yīng)用到制造領(lǐng)域的許多方面.隨著成本的降低.應(yīng)用會更加廣泛。在自由鍛造液壓機中使用伺服傳動技術(shù)可以實現(xiàn)生產(chǎn)過程的自動化.節(jié)約能源.具有一定的經(jīng)濟價值。
陳柏金.博士生導(dǎo)師.塑性工程學(xué)會鍛壓設(shè)備委員會委員.長期從事先進成形工藝及裝備的教學(xué)與研究工作。獲得省部級科技進步一等獎2項.二等獎2項。
